I’ve spent years on the shop floor here at ShincoFab watching aluminum fabrication projects succeed, and I’ve seen plenty of expensive metal end up in our scrap bins. I know exactly what makes a part work and what causes it to crack on the press brake. You don’t need an engineering textbook to understand this process. You just need practical advice from people who actually cut, bend, and weld these parts every single day.
In this guide, I will give you exactly that. You will learn how to pick the right aluminum alloy, avoid the specific design mistakes that snap our tooling, and use simple shop hacks to cut your manufacturing costs.
Ready to turn your CAD file into a physical part without wasting time or money? Let’s get to work.
What Is Aluminum Fabrication?
Aluminum fabrication is the process of turning raw aluminum into a finished part through cutting, bending, machining, or welding.
You start with a flat sheet, a solid block, or a long tube of metal. Then, we cut, bend, machine, or weld it until it matches your exact design. Think of it like woodworking, but with metal.
Why should you care about the actual process? Because the way your part is made makes or breaks your entire project.
If you understand how fabrication works, you get massive benefits:
- It saves you money. Picking the right cutting or bending method keeps your costs low.
- It prevents failures. Knowing how aluminum bends stops your parts from cracking on the shop floor.
- It speeds things up. Good fabrication planning means fewer mistakes and faster delivery for your project.
Why You Should Care About Aluminum (The Real Benefits)
You have a lot of metal options for your project. So why pick aluminum over steel or plastic?
Here is how aluminum makes your life easier and your project better:
- It is lightweight but strong. Aluminum weighs 0.098 lbs/in³, compared to steel’s 0.283 lbs/in³., but it still holds up under pressure. Your final product will be lighter, easier to handle, and much cheaper to ship.
- It will not rust. Aluminum has a built-in shield. When it touches air, it forms a natural barrier against corrosion. You can use it outdoors without paying for expensive rust-proof coatings.
- It is easy to shape. Because it is softer than steel, we can cut and bend it quickly. Less time on the shop machines means a lower final bill for you.
- It is highly recyclable. According to data from The Aluminum Association, nearly 75% of all aluminum ever produced in the U.S. is still in use today. You can melt it down and reuse it forever without losing any quality.
Which Aluminum Alloy Should You Pick?
There is no such thing as generic aluminum. Each alloy acts differently when we put it under our lasers or press brakes. Here is what we experience daily with the top three options:
5052: The Sheet Metal Champion
If your design needs a lot of sharp bends, 5052-H32 (the “H32” meaning it is strain-hardened for improved stability) is our go-to at the shop.
- The Shop Floor Reality: It is highly formable. When we bend 5052, we rarely worry about it fracturing along the bend line, even at tighter radii.
- Best For: Sheet metal boxes, custom brackets, and electronic enclosures.
6061: The Structural Go-To, But Beware of the Bend
6061-T6 (the “T6” indicating it has been heat-treated for maximum strength) is the ultimate all-rounder for CNC machining, but it’s a nightmare if you try to treat it like 5052.
- The Shop Floor Reality: It machines beautifully due to its high yield strength (as seen on databases like MatWeb), but it will crack if you try to bend it too sharply. I can’t tell you how many client designs we’ve had to reject because they asked for a 90-degree tight bend on 6061. If you must bend it, we have to use a much larger bend radius.
- Best For: Machined parts, structural frames, and automotive components.

7075: The High-Strength Heavyweight
Do you need maximum strength? Choose 7075. It is tough and handles heavy loads easily.
- The Benefit: It gives you steel-like strength at a fraction of the weight.
- Best For: Airplane parts, military gear, and high-stress equipment.
Top Design Mistakes You Need to Avoid
You picked the right alloy. That is a great start. But here are three common design mistakes that cause us to hit the “Emergency Stop” button on our machines:
The most common aluminum fabrication design mistakes include designing zero-radius inside corners, ignoring metal grain direction during bending, and applying unrealistic ±0.001″ tolerances to bent sheet metal.
- Designing zero-radius inside corners. Our CNC end mills and laser beams are round. If you ask for a perfectly sharp, squared-off inside corner, our tools physically cannot cut a square corner. Always add a fillet (a slight curve) to your inside corners that matches standard tooling sizes (like a 1/8″ or 1/4″ radius).
- Ignoring the metal’s grain direction. This is something only a fabricator will tell you. Aluminum sheet comes from the mill with a specific “grain” (like wood). If your design forces us to bend parallel to that grain, especially on harder alloys, it will snap. Let us know if we have the freedom to orient your part on the sheet to bend across the grain.
- Unrealistic tolerances on bent sheet metal. Aluminum has “springback”—meaning after our press brake pushes it to 90 degrees, it naturally bounces back a degree or two. Asking for a ±0.001” tolerance on a bent sheet metal bracket just forces us to do expensive, manual trial-and-error. Save those microscopic tolerances for CNC-machined features only.
How to Cut Your Aluminum Fabrication Costs
If you want to keep your final bill low, use these three proven hacks we tell our best clients:
- Nest your parts for standard sheet sizes. We buy aluminum in standard 4×8 or 5×10 foot sheets. If your custom panel is 49 inches wide, we have to cut it from a 5×10 sheet, and you are paying for the massive chunk of scrap left over. Keep your max dimensions under 47.5 inches to ensure proper nesting and reduce material waste costs by up to 20%.

- Design for standard tooling. If you ask for a weird 0.317-inch hole, we have to laser cut it (slower) or buy a custom drill bit (expensive). If you change it to a standard 5/16-inch hole, we can punch it out in a fraction of a second.
- Use rivets or PEM nuts instead of welding. Welding aluminum requires AC TIG machines, high skill, and time to clean the oxidation layer. It’s expensive. Whenever a client asks how to save money, my first question is: “Can we use PEM nuts or blind rivets instead of welding this?”
How We Actually Shape the Metal
Your design is ready. Now we have to actually build it.
Here is how we turn a raw piece of aluminum into your finished part.
Cutting It Down to Size
First, we have to cut the raw metal. If you need simple straight lines, we use saws. For flat sheets and complex shapes, we use lasers. Lasers are fast and precise.
But if your part is very thick, the heat from a laser can melt or ruin the edges. In that case, we switch to a waterjet. A waterjet uses highly pressurized water and sand to slice right through the aluminum without heating it up at all.
Bending and Forming
Next, we fold the metal using a massive machine called a press brake. It pushes the flat aluminum down into a V-shaped groove to bend it.
We have to be careful here. If we bend a stiff aluminum alloy too sharply, it cracks like a dry twig. To avoid this, we use special tools to give the bend a wider curve so the metal stays strong.

CNC Machining
If your part needs precise holes, threads, or complex grooves, we put it in a CNC machine. These computer-controlled machines use spinning tools to drill and mill the metal away.
This is where the magic happens. CNC machining is how we hit those super-tight tolerances and make sure your part fits exactly where it belongs.
Welding and Joining
Finally, we put the pieces together. Welding aluminum is actually very tricky. The metal heats up wildly and has a tough crust on top that makes melting it difficult. It takes an expert welder to join the pieces without destroying the part.
This is exactly why I always suggest using bolts or rivets if you can. Fasteners are quick, safe, and completely skip the risks of welding.
Troubleshooting: Why Did My Part Crack or Warp?
Sometimes, parts fail. The second biggest headache after cracking is warping during welding.
The most common issue I see is cracking. If you fold a thick piece of aluminum over a sharp edge, it snaps. It acts just like a dry branch.
To fix this, you must match your bend radius to the material thickness. Thicker metal always needs a wider, gentler curve to bend safely. If you force a tight corner, the part will end up in the scrap bin.
The second biggest headache is warping. Aluminum absorbs and moves heat very quickly.
When a welder strikes an arc, that intense heat spreads through the whole part in seconds. If that heat is not carefully controlled, the metal warps like a potato chip. Expert fabricators prevent this by managing the heat input, welding in short bursts, and clamping the part down.
Making It Look Good (Surface Finishes)
Bare aluminum works fine for a lot of projects. But it can look a little dull.
If you want your part to look professional and survive tough environments, you need a surface finish. Here are the two best options.
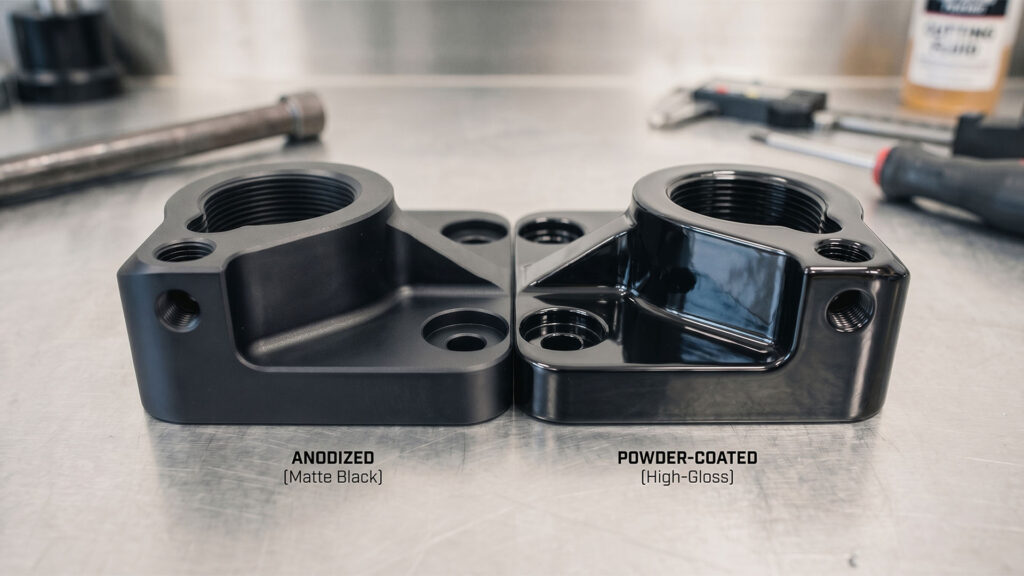
Anodizing
Anodizing is an electrochemical surface treatment process that thickens the natural oxide layer on aluminum parts, creating a durable, rust-proof, and color-ready exterior.
- The Benefit: It creates a hard, durable shell that is completely rust-proof. You can also add bright colors that sink right into the metal, meaning they will never peel or flake off.
Powder Coating
Want a tough, scratch-resistant paint job? Choose powder coating. We spray a dry powder onto the metal and bake it in a hot oven.
- The Benefit: The powder melts into a thick, smooth layer of armor. It hides surface scratches easily and holds up great against heavy wear and tear.
5 Questions to Ask Before Hiring a Fabrication Shop
You know how aluminum fabrication works. Now you just need someone to build your part.
But not every shop is a good fit. Before you hand over your money, ask these five questions to weed out the bad ones:
1. Do you specialize in sheet metal or machining?
Most shops are great at one, but not the other. If you need a bent metal box, don’t hire a shop that only does CNC machining. Match the shop to your exact part.
2. What is your standard lead time?
You need to know exactly when your parts will arrive. Don’t accept vague answers. Ask for a firm delivery date before you sign anything.
3. What is your scrap rate?
A high scrap rate means the shop makes a lot of mistakes. Who pays for those mistakes? Usually, you do. Look for a shop with a low scrap rate.
4. What are your quality checks?
Do they just eyeball the final part? Or do they use laser scanners to measure every angle? Make sure they actually check their work before they ship it to you.
5. Do you handle surface finishes in-house?
If they have to send your part to another company for powder coating, that adds extra days and extra costs. Shops that do it all under one roof save you money.
Ask these questions, and you will easily find a partner you can trust. Now you have everything you need to turn your aluminum design into a real, physical part. Go get started.
Conclusion
Aluminum fabrication does not have to be a headache. The real secret to a great part is simple: good planning and a partner who knows the realities of the shop floor.
At ShincoFab, we live and breathe sheet metal fabrication. We see firsthand how applying basic rules like respecting the bend radius, understanding grain direction, and using standard sheet sizes turns a stressful project into a total success.
Send us your CAD files today, and let’s turn your design into reality.

