Ik heb jaren doorgebracht op de werkvloer hier bij ShincoFab Ik zie aluminium fabricageprojecten slagen en ik heb veel duur metaal in onze schrootbakken zien belanden. Ik weet precies waardoor een onderdeel werkt en waardoor het barst op de afkantpers. Je hebt geen technisch handboek nodig om dit proces te begrijpen. Je hebt alleen praktisch advies nodig van mensen die deze onderdelen elke dag snijden, buigen en lassen.
In deze gids geef ik je precies dat. Je leert hoe je de juiste aluminiumlegering kiest, de specifieke ontwerpfouten vermijdt die onze gereedschappen breken en eenvoudige winkelhacks gebruikt om je productiekosten te verlagen.
Klaar om uw CAD-bestand om te zetten in een fysiek onderdeel zonder tijd of geld te verspillen? Laten we aan de slag gaan.
Wat is aluminiumproductie?
Aluminium fabricage is het proces waarbij ruw aluminium wordt omgezet in een afgewerkt onderdeel door middel van snijden, buigen, machinaal bewerken of lassen.
Je begint met een vlakke plaat, een massief blok of een lange buis metaal. Dan snijden, buigen, bewerken of lassen we het tot het precies overeenkomt met je ontwerp. Zie het als houtbewerking, maar dan met metaal.
Waarom zou je je zorgen maken over het eigenlijke proces? Omdat de manier waarop je onderdeel wordt gemaakt je hele project maakt of breekt.
Als je begrijpt hoe fabricatie werkt, krijg je enorme voordelen:
- Het bespaart je geld. Door de juiste snij- of buigmethode te kiezen, houd je de kosten laag.
- Het voorkomt mislukkingen. Als je weet hoe aluminium buigt, voorkom je dat je onderdelen barsten op de werkvloer.
- Het versnelt dingen. Een goede fabricageplanning betekent minder fouten en een snellere oplevering van je project.
Waarom je aluminium belangrijk zou moeten vinden (de echte voordelen)
Je hebt veel metalen opties voor je project. Dus waarom zou je aluminium kiezen in plaats van staal of kunststof?
Hier lees je hoe aluminium je leven gemakkelijker en je project beter maakt:
- Het is lichtgewicht maar sterk. Aluminium weegt 0,098 lbs/in³, vergeleken met de 0,283 lbs/in³ van staal, maar het houdt nog steeds stand onder druk. Je eindproduct zal lichter zijn, gemakkelijker te hanteren en veel goedkoper om te verzenden.
- Het roest niet. Aluminium heeft een ingebouwd schild. Wanneer het in contact komt met lucht, vormt het een natuurlijke barrière tegen corrosie. Je kunt het buiten gebruiken zonder te betalen voor dure roestwerende coatings.
- Het is gemakkelijk te vormen. Omdat het zachter is dan staal, kunnen we het snel snijden en buigen. Minder tijd op de werkplaatsmachines betekent een lagere eindfactuur voor jou.
- Het is zeer goed recyclebaar. Volgens gegevens van De Aluminiumvereniging, Bijna 75% van al het aluminium dat ooit in de V.S. is geproduceerd, wordt vandaag nog steeds gebruikt. Je kunt het omsmelten en voor altijd hergebruiken zonder kwaliteitsverlies.
Welke aluminiumlegering moet je kiezen?
Er bestaat niet zoiets als generiek aluminium. Elke legering gedraagt zich anders wanneer we het onder onze lasers of afkantpersen leggen. Dit is wat we dagelijks ervaren met de top drie opties:
5052: De plaatwerkkampioen
Als je ontwerp veel scherpe bochten moet hebben, is 5052-H32 (de “H32” betekent dat het is verstevigd voor meer stabiliteit) onze keuze in de winkel.
- De Werkvloer Realiteit: Het is zeer vervormbaar. Als we 5052 buigen, maken we ons zelden zorgen over breuk langs de buiglijn, zelfs bij kleinere radii.
- Geschikt voor: Plaatstalen dozen, beugels op maat en elektronische behuizingen.
6061: De structurele go-to, maar pas op voor de bocht
6061-T6 (de “T6” geeft aan dat het een warmtebehandeling heeft ondergaan voor maximale sterkte) is de ultieme allrounder voor CNC-verspaning, maar het is een nachtmerrie als je het probeert te behandelen zoals 5052.
- De Werkvloer Realiteit: Het is prachtig te bewerken vanwege de hoge vloeigrens (zoals te zien is in databases zoals MatWeb), maar het zal barsten als je het te scherp probeert te buigen. Ik kan je niet vertellen hoeveel ontwerpen van klanten we hebben moeten afwijzen omdat ze vroegen om een krappe bocht van 90 graden op 6061. Als je het moet buigen, moeten we een veel grotere buigradius gebruiken.
- Geschikt voor: Bewerkte onderdelen, structurele frames en auto-onderdelen.

7075: het zeer sterke zwaargewicht
Heb je maximale sterkte nodig? Kies dan voor 7075. Het is sterk en kan zware lasten gemakkelijk aan.
- Het voordeel: Het geeft je staalachtige kracht tegen een fractie van het gewicht.
- Geschikt voor: Vliegtuigonderdelen, militaire uitrusting en apparatuur onder hoge druk.
Top ontwerpfouten die je moet vermijden
Je hebt de juiste legering gekozen. Dat is een goed begin. Maar hier zijn drie veelgemaakte ontwerpfouten die ervoor zorgen dat we op de “noodstop” knop van onze machines drukken:
De meest voorkomende ontwerpfouten bij aluminium fabricage zijn het ontwerpen van binnenhoeken met een radius van nul, het negeren van de richting van de metaalnerf tijdens het buigen en het toepassen van onrealistische ±0,001″ toleranties op gebogen plaatwerk.
- Binnenhoeken zonder radius ontwerpen. Onze CNC frezen en laserstralen zijn rond. Als u vraagt om een perfect scherpe, rechte binnenhoek, kunnen onze gereedschappen fysiek geen vierkante hoek snijden. Voeg altijd een vulling (een lichte kromming) toe aan uw binnenhoeken die overeenkomt met standaard gereedschapmaten (zoals een 1/8″ of 1/4″ radius).
- De korrelrichting van het metaal negeren. Dit is iets wat alleen een fabrikant je kan vertellen. Aluminium plaat komt uit de fabriek met een specifieke “nerf” (net als hout). Als je ontwerp ons dwingt om parallel aan die korrel, vooral bij hardere legeringen, zal het breken. Laat ons weten of we de vrijheid hebben om je onderdeel op de plaat te oriënteren om te buigen over de korrel.
- Onrealistische toleranties op gebogen plaatwerk. Aluminium heeft een “terugvering”, wat betekent dat nadat onze afkantpers het tot 90 graden heeft geduwd, het natuurlijk een graad of twee terugveert. Vragen om een tolerantie van ±0,001” op een gebogen plaatmetalen beugel dwingt ons alleen maar om dure, handmatige trial-and-error uit te voeren. Bewaar die microscopische toleranties alleen voor CNC-bewerkte onderdelen.
Hoe u de kosten van uw aluminiumproductie kunt verlagen
Als je je eindfactuur laag wilt houden, gebruik dan deze drie bewezen hacks die we onze beste klanten vertellen:
- Nest je onderdelen voor standaard plaatafmetingen. We kopen aluminium in standaardplaten van 4×8 of 5×10 voet. Als uw aangepaste paneel 49 inch breed is, moeten we het uit een 5×10 vel snijden en betaalt u voor het enorme stuk schroot dat overblijft. Houd uw maximale afmetingen onder 47,5 inch om een goede nesting te garanderen en de kosten voor materiaalafval tot 20% te verlagen.

- Ontwerp voor standaardgereedschap. Als je vraagt om een raar gat van 0,317 inch, dan moeten we dat lasersnijden (langzamer) of een aangepaste boor kopen (duur). Als je het verandert in een standaard 5/16-inch gat, kunnen we het in een fractie van een seconde maken.
- Gebruik klinknagels of PEM-moeren in plaats van lassen. Voor het lassen van aluminium heb je AC TIG-machines nodig, veel vaardigheid en tijd om de oxidatielaag schoon te maken. Het is duur. Als een klant vraagt hoe hij geld kan besparen, is mijn eerste vraag: “Kunnen we PEM-moeren of popnagels gebruiken in plaats van dit te lassen?”
Hoe we metaal vormen
Je ontwerp is klaar. Nu moeten we het nog bouwen.
Zo maken we van een onbewerkt stuk aluminium een afgewerkt onderdeel.
Op maat snijden
Eerst moeten we het ruwe metaal snijden. Voor eenvoudige rechte lijnen gebruiken we zagen. Voor vlakke platen en complexe vormen gebruiken we lasers. Lasers zijn snel en precies.
Maar als je onderdeel erg dik is, kan de hitte van een laser de randen smelten of ruïneren. In dat geval schakelen we over op een waterstraal. Een waterstraalmachine gebruikt water onder hoge druk en zand om dwars door het aluminium te snijden zonder het te verhitten.
Buigen en vormen
Vervolgens plooien we het metaal met behulp van een enorme machine die een afkantpers wordt genoemd. Deze duwt het platte aluminium in een V-vormige groef om het te buigen.
We moeten hier voorzichtig zijn. Als we een stijve aluminiumlegering te scherp buigen, barst het als een droog twijgje. Om dit te voorkomen, gebruiken we speciaal gereedschap om de bocht breder te maken zodat het metaal sterk blijft.

CNC-bewerking
Als je onderdeel precieze gaten, schroefdraad of complexe groeven nodig heeft, zetten we het in een CNC-machine. Deze computergestuurde machines gebruiken ronddraaiende gereedschappen om het metaal weg te boren en te frezen.
Dit is waar de magie gebeurt. CNC-bewerking is hoe we die superstrakke toleranties halen en ervoor zorgen dat je onderdeel precies past waar het hoort.
Lassen en verbinden
Uiteindelijk hebben we de stukken in elkaar gezet. Het lassen van aluminium is eigenlijk heel lastig. Het metaal warmt wild op en heeft een taaie korst bovenop die het smelten moeilijk maakt. Er is een ervaren lasser voor nodig om de stukken samen te voegen zonder het onderdeel te vernielen.
Dit is precies waarom ik altijd adviseer om bouten of klinknagels te gebruiken als dat mogelijk is. Bevestigingsmiddelen zijn snel, veilig en slaan de risico's van lassen volledig over.
Problemen oplossen: Waarom is mijn onderdeel gebarsten of vervormd?
Soms gaan onderdelen kapot. De op één na grootste hoofdpijn na scheuren is kromtrekken tijdens het lassen.
Het meest voorkomende probleem dat ik zie is scheuren. Als je een dik stuk aluminium over een scherpe rand vouwt, knapt het. Het werkt net als een droge tak.
Om dit te verhelpen, moet je de buigradius afstemmen op de materiaaldikte. Dikker metaal heeft altijd een bredere, zachtere bocht nodig om veilig te kunnen buigen. Als je een krappe hoek forceert, belandt het onderdeel in de schrootbak.
Het tweede grootste probleem is kromtrekken. Aluminium absorbeert en verplaatst warmte zeer snel.
Wanneer een lasser een vlamboog aanslaat, verspreidt die intense hitte zich binnen enkele seconden door het hele onderdeel. Als die hitte niet zorgvuldig onder controle wordt gehouden, trekt het metaal krom als een aardappelschilfertje. Deskundige lassers voorkomen dit door de warmte-inbreng te beheersen, in korte uitbarstingen te lassen en het onderdeel vast te klemmen.
Het er goed laten uitzien (oppervlakteafwerkingen)
Blank aluminium werkt prima voor veel projecten. Maar het kan er een beetje saai uitzien.
Als je wilt dat je onderdeel er professioneel uitziet en bestand is tegen zware omstandigheden, heb je een oppervlakteafwerking nodig. Dit zijn de twee beste opties.
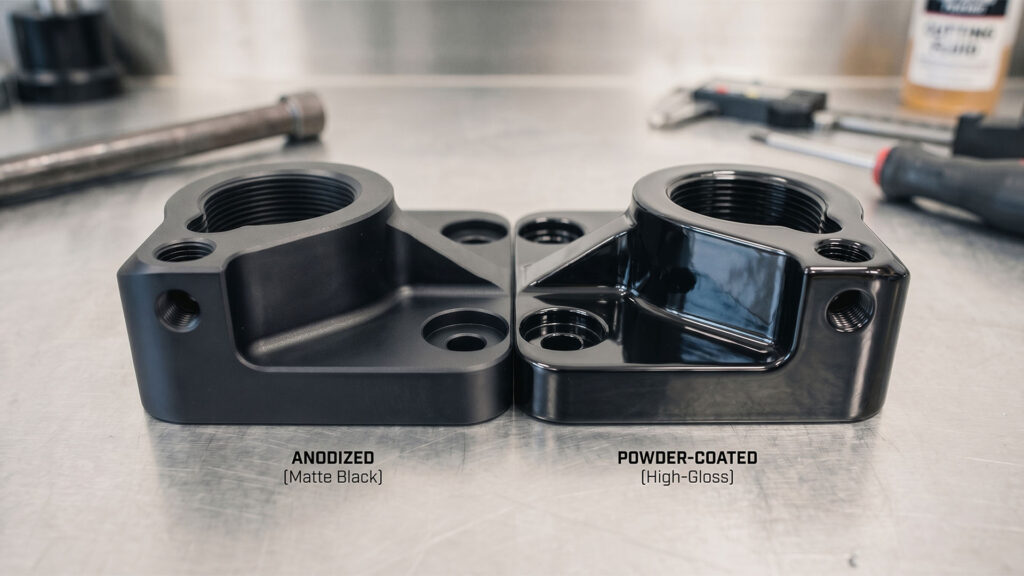
Anodiseren
Anodiseren is een elektrochemisch oppervlaktebehandelingsproces dat de natuurlijke oxidelaag op aluminium onderdelen dikker maakt, waardoor een duurzame, roestbestendige en kleurklare buitenkant ontstaat.
- Het voordeel: Het creëert een hard, duurzaam omhulsel dat volledig roestvrij is. Je kunt ook felle kleuren toevoegen die direct in het metaal zinken, wat betekent dat ze nooit zullen afbladderen.
Poedercoating
Wil je een sterke, krasbestendige verflaag? Kies dan voor poedercoating. We spuiten een droog poeder op het metaal en bakken het in een hete oven.
- Het voordeel: Het poeder smelt tot een dikke, gladde laag pantser. Het verbergt gemakkelijk oppervlakkige krassen en is goed bestand tegen zware slijtage.
5 vragen die je moet stellen voordat je een productiebedrijf inhuurt
Je weet hoe aluminiumproductie werkt. Nu heb je alleen nog iemand nodig die je onderdeel bouwt.
Maar niet elke winkel past bij je. Stel voordat je je geld overhandigt deze vijf vragen om de slechte eruit te pikken:
1. Ben je gespecialiseerd in plaatbewerking of machinale bewerking?
De meeste werkplaatsen zijn goed in het ene, maar niet in het andere. Als je een gebogen metalen doos nodig hebt, huur dan geen winkel in die alleen CNC-verspaning doet. Stem de winkel af op je exacte onderdeel.
2. Wat is jullie standaard levertijd?
Je moet precies weten wanneer je onderdelen aankomen. Accepteer geen vage antwoorden. Vraag om een vaste leverdatum voordat je iets ondertekent.
3. Wat is je uitvalpercentage?
Een hoog uitvalpercentage betekent dat de winkel veel fouten maakt. Wie betaalt voor die fouten? Meestal jij. Zoek een winkel met een laag uitvalpercentage.
4. Wat zijn jullie kwaliteitscontroles?
Tasten ze het uiteindelijke onderdeel gewoon af? Of gebruiken ze laserscanners om elke hoek te meten? Controleer of ze hun werk echt controleren voordat ze het naar je opsturen.
5. Verzorg je zelf de oppervlakteafwerking?
Als ze je onderdeel naar een ander bedrijf moeten sturen voor poedercoating, voegt dat extra dagen en extra kosten toe. Winkels die alles onder één dak doen, besparen geld.
Stel deze vragen en je zult gemakkelijk een partner vinden die je kunt vertrouwen. Nu heb je alles wat je nodig hebt om je aluminium ontwerp om te zetten in een echt, fysiek onderdeel. Ga aan de slag.
Conclusie
Aluminiumproductie hoeft geen hoofdpijn te zijn. Het echte geheim van een geweldig onderdeel is eenvoudig: een goede planning en een partner die de realiteit van de werkvloer kent.
Op ShincoFab, We leven en ademen plaatbewerking. We zien uit eerste hand hoe het toepassen van basisregels zoals Door de buigradius te respecteren, de nerfrichting te begrijpen en standaard plaatafmetingen te gebruiken, wordt een stressvol project een groot succes.
Stuur ons vandaag nog je CAD-bestanden en laten we je ontwerp omzetten in werkelijkheid.

