Are you stuck choosing between 5052-H32 and 6061-T6 aluminum? You are not alone.
As the lead fabricator here at ShincoFab, I’ve spent over a decade walking our sheet metal shop floor, and I see engineers and buyers spec the wrong alloy almost weekly. Making the wrong choice doesn’t just look bad on paper. It leads to cracked metal on our press brakes, gummy aluminum welded to our expensive CNC end mills, and thousands of dollars in wasted project budgets. I want to save you from those expensive, real-world mistakes.
In this quick guide, you will get straight answers from a factory floor perspective. No boring chemistry lectures. I promise to show you exactly when to use 5052, when to grab 6061, how they handle under our TIG welders, and even how to save your project if you accidentally ordered the wrong metal.
Here is exactly how to choose the proper metal for your blueprint.
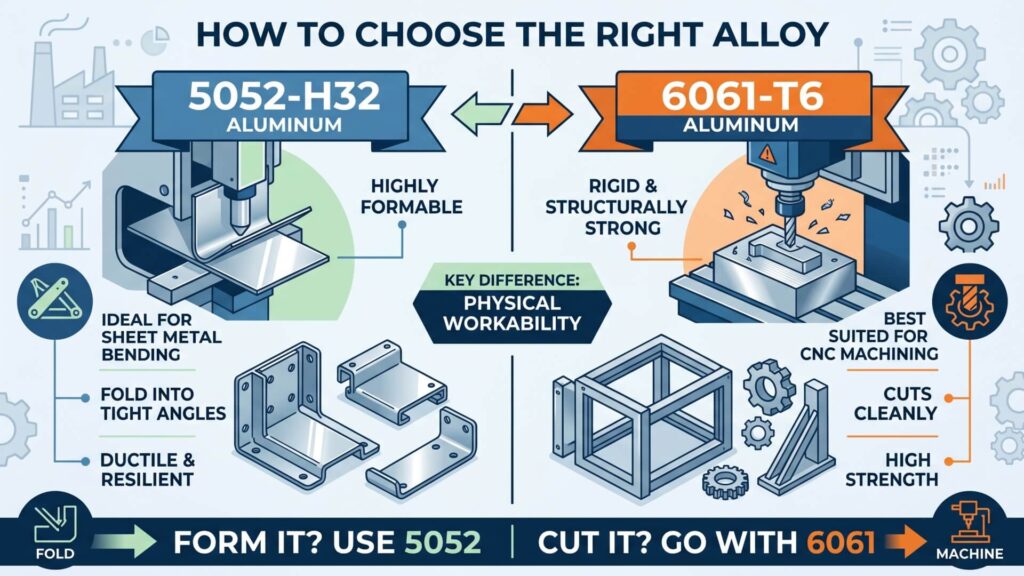
How to Choose the Right Alloy
Let’s skip the long intro and get right to the point. The choice between these two metals comes down to what you plan to do with them.
The main difference between 5052-H32 and 6061-T6 aluminum is their physical workability. 5052-H32 is highly formable and ideal for sheet metal bending, while 6061-T6 is rigid, structurally strong, and best suited for CNC machining and heavy load-bearing frames.
- Choose 5052-H32 if you need to bend it. This is your best friend for sheet metal work. You can fold it into tight angles without cracking the metal.
- Choose 6061-T6 if you need to machine it. This alloy is built for pure strength. It cuts cleanly in a CNC machine and is perfect for heavy structural parts.
If you form it, use 5052. If you cut it, go with 6061.
What is 5052-H32 Aluminum Best Used For?
If your blueprint involves complex sheet metal enclosures, 5052-H32 is going to make your (and your fabricator’s) life much easier. At ShincoFab, this is our undisputed champion for brake press work.
Why You’ll Love It
- It forms without breaking. You can fold it into tight angles, typically allowing a minimum bend radius of just 1 to 1.5 times the material thickness. Unlike stiffer metals, 5052 flexes smoothly over our V-dies. I’ve personally watched our operators bend 1/8″ 5052 to a perfect 90-degree angle all day without a single micro-fracture on the bend line.
- It fights off rust. Because it lacks copper, it survives harsh outdoor environments. We regularly build custom marine hardware out of 5052, and it holds up perfectly even in saltwater splashes.
- It saves you money. Because it forms so effortlessly without needing relief cuts or heat treatments, you save hours of expensive shop labor. And in custom fabrication, machine time is your biggest cost.
Where It Works Best
Since it handles water and bending so well, you will see this metal everywhere outdoors and in custom fab shops.
- Boat hulls and marine hardware.
- Custom metal enclosures for electronics.
- Vehicle fuel tanks.
- Durable roofing panels.
While 5052 excels at forming and braving the elements, projects requiring heavy, unyielding structural support demand a completely different approach.
What is 6061-T6 Aluminum Best Used For?
If 5052 is the flexible sheet metal athlete, 6061-T6 is the structural bodybuilder. We pull this off the material rack when a client needs a part to support serious mechanical loads.
Why You’ll Love It
- It is extremely strong. This alloy delivers impressive structural strength. According to the ASM/MatWeb Aluminum 6061-T6 material data sheet, its ultimate tensile strength is about 45,000 psi (310 MPa), which helps explain why it performs well in load-bearing applications.
- It machines beautifully. This is our CNC machinists’ favorite aluminum. Instead of melting and gumming up tooling, it breaks off into crisp, clean chips. When you hear that smooth, consistent hum from the CNC mill, you know it’s cutting 6061-T6.
- It holds tight tolerances. If you need us to machine a precision bracket down to a +/- .005 inch tolerance, 6061 delivers a flawless, rigid finish every single time.
Where It Works Best ?
You will find 6061 anywhere a part needs to be tough, safe, and lightweight.
- Stiff, high-performance car frames.
- Heavy-duty mounting brackets.
- Aerospace and airplane components.
- Premium mountain bike frames.
Beyond the base alloys, you will notice specific suffixes (-H32 and -T6) attached to these materials. These temper designations drastically alter how the metal performs.
Why the Letters and Numbers (-H32 and -T6) Actually Matter ?
Those extra letters and numbers are not just random codes. They tell you the metal’s “temper,” based on the Aluminum Association’s temper designation system. This simply means how the factory treated the aluminum before shipping it to you.
- What -H32 means: This stands for “strain-hardened.” The factory physically rolled and worked the metal to make it strong. But here is the benefit for you: it keeps its elasticity. Because of the -H32 temper, 5052 stretches just enough to handle tight bends without snapping.
- What -T6 means: This stands for “heat-treated.” The factory baked the metal and rapidly cooled it to lock the materials together. The -T6 temper is the secret behind 6061’s massive structural integrity and extreme rigidity.
The temper completely dictates how the metal responds to mechanical stress.
The Head-to-Head Matchup
When comparing 5052-H32 and 6061-T6 directly, the best choice depends heavily on your manufacturing process. 5052-H32 excels in formability, sheet metal bending, and high corrosion resistance. In contrast, 6061-T6 is the superior choice for high-strength structural applications and precision CNC machining. Here is a quick breakdown:
| Property | 5052-H32 | 6061-T6 |
|---|---|---|
| Best For | Sheet metal forming & marine use | Structural frames & CNC parts |
| Machinability | Poor (gummy, melts easily) | Excellent (crisp, clean chips) |
| Bendability | Excellent (tight radiuses without cracking) | Poor (snaps or cracks sharply) |
| Weldability | Excellent (retains structural integrity) | Good (but loses strength at the weld joint) |
| Corrosion Resistance | Exceptional (resists outdoor/saltwater) | Good (requires protection from pitting) |
Strength vs. Bending (Formability)
While 6061-T6 leads in pure structural load capability (45,000 psi), 5052-H32 still offers a respectable ultimate tensile strength of about 33,000 psi (228 MPa). The real divergence happens when you try to form them. 6061 is built to hold massive weight safely, but do not ask us to bend it sharply. I’ve literally heard a gunshot-like crack across the shop floor when a rookie tries to bend 1/4-inch 6061-T6 to a sharp 90-degree angle. The metal snaps right in half. 5052 does the exact opposite; with its high elongation, it forms a beautiful, smooth radius on the brake press without tearing.
Machining vs. Welding
If you force us to put soft 5052 in a high-speed CNC mill without the right tooling, it acts like warm chewing gum. I’ve had to halt production to chisel melted 5052 off a $150 carbide drill bit. 6061, however, machines to absolute perfection.
What about welding? Ask our lead TIG welder, and he’ll point out a hidden trap. Both weld nicely, but the extreme heat of the welding torch ruins 6061’s “-T6” heat treatment. The metal actually loses massive strength right at the heat-affected zone (HAZ). 5052 holds onto its structural integrity much better after the weld puddle cools.
Surviving the Elements (Corrosion)
Aluminum generally resists rust well. But 5052 takes it to a whole new level. The secret is in the chemistry. It contains almost no copper. This lack of copper makes 5052 the ultimate outdoor survivor. It easily shrugs off saltwater and harsh weather. 6061 does okay outside, but it will pit and corrode over time if you do not protect it. We once had a batch of bare 6061 parts sit outside during a humid week, and they started to oxidize and pit. 5052 won’t do that.
Your Wallet (Cost)
We all care about the bottom line. Generally, 5052 costs a bit less per pound than 6061. But your real savings come from the labor. Because 5052 forms so easily without cracking or needing special heat treatments, you save hours of expensive shop time.
Which Alloy Takes Finishes Better?
Looks matter. Your clients want parts that look great and last a long time. Here is how both metals handle different finishes.
- Raw surface and standard anodizing: 5052 usually looks smoother in its raw, bare form. It also takes standard color anodizing perfectly.
- Hard armor finishes: 6061 is the clear winner here. It takes a Type III hard coat anodize (MIL-A-8625) beautifully. This gives your part a tough, dense protective finish that easily stops heavy scratches and everyday wear.
- Paint and powder coating: Both metals hold paint and powder coat incredibly well. Just scuff the surface and clean it first. Your color will grab on and stay put for years.
Can I Weld 6061-T6 to 5052-H32?
Can you mix these two metals? Yes. Fabricators do it every single day.
It is common practice to build a rigid skeleton out of 6061 structural tubes. Then, you wrap that strong frame in flexible 5052 sheet metal panels. You get the exact benefits of both alloys in one awesome build.
How do you weld them together? Just grab some ER5356 filler rod, which is classified under AWS A5.10 specifications for bare aluminum electrodes. It bonds these mismatched metals perfectly and keeps your joint strong.
How to Salvage the Wrong Alloy ?
We all make mistakes. Sometimes the wrong material gets dropped off at the loading dock. Here is how we salvage those situations at the factory:
- If you must bend 6061-T6: Do not try a sharp fold. We fix this by significantly increasing the bend radius tooling. If you absolutely need a tight corner, we have to pull out the oxy-acetylene torch and locally anneal (soften) the bend line so it doesn’t shatter.
- If you must machine 5052-H32: To avoid that “bubblegum” sticking effect, we switch to extremely sharp, single-flute cutters with polished gullets. We increase the flood coolant and adjust the feed rates to evacuate the sticky chips before they melt onto the tool.
Conclusion
Choosing the right aluminum does not have to be a guessing game. It all comes back to how the metal reacts under the machines.
Getting the material right from day one saves you money, cuts lead times, and prevents massive headaches. We live this every day on the shop floor here at ShincoFab. As an experienced sheet metal fabrication factory, we know firsthand that the success of your custom parts completely depends on having the right alloy on our workbenches.
If you are looking at your blueprint right now and still aren’t 100% sure, don’t guess. Reach out to our engineering team at ShincoFab. We evaluate these materials all day long, and we’re ready to help you get your next build right on the very first try.

