Jag har tillbringat många år på verkstadsgolvet här på ShincoFab Jag har sett många aluminiumprojekt lyckas, och jag har sett många dyra metaller hamna i våra skrotkärl. Jag vet exakt vad som gör att en del fungerar och vad som får den att spricka i kantpressen. Du behöver inte läsa en teknisk lärobok för att förstå den här processen. Du behöver bara praktiska råd från människor som faktiskt skär, bockar och svetsar dessa delar varje dag.
I den här guiden kommer jag att ge dig just det. Du får lära dig hur du väljer rätt aluminiumlegering, undviker de specifika designmisstag som förstör våra verktyg och använder enkla verkstadshack för att sänka dina tillverkningskostnader.
Är du redo att förvandla din CAD-fil till en fysisk detalj utan att slösa tid eller pengar? Låt oss börja arbeta.
Vad är aluminiumtillverkning?
Tillverkning av aluminium är processen att förvandla rå aluminium till en färdig detalj genom skärning, bockning, bearbetning eller svetsning.
Du börjar med en platt plåt, ett massivt block eller ett långt rör av metall. Sedan kapar, böjer, bearbetar eller svetsar vi den tills den matchar din exakta design. Tänk på det som träbearbetning, men med metall.
Varför ska du bry dig om den faktiska processen? För att det sätt som din del tillverkas på är avgörande för hela projektet.
Om du förstår hur tillverkningen fungerar får du enorma fördelar:
- Det sparar pengar åt dig. Genom att välja rätt kap- eller bockningsmetod kan du hålla kostnaderna nere.
- Det förhindrar misslyckanden. Kunskap om hur aluminium böjs förhindrar att dina delar spricker på verkstadsgolvet.
- Det snabbar upp saker och ting. Bra tillverkningsplanering innebär färre misstag och snabbare leverans för ditt projekt.
Varför du bör bry dig om aluminium (de verkliga fördelarna)
Du har många metallalternativ för ditt projekt. Så varför välja aluminium framför stål eller plast?
Så här gör aluminium ditt liv enklare och ditt projekt bättre:
- Den är lätt men stark. Aluminium väger 0,098 lbs/in³, jämfört med stålets 0,283 lbs/in³, men det håller ändå för tryck. Din slutprodukt blir lättare, lättare att hantera och mycket billigare att frakta.
- Den rostar inte. Aluminium har en inbyggd sköld. När det kommer i kontakt med luft bildar det en naturlig barriär mot korrosion. Du kan använda det utomhus utan att betala för dyra rostskyddsbeläggningar.
- Den är lätt att forma. Eftersom det är mjukare än stål kan vi kapa och bocka det snabbt. Mindre tid på verkstadsmaskinerna innebär en lägre slutnota för dig.
- Den är mycket återvinningsbar. Enligt uppgifter från Aluminiumföreningen, Av allt aluminium som någonsin producerats i USA används nästan 75% än idag. Du kan smälta ner det och återanvända det för alltid utan att förlora någon kvalitet.
Vilken aluminiumlegering ska du välja?
Det finns inget sådant som generisk aluminium. Varje legering fungerar på olika sätt när vi sätter den under våra lasrar eller kantpressar. Det här är vad vi upplever dagligen med de tre bästa alternativen:
5052: Mästaren i plåtbearbetning
Om din konstruktion kräver många skarpa böjar är 5052-H32 (där “H32” betyder att den är draghärdad för förbättrad stabilitet) vår favorit i verkstaden.
- Verkligheten på verkstadsgolvet: Den är mycket formbar. När vi bockar 5052 är vi sällan oroliga för att den ska spricka längs bockningslinjen, inte ens vid snävare radier.
- Bäst för: Plåtlådor, anpassade fästen och elektronikkapslingar.
6061: Den strukturella lösningen, men akta dig för böjningen
6061-T6 (“T6” betyder att det har värmebehandlats för maximal hållfasthet) är den ultimata allroundern för CNC-bearbetning, men det är en mardröm om man försöker behandla det som 5052.
- Verkligheten på verkstadsgolvet: Det går utmärkt att bearbeta tack vare sin höga sträckgräns (vilket framgår av databaser som MatWeb), men det spricker om man försöker böja det för hårt. Jag kan inte säga hur många kunddesigner vi har fått förkasta för att de bad om en 90-graders snäv böjning på 6061. Om du måste böja den måste vi använda en mycket större böjradie.
- Bäst för: Maskinbearbetade delar, strukturella ramar och fordonskomponenter.

7075: Den höghållfasta tungviktaren
Behöver du maximal styrka? Välj 7075. Det är tufft och klarar tunga laster med lätthet.
- Förmånen: Det ger dig stålliknande styrka till en bråkdel av vikten.
- Bäst för: Flygplansdelar, militär utrustning och utrustning som utsätts för höga påfrestningar.
De största designmisstagen du måste undvika
Du valde rätt legering. Det är en bra början. Men här är tre vanliga konstruktionsmisstag som får oss att trycka på nödstoppsknappen på våra maskiner:
De vanligaste designfelen vid aluminiumtillverkning är att utforma innerhörn med nollradie, ignorera metallens kornriktning under bockning och tillämpa orealistiska ±0,001″ toleranser på bockad plåt.
- Utformning av innerhörn med nollradie. Våra CNC-pinnfräsar och laserstrålar är runda. Om du ber om ett perfekt skarpt, fyrkantigt innerhörn kan våra verktyg fysiskt inte skära ett fyrkantigt hörn. Lägg alltid till en avrundning (en liten kurva) på dina innerhörn som matchar standardverktygsstorlekar (som en 1/8 ″ eller 1/4 ″ radie).
- Ignorerar metallens fiberriktning. Detta är något som bara en tillverkare kan berätta för dig. Aluminiumplåt kommer från fabriken med ett specifikt “korn” (som trä). Om din design tvingar oss att böja parallell till det kornet, särskilt på hårdare legeringar, kommer det att gå sönder. Låt oss veta om vi har friheten att orientera din del på arket för att böja över kornet.
- Orealistiska toleranser på bockad plåt. Aluminium har “återfjädring” - vilket innebär att när vår kantpress pressar den till 90 grader studsar den naturligt tillbaka en grad eller två. Att be om en tolerans på ±0,001” på ett bockat plåtfäste tvingar oss bara att göra dyra, manuella försök och misstag. Spara de mikroskopiska toleranserna till CNC-bearbetade detaljer.
Så sänker du dina kostnader för aluminiumtillverkning
Om du vill hålla slutnotan låg kan du använda dig av de här tre knepen som vi tipsar våra bästa kunder om:
- Nischa dina delar för standardstorlekar på ark. Vi köper aluminium i standardplåtar på 4×8 eller 5×10 fot. Om din anpassade panel är 49 tum bred måste vi klippa den från ett 5 × 10 ark, och du betalar för den massiva delen av skrot som finns kvar. Håll dina maxmått under 47,5 tum för att säkerställa korrekt häckning och minska kostnaderna för materialavfall med upp till 20%.

- Konstruktion för standardverktyg. Om du ber om ett konstigt hål på 0,317 tum måste vi laserskära det (långsammare) eller köpa en anpassad borr (dyrt). Om du ändrar det till ett standardhål på 5/16 tum kan vi stansa ut det på en bråkdel av en sekund.
- Använd nitar eller PEM-muttrar istället för att svetsa. Svetsning av aluminium kräver AC TIG-maskiner, hög kompetens och tid för att rengöra oxidationsskiktet. Det är dyrt. När en kund frågar hur man kan spara pengar är min första fråga: “Kan vi använda PEM-muttrar eller blindnitar i stället för att svetsa det här?”
Hur vi faktiskt formar metallen
Din design är klar. Nu måste vi faktiskt bygga den.
Så här förvandlar vi en rå aluminiumbit till din färdiga detalj.
Att skära ner det till rätt storlek
Först måste vi kapa råmetallen. Om du behöver enkla raka linjer använder vi sågar. För plana plåtar och komplexa former använder vi laser. Lasrar är snabba och exakta.
Men om din del är mycket tjock kan värmen från en laser smälta eller förstöra kanterna. I så fall byter vi till en vattenstråle. En vattenstråle använder högtrycksvatten och sand för att skära rakt igenom aluminiumet utan att värma upp det alls.
Bockning och formning
Därefter viker vi metallen med hjälp av en massiv maskin som kallas kantpress. Den trycker ner det platta aluminiumet i ett V-format spår för att böja det.
Här gäller det att vara försiktig. Om vi böjer en styv aluminiumlegering för skarpt spricker den som en torr kvist. För att undvika detta använder vi specialverktyg för att ge böjningen en bredare kurva så att metallen förblir stark.

CNC-bearbetning
Om din del behöver exakta hål, gängor eller komplexa spår sätter vi den i en CNC-maskin. Dessa datorstyrda maskiner använder snurrande verktyg för att borra och fräsa bort metallen.
Det är här magin händer. CNC-bearbetning är hur vi når dessa superstrama toleranser och ser till att din del passar exakt där den hör hemma.
Svetsning och sammanfogning
Slutligen sätter vi ihop delarna. Att svetsa aluminium är faktiskt väldigt knepigt. Metallen värms upp kraftigt och har en hård skorpa ovanpå som gör det svårt att smälta den. Det krävs en svetsare som är expert på att sammanfoga delarna utan att förstöra dem.
Det är just därför jag alltid föreslår att man använder bultar eller nitar om man kan. Fästelement är snabba, säkra och eliminerar helt riskerna med svetsning.
Felsökning: Varför sprack eller förvreds min del?
Ibland går delar sönder. Den näst största huvudvärken efter sprickbildning är skevhet under svetsning.
Det vanligaste problemet jag ser är sprickbildning. Om man viker en tjock aluminiumbit över en vass kant så knäcks den. Det fungerar precis som en torr gren.
För att åtgärda detta måste du matcha din bockningsradie till materialtjockleken. Tjockare metall behöver alltid en bredare, mjukare kurva för att kunna bockas på ett säkert sätt. Om du tvingar fram ett snävt hörn kommer delen att hamna i skrotkorgen.
Den näst största huvudvärken är skevhet. Aluminium absorberar och flyttar värme mycket snabbt.
När en svetsare tänder en ljusbåge sprider sig den intensiva värmen genom hela detaljen på några sekunder. Om värmen inte kontrolleras noggrant blir metallen skev som ett chips. Experttillverkare förhindrar detta genom att hantera värmetillförseln, svetsa i korta serier och klämma fast detaljen.
Att få det att se bra ut (ytbehandlingar)
Bar aluminium fungerar bra för många projekt. Men det kan se lite tråkigt ut.
Om du vill att din detalj ska se professionell ut och klara tuffa miljöer behöver du en ytfinish. Här är de två bästa alternativen.
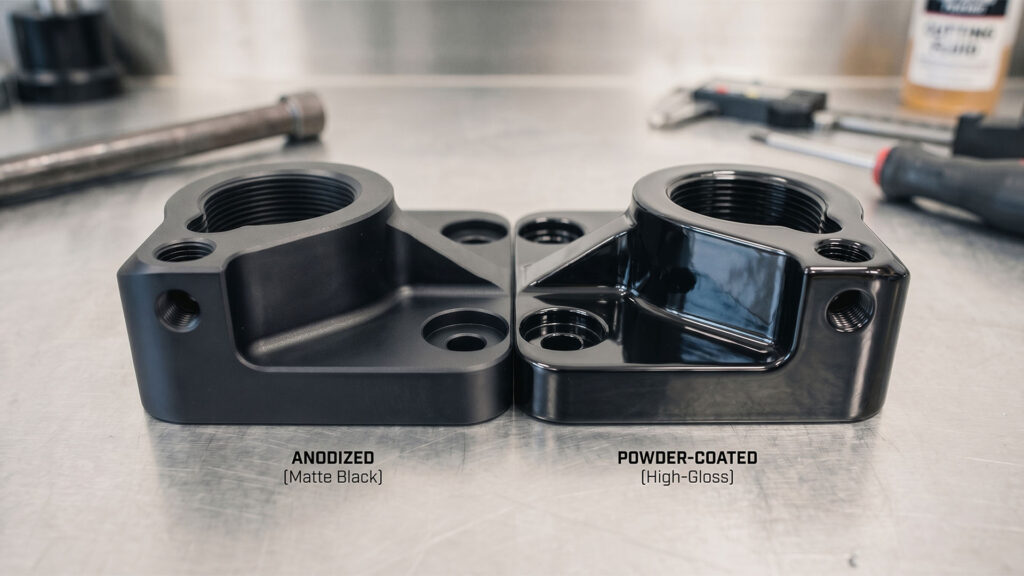
Anodisering
Anodisering är en elektrokemisk ytbehandlingsprocess som förtjockar det naturliga oxidskiktet på aluminiumdelar, vilket skapar en hållbar, rostfri och färgklar exteriör.
- Förmånen: Det skapar ett hårt, hållbart skal som är helt rostfritt. Du kan också lägga till starka färger som sjunker rakt in i metallen, vilket innebär att de aldrig kommer att flagna eller skalas av.
Pulverlackering
Vill du ha ett tufft, reptåligt färgjobb? Välj pulverlackering. Vi sprutar ett torrt pulver på metallen och bakar den i en varm ugn.
- Förmånen: Pulvret smälter till ett tjockt, jämnt lager av pansar. Det döljer lätt repor på ytan och står emot hårt slitage.
5 frågor att ställa innan du anlitar en tillverkningsverkstad
Du vet hur aluminiumtillverkning fungerar. Nu behöver du bara någon som kan bygga din del.
Men alla butiker är inte bra för dig. Innan du lämnar över dina pengar ska du ställa dessa fem frågor för att sålla bort de dåliga:
1. Är du specialiserad på plåt eller maskinbearbetning?
De flesta verkstäder är bra på det ena, men inte på det andra. Om du behöver en böjd metallåda ska du inte anlita en butik som bara gör CNC-bearbetning. Matcha butiken med din exakta del.
2. Vad är er standard ledtid?
Du måste veta exakt när dina delar kommer att anlända. Acceptera inte vaga svar. Be om ett bestämt leveransdatum innan du skriver under något.
3. Vad är din skrotningsgrad?
En hög kassationsfrekvens innebär att verkstaden gör många misstag. Vem betalar för dessa misstag? Vanligtvis är det du som gör det. Leta efter en verkstad med låg skrotningsfrekvens.
4. Vilka är dina kvalitetskontroller?
Tittar de bara på den slutliga delen? Eller använder de laserskannrar för att mäta varje vinkel? Se till att de faktiskt kontrollerar sitt arbete innan de skickar det till dig.
5. Hanterar ni ytbehandlingar i egen regi?
Om de måste skicka din del till ett annat företag för pulverlackering innebär det extra dagar och extra kostnader. Butiker som gör allt under ett tak sparar pengar åt dig.
Ställ dessa frågor så hittar du lätt en partner som du kan lita på. Nu har du allt du behöver för att förvandla din aluminiumdesign till en verklig, fysisk del. Gå och sätt igång.
Slutsats
Aluminiumtillverkning behöver inte vara en huvudvärk. Den verkliga hemligheten bakom en bra detalj är enkel: bra planering och en partner som känner till verkligheten på verkstadsgolvet.
Vid ShincoFab, vi lever och andas plåttillverkning. Vi ser på nära håll hur tillämpningen av grundläggande regler som genom att respektera böjningsradien, förstå fiberriktningen och använda standardplåtstorlekar kan ett stressigt projekt bli en total framgång.
Skicka oss dina CAD-filer redan idag, så kan vi göra verklighet av din design.

