Jeg har tilbragt mange år på værkstedsgulvet her på ShincoFab at se aluminiumsprojekter lykkes, og jeg har set masser af dyrt metal ende i vores skrotbunker. Jeg ved præcis, hvad der får en del til at fungere, og hvad der får den til at knække på kantpressen. Du behøver ikke en teknisk lærebog for at forstå denne proces. Du har bare brug for praktiske råd fra folk, der rent faktisk skærer, bøjer og svejser disse dele hver eneste dag.
I denne guide vil jeg give dig præcis det. Du vil lære at vælge den rigtige aluminiumslegering, undgå de specifikke designfejl, der ødelægger vores værktøj, og bruge enkle værkstedshacks til at reducere dine produktionsomkostninger.
Er du klar til at forvandle din CAD-fil til en fysisk del uden at spilde tid eller penge? Lad os komme i gang med arbejdet.
Hvad er aluminiumsfabrikation?
Fremstilling af aluminium er processen med at omdanne rå aluminium til en færdig del gennem skæring, bøjning, bearbejdning eller svejsning.
Du starter med en flad plade, en solid blok eller et langt rør af metal. Så skærer, bøjer, bearbejder eller svejser vi det, indtil det passer præcis til dit design. Tænk på det som træbearbejdning, men med metal.
Hvorfor skal du interessere dig for den faktiske proces? Fordi den måde, din del fremstilles på, er afgørende for hele dit projekt.
Hvis du forstår, hvordan fabrikation fungerer, får du enorme fordele:
- Det sparer dig penge. Ved at vælge den rigtige skære- eller bukkemetode holder du dine omkostninger nede.
- Det forhindrer fejl. Når du ved, hvordan aluminium bøjes, undgår du, at dine dele revner på værkstedet.
- Det gør tingene hurtigere. God fabrikationsplanlægning betyder færre fejl og hurtigere levering af dit projekt.
Hvorfor du bør interessere dig for aluminium (de virkelige fordele)
Du har mange muligheder med metal til dit projekt. Så hvorfor vælge aluminium frem for stål eller plast?
Se her, hvordan aluminium gør dit liv lettere og dit projekt bedre:
- Den er let, men stærk. Aluminium vejer 0,098 lbs/in³ sammenlignet med stålets 0,283 lbs/in³, men det holder stadig under tryk. Dit slutprodukt bliver lettere, nemmere at håndtere og meget billigere at sende.
- Den ruster ikke. Aluminium har et indbygget skjold. Når det kommer i kontakt med luft, danner det en naturlig barriere mod korrosion. Du kan bruge det udendørs uden at betale for dyre rustbeskyttende belægninger.
- Den er nem at forme. Fordi det er blødere end stål, kan vi skære og bøje det hurtigt. Mindre tid på værkstedets maskiner betyder en lavere slutregning til dig.
- Det er meget genanvendeligt. Ifølge data fra Aluminiumsforeningen, næsten 75% af alt aluminium, der nogensinde er produceret i USA, er stadig i brug i dag. Man kan smelte det ned og genbruge det for evigt uden at miste kvalitet.
Hvilken aluminiumslegering skal du vælge?
Der er ikke noget, der hedder generisk aluminium. Hver legering opfører sig forskelligt, når vi sætter den under vores lasere eller kantpresser. Her er, hvad vi oplever dagligt med de tre bedste muligheder:
5052: Mesteren i pladearbejde
Hvis dit design kræver mange skarpe bøjninger, er 5052-H32 (hvor “H32” betyder, at det er stammehærdet for at forbedre stabiliteten) vores foretrukne materiale på værkstedet.
- Virkeligheden på fabriksgulvet: Det er meget formbart. Når vi bøjer 5052, bekymrer vi os sjældent om, at det knækker langs bøjningslinjen, selv ved snævrere radier.
- Bedst til: Pladekasser, specialfremstillede beslag og elektroniske kabinetter.
6061: Den strukturelle løsning, men pas på bøjningen
6061-T6 (T6 betyder, at det er varmebehandlet for at opnå maksimal styrke) er den ultimative allrounder til CNC-bearbejdning, men det er et mareridt, hvis man forsøger at behandle det som 5052.
- Virkeligheden på fabriksgulvet: Det er smukt at bearbejde på grund af den høje flydespænding (som man kan se i databaser som MatWeb), men det knækker, hvis man prøver at bøje det for skarpt. Jeg har ikke tal på, hvor mange kundedesigns vi har måttet afvise, fordi de bad om en 90 graders stram bøjning på 6061. Hvis man skal bøje det, er vi nødt til at bruge en meget større bøjningsradius.
- Bedst til: Bearbejdede dele, strukturelle rammer og bilkomponenter.

7075: Den stærke sværvægter
Har du brug for maksimal styrke? Vælg 7075. Det er hårdt og håndterer let tunge belastninger.
- Det er en fordel: Det giver dig stållignende styrke til en brøkdel af vægten.
- Bedst til: Flydele, militært udstyr og udstyr, der udsættes for store belastninger.
De største designfejl, du skal undgå
Du har valgt den rigtige legering. Det er en god start. Men her er tre almindelige designfejl, som får os til at trykke på “Nødstop”-knappen på vores maskiner:
De mest almindelige designfejl i aluminiumsfabrikation omfatter design af indvendige hjørner med nulradius, ignorering af metalkornets retning under bukning og anvendelse af urealistiske ±0,001″ tolerancer på bukket metalplade.
- Design af indvendige hjørner uden radius. Vores CNC-endefræsere og laserstråler er runde. Hvis du beder om et helt skarpt, firkantet indvendigt hjørne, kan vores værktøjer fysisk ikke skære et firkantet hjørne. Tilføj altid en filet (en lille kurve) til dine indvendige hjørner, der matcher standardværktøjsstørrelser (som en 1/8″ eller 1/4″ radius).
- Ignorerer metallets kornretning. Dette er noget, som kun en fabrikant kan fortælle dig. Aluminiumsplader kommer fra fabrikken med en bestemt “kornstørrelse” (ligesom træ). Hvis dit design tvinger os til at bøje parallel til det korn, især på hårdere legeringer, vil det knække. Lad os vide, om vi har frihed til at orientere din del på pladen, så den kan bøjes på tværs af kornet.
- Urealistiske tolerancer på bøjet metalplade. Aluminium har “tilbagespring” - hvilket betyder, at når vores kantpresser skubber det til 90 grader, springer det naturligt en grad eller to tilbage. At bede om en tolerance på ±0,001” på et bøjet metalbeslag tvinger os bare til at lave dyre, manuelle forsøg og fejl. Gem de mikroskopiske tolerancer til CNC-bearbejdede emner.
Sådan reducerer du dine omkostninger til aluminiumsfabrikation
Hvis du vil holde din slutregning nede, skal du bruge disse tre gennemprøvede hacks, som vi fortæller vores bedste kunder:
- Nest dine dele til standard arkstørrelser. Vi køber aluminium i standardplader på 4×8 eller 5×10 fod. Hvis dit brugerdefinerede panel er 49 tommer bredt, skal vi skære det ud af en 5×10 plade, og du betaler for det store stykke skrot, der bliver til overs. Hold dine maksimale dimensioner under 47,5 tommer for at sikre korrekt indlejring og reducere omkostningerne til materialespild med op til 20%.

- Design til standardværktøj. Hvis du beder om et underligt hul på 0,317 tommer, er vi nødt til at laserskære det (langsommere) eller købe et specialbor (dyrt). Hvis du ændrer det til et standard 5/16-tommers hul, kan vi stanse det ud på en brøkdel af et sekund.
- Brug nitter eller PEM-møtrikker i stedet for at svejse. Svejsning af aluminium kræver AC TIG-maskiner, stor dygtighed og tid til at rense oxidationslaget. Og så er det dyrt. Når en kunde spørger, hvordan man kan spare penge, er mit første spørgsmål: “Kan vi bruge PEM-møtrikker eller blindnitter i stedet for at svejse det her?”
Hvordan vi rent faktisk former metallet
Dit design er klar. Nu skal vi faktisk bygge det.
Sådan forvandler vi et råt stykke aluminium til din færdige del.
Skærer det ned til mindstemål
Først skal vi skære i det rå metal. Hvis du har brug for enkle lige linjer, bruger vi save. Til flade plader og komplekse former bruger vi lasere. Lasere er hurtige og præcise.
Men hvis din del er meget tyk, kan varmen fra en laser smelte eller ødelægge kanterne. I så fald skifter vi til en vandstråle. En vandstråle bruger vand under højt tryk og sand til at skære lige gennem aluminiummet uden at opvarme det overhovedet.
Bøjning og formning
Dernæst folder vi metallet ved hjælp af en massiv maskine, der kaldes en kantpresse. Den skubber det flade aluminium ned i en V-formet rille for at bøje det.
Vi skal være forsigtige her. Hvis vi bøjer en stiv aluminiumslegering for skarpt, knækker den som en tør kvist. For at undgå dette bruger vi specialværktøj til at give bøjningen en bredere kurve, så metallet forbliver stærkt.

CNC-bearbejdning
Hvis din del har brug for præcise huller, gevind eller komplekse riller, sætter vi den i en CNC-maskine. Disse computerstyrede maskiner bruger roterende værktøjer til at bore og fræse metallet væk.
Det er her, magien sker. CNC-bearbejdning er den måde, vi rammer de superstramme tolerancer på og sørger for, at din del passer præcis, hvor den skal.
Svejsning og sammenføjning
Til sidst sætter vi delene sammen. Det er faktisk meget vanskeligt at svejse aluminium. Metallet opvarmes voldsomt og har en hård skorpe på toppen, som gør det svært at smelte det. Det kræver en dygtig svejser at samle delene uden at ødelægge dem.
Det er præcis derfor, jeg altid foreslår, at man bruger bolte eller nitter, hvis man kan. Fastgørelsesmidler er hurtige, sikre og springer helt risikoen ved svejsning over.
Fejlfinding: Hvorfor knækkede eller fordrejede min del?
Nogle gange går dele i stykker. Den næststørste hovedpine efter revner er vridning under svejsning.
Det mest almindelige problem, jeg ser, er revner. Hvis man folder et tykt stykke aluminium over en skarp kant, knækker det. Det fungerer ligesom en tør gren.
For at løse dette skal du tilpasse din bukkeradius til materialets tykkelse. Tykkere metal har altid brug for en bredere, blidere kurve for at kunne bøjes sikkert. Hvis du fremtvinger et snævert hjørne, ender emnet i skrotkassen.
Den næststørste hovedpine er vridning. Aluminium absorberer og flytter varme meget hurtigt.
Når en svejser tænder en lysbue, spreder den intense varme sig gennem hele emnet på få sekunder. Hvis varmen ikke kontrolleres omhyggeligt, bliver metallet skævt som en kartoffelchip. Ekspertfabrikanter forhindrer dette ved at styre varmetilførslen, svejse i korte intervaller og spænde emnet fast.
At få det til at se godt ud (overfladebehandlinger)
Bart aluminium fungerer fint til mange projekter. Men det kan se lidt kedeligt ud.
Hvis du vil have, at din del skal se professionel ud og overleve hårde miljøer, har du brug for en overfladefinish. Her er de to bedste muligheder.
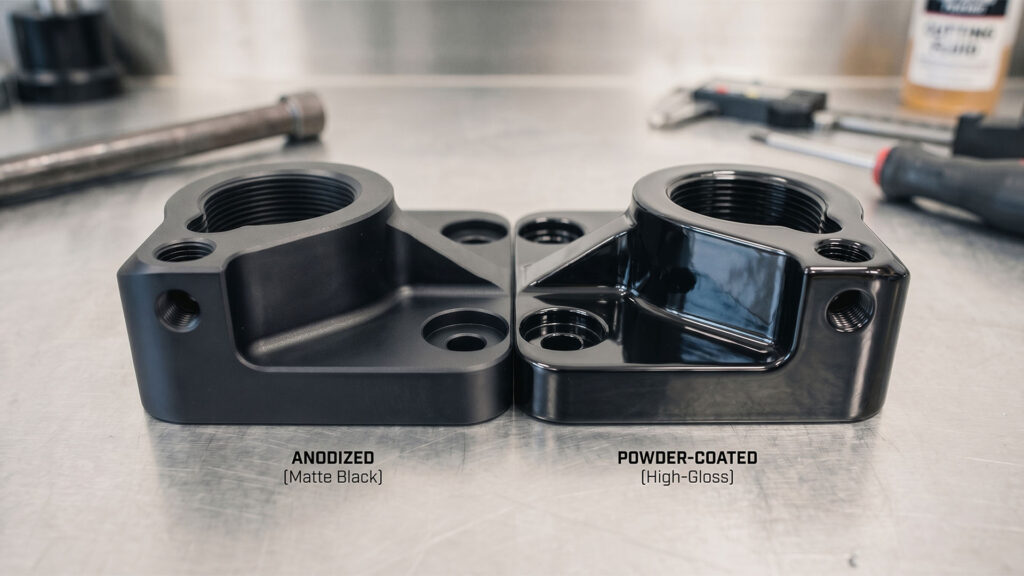
Anodisering
Anodisering er en elektrokemisk overfladebehandlingsproces, der gør det naturlige oxidlag på aluminiumsdele tykkere og skaber et holdbart, rustfrit og farveklart ydre.
- Det er en fordel: Det skaber en hård, holdbar skal, som er helt rustfri. Du kan også tilføje klare farver, som synker direkte ned i metallet, hvilket betyder, at de aldrig vil skalle eller skalle af.
Pulverlakering
Vil du have en slidstærk, ridsefast maling? Vælg pulverlakering. Vi sprøjter et tørt pulver på metallet og bager det i en varm ovn.
- Det er en fordel: Pulveret smelter til et tykt, glat lag panser. Det skjuler let overfladeridser og holder godt til kraftig slitage.
5 spørgsmål, du skal stille, før du hyrer en fabrikationsvirksomhed
Du ved, hvordan aluminiumsfremstilling fungerer. Nu mangler du bare nogen, der kan bygge din del.
Men det er ikke alle butikker, der passer godt. Før du afleverer dine penge, skal du stille disse fem spørgsmål for at sortere de dårlige fra:
1. Er du specialiseret i metalplader eller bearbejdning?
De fleste værksteder er gode til det ene, men ikke til det andet. Hvis du har brug for en bøjet metalkasse, skal du ikke hyre et værksted, der kun laver CNC-bearbejdning. Match værkstedet med din præcise del.
2. Hvad er din standard leveringstid?
Du skal vide præcis, hvornår dine dele ankommer. Accepter ikke vage svar. Bed om en fast leveringsdato, før du skriver under på noget.
3. Hvad er din skrotningsrate?
En høj kassationsprocent betyder, at værkstedet laver mange fejl. Hvem betaler for de fejl? Det gør du som regel. Kig efter et værksted med en lav kassationsprocent.
4. Hvad er dine kvalitetskontroller?
Kigger de bare på den endelige del? Eller bruger de laserscannere til at måle alle vinkler? Sørg for, at de rent faktisk kontrollerer deres arbejde, før de sender det til dig.
5. Håndterer du overfladebehandlinger in-house?
Hvis de er nødt til at sende din del til en anden virksomhed for at få den pulverlakeret, giver det ekstra dage og ekstra omkostninger. Værksteder, der gør det hele under ét tag, sparer dig penge.
Stil disse spørgsmål, så finder du nemt en partner, du kan stole på. Nu har du alt, hvad du skal bruge for at forvandle dit aluminiumsdesign til en rigtig, fysisk del. Gå bare i gang.
Konklusion
Aluminiumsfremstilling behøver ikke at være en hovedpine. Den virkelige hemmelighed bag en god del er enkel: god planlægning og en partner, der kender virkeligheden på værkstedsgulvet.
På ShincoFab, Vi lever og ånder for fremstilling af metalplader. Vi ser på første hånd, hvordan anvendelse af grundlæggende regler som Respekt for bøjningsradius, forståelse af kornretning og brug af standardpladestørrelser gør et stressende projekt til en total succes.
Send os dine CAD-filer i dag, og lad os gøre dit design til virkelighed.

