
溶接の際、金属の反りはよくある悩みの種です。 シンコーファブ, 、当社は毎月数千点の板金部品を加工・溶接しています。産業分野の顧客向けに特注フレーム、精密ドア、公差の厳しい板金筐体を製造する中で、当社の加工担当者は、量産規模での熱変形を防ぐ方法を習得しました。.
このガイドでは、溶接時の金属の反りを防ぐ具体的な方法をご紹介します。作品を平らな状態に保つための手順を、段階を追って解説します。金属の下準備、クランプでの固定、溶接機の調整方法に加え、歪みが生じる前に未然に防ぐための賢い溶接のコツについても詳しく説明します。.
この問題を根本から解決しましょう。.
溶接すると、なぜ金属は歪むのでしょうか?

金属の反りを防ぐには、まずその原因を理解する必要があります。.
溶接時の金属の反りは、熱による膨張と収縮によって生じます。溶接アークの熱によって金属が膨張すると、その後の急激な冷却により、新たに溶接された接合部が収縮し、材料を曲げたり歪ませたりする強い内部応力が発生します。.
熱膨張と収縮のサイクル(熱膨張)
金属は熱くなると膨張し、冷えると収縮します。.
溶接池の温度は、わずか数秒で2,500°F以上に達します。溶接部の周囲の金属は急速に加熱され、外側へと押し出されます。.
その後、溶接を止めます。金属が冷えると、元の大きさに戻ろうとして収縮します。.
しかし、今はそれらが溶接されて一体化しています。金属は収縮しようとしていますが、新しい溶接部がその動きを妨げています。これにより、激しい内部応力が生じます。その応力が、作品を引き伸ばしたり、曲げたり、ねじったりして、形を崩しているのです。.
なぜ薄い金属が最大の課題なのか
厚い鋼板は失敗を許してくれるが、薄い板金はそうではない。.
厚い金属片はスポンジのように働き、熱を吸収して溶接部から安全に熱を逃がします。薄い金属にはこの余分な質量がないため、熱が逃げ場を失ってしまいます。.
薄い金属を溶接すると、次の3つの現象が起こります:
- 温まりすぎる: 熱が広範囲に広がり、パネル全体が膨張する。.
- 力強さに欠ける: 薄い金属板は、溶接部の冷却に伴う引張力に耐えられない。.
- 簡単に曲がってしまいます: 互いに相反する熱と冷の力が、表面を瞬く間に波打たせる。.
知っておくべき金属ごとのコツ
普通鋼ではうまくいくことが、他の材料では破損の原因となることがあります。溶接を行う前に、その金属が熱に対してどのように反応するかを正確に把握しておく必要があります。.
アルミニウム:素早く加熱され、エッジが柔らかくなる
鋼とは異なり、アルミニウムは溶ける前に赤く光ることはありません。一瞬前まで何の問題もなさそうに見えていても、次の瞬間にはテーブルを突き抜けて落ちてしまうことがあります。.
これは、製造の過程でよく見られる現象です。 6061アルミニウム シャーシ。熱伝導率が高いため、熱が部品全体に急速に広がります。作業者がアルミニウム製のフレームに過剰な熱を加えると、構造が歪んで真四角な形状を失い、公差の厳しい組み立てには使用できなくなってしまいます。.
ステンレス鋼:高い膨張率と熱の蓄積
ステンレス鋼は熱伝導率が低い。.
昨年、18ゲージの304ステンレス製食品用エンクロージャーを大量に製造しました。その結果、溶接継手の部分で熱がこもってしまうことが判明しました。 金属学的データによると、304オーステナイト系ステンレス鋼は、軟鋼に比べて熱膨張率が50%高く、一方で熱伝導率はわずか3分の1にとどまります。一箇所に高熱がこもると、局所的な膨張が生じます。この組み合わせにより、厳格な工場内プロトコルなしでは、薄いステンレス鋼板を平らな状態に保つことが困難になります。.
ステップ1:金属と機械の準備

溶接による歪みのほとんどは、セットアップの不備に起因しています。適切な下準備を行うことで、後々の金属の歪みを防ぐことができます。.
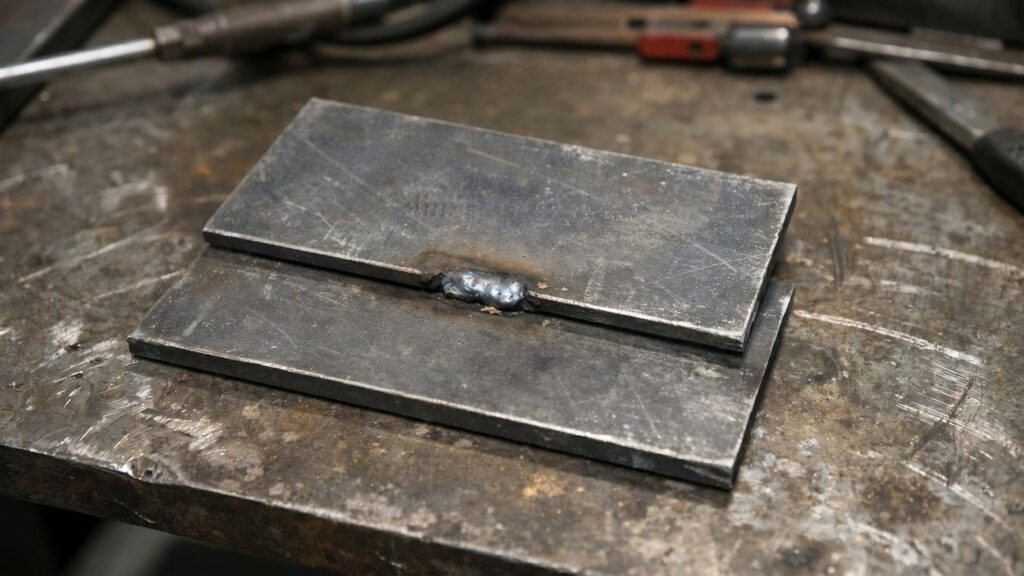
金属溶接部の冷却
まずはグラインダーから始めましょう。きれいな金属こそが、最高の金属です。ShincoFabの作業場では、ルールはシンプルです。錆や油、鋳皮などが残っている場合は、トーチは絶対に使いません。.
薄い板金に太い溶接ワイヤを使用すると、失敗を招くことになります。その太いワイヤを溶かすためだけに、溶接機の出力を上げざるを得なくなるからです。解決策は簡単です。 ワイヤの太さを一つ細くすることです。例えば、当社の作業員が薄い板金を0.035のワイヤでMIG溶接する場合、業界基準に従い、0.023のワイヤに交換するよう義務付けています。 薄板への熱入力を最小限に抑えるためのベストプラクティス. 細いワイヤーほど融点がはるかに低いため、より平らで反りのない完成品になります。.
ワイヤーブラシかフラップディスクを用意してください。接合部の端面を、光沢が出るまで磨き、素地が露出するまできれいにします。接合部がきれいであればあるほど、トーチを素早く動かすことができます。素早く動かすことで、部品の発熱を抑え、より平らな仕上がりになります。.
フィット感を完璧に仕上げよう(隙間を一切残さない)
過剰な熱を供給しなければ、大きなギャップを埋めることはできない。.
開いた隙間を埋めるには、溶融金属の橋を架ける必要があり、それによって熱入力が大きくなる。.
金属部品を隙間なくしっかりと組み付けるには、以下の3つの手順に従ってください:
- 手抜きを避けるために、二度測る。.
- エッジをまっすぐに研ぎましょう。.
- 部品をクランプで固定する前に、面一になるように押し込んでください。.
密着度が高ければ高いほど、強固な溶接を行うのに必要な熱量は少なくて済みます。.
フィラーワイヤーの太さは重要ですか?(はい、その理由はこうです)
多くの溶接工は母材の厚さにばかり注目し、溶加線の太さを無視しがちです。.
薄い板金に太い溶加棒を使用する場合、溶加棒を溶かすために溶接機の出力を上げなければなりません。その解決策は、溶加棒の太さを1サイズ小さくすることです。例えば、作業員が0.035の溶加棒を使って薄い板金をMIG溶接している場合は、0.023の溶加棒に切り替えるよう義務付けています。 細いワイヤはより低い温度で溶けるため、最終製品の歪みが少なくなります。.
ステップ2:金属くずの試運転
溶接機の設定を当て推量で決めてはいけません。実際の作業中に設定を調整するのは危険です。溶接機の温度が高すぎると、健全な金属が歪んだり、溶け抜けたりしてしまいます。.
設定を推測してはいけない理由
まずは廃金属で設定をテストしてください。電圧やワイヤ送給量を適当に設定すると、フラットパネルが数秒で反ってしまうことがあります。.
ShincoFabの作業場におけるルールは、「試作で不良が出なければ、完成品でもアークが発生しない」です。5分かけてテストビードを溶接するだけで、そのリスクを完全に排除でき、レーザーカットされた部品が廃棄物箱行きになるのを防ぐことができます。.
『Trash Metal』における電圧と移動速度の微調整
試験片は、プロジェクトと同じロットのものであり、厚さと材質が完全に一致している必要があります。.
スクラップ金属を使用して溶接機の設定を適切に調整するには、以下の4つの手順に従ってください:
- テスト用ジョイントの設置: 作品と同じように、2枚の端材をクランプで固定してください。.
- 手早くビーズを並べてみましょう: 水たまりを見つめ、その弧の音を聞いてください。.
- 暖房の状態を確認してください: 溶接の食い込みが深すぎませんか?電圧を下げてください。.
- 速度を調整してください: 熱が上がりすぎないように、手を素早く動かす一方で、金属を溶かし合わせるには十分な速度で動かすようにしてください。.
溶接の仕上がりが適切になるまで、ダイヤルを調整してください。設定が決まったら、それ以上触らないでください。.
ステップ3:ヒートシンクを使って熱を放散させる
薄い金属はすぐに熱くなります。パネルに損傷が生じる前に、そこから熱を取り除く方法が必要です。ヒートシンクはまさにその役割を果たします。.
銅製裏打ちバーが薄い金属をどのように保護するか
銅製のバッキングバーは、薄い金属板の放熱板として機能します。ShincoFabでは、大量生産向けに、厚さ1/2インチ、幅2インチの銅製バッキングブロックを、通常は長さ12インチおよび24インチのサイズで、オーダーメイドで加工しています。.
銅は極めて優れた熱伝導性を持ち、, 炭素鋼やステンレス鋼よりもはるかに速く熱を伝導する. 溶接部の後ろに厚い銅棒を置くと、それは巨大な「熱スポンジ」のような役割を果たし、周囲の金属が歪む前に、溶接部から強烈な熱を素早く吸い取ってくれます。.
効果を最大限に引き出すためのヒートシンクの配置
ヒートシンクは、熱伝導経路を確保するために、密着した平らな接触面が必要です。.
熱伝達を最大化するために、ヒートシンクを設置する際は、以下の3つの手順に従ってください:
- 縫い目を裏側に折り返す: 銅の棒を継ぎ目の真後ろに配置してください。.
- しっかりと固定してください: クランプを使って、銅を鋼にしっかりと押し付けます。空気の隙間があると、熱が伝わらなくなります。.
- クリアランスに注意してください: 溶接トーチの邪魔にならないように、クランプを接合部の近くに配置してください。.
銅の棒がない場合は、厚めのアルミの塊でも代用できます。.
ステップ4:全身を固定する(身体拘束)
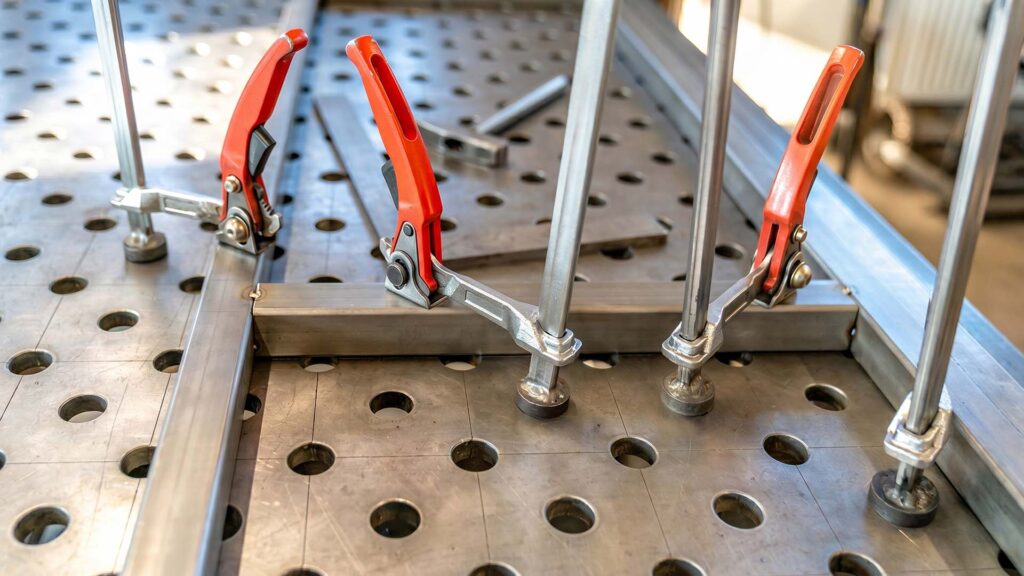
金属を冷却すると、強い引張力が発生します。部品が動かないよう、物理的に固定する必要があります。.
頑丈なクランプや治具を使用する
溶接部が冷却されるにつれて、強い引張力が生じます。.
材料を固定するには、頑丈なクランプが必要です。繰り返し行われる工業用作業については、当社のエンジニアリングチームが特注の溶接治具を設計します。治具を使用すれば、毎回確実に部品を所定の位置に固定できます。金属がずれてしまうと、歪みが生じてしまいます。.
溶接用仮ブレースおよび補強材
クランプでは固定できないほど大きな部品の場合は、仮の支えを使用してください。.
90度のフレームを作る場合、冷却に伴い角が閉じてしまおうとする傾向があります。そのため、内側の角を対角線上に渡るように金属の端材を仮止めし、堅固な支柱を作ります。.
以下の2つの方法を用いて、一時的な補強材を取り付け、金属がたわむのを防ぎます:
- 大きなパネルは平らな状態で保管してください: 溶接ビードのすぐ隣に、厚みのあるアングル鉄を1本取り付けてください。.
- 左右への動きを止める: 継ぎ目に垂直になるように、溶接くずを溶接してください。.
プロジェクトが完全に冷めたら、ブレースを切り取り、その部分を研磨して滑らかにしてください。.
ワークをテーブルに直接仮止め溶接する
作業台に金属をクランプで固定しても、十分な強度がない場合があります。金属は熱くなると浮き上がろうとするからです。.
製作物を金属製の作業台に直接仮止め溶接してください。外周の縁に沿って、3~4か所の小さな仮止め溶接があれば十分です。本溶接が冷めたら、カットオフホイールを使って仮止め溶接部分を切り離してください。.
ステップ5:仮溶接をマスターしよう
仮付け溶接は、プロジェクトの土台となるものです。.
なぜ画鋲が最初の防衛線となるのか
タック溶接は、すべての部品を所定の位置に固定します。これにより、最終的な溶接時の引張力に耐える強度が金属に与えられます。.
タックの長さは約1/4インチにしてください。部品をしっかりと固定できる強度が必要です。大きすぎると、余分な熱が発生してしまいます。.
仮止めをした後、隙間を確認してください。特定の箇所で隙間が広くなっているようなら、さらに仮止めを追加してしっかりと固定してください。.
センター・アウト・タック・シーケンス
端から釘を打ち始めると、熱によって反対側が押し広げられてしまいます。その代わりに、「中心から外側へ」という方法を使ってください。.
「センターアウト・タック」のシーケンスを実行するには、以下の3つの手順に従ってください:
- 真ん中から始める: 最初のタックを継ぎ目の中央に留めてください。.
- 外側へ移動: 各端に向かって、次のタックを徐々に追加していきます。.
- 間隔を均等に空けてください: 板金には、鋲をおよそ2~4インチ間隔で打ち込んでください。.
「センターアウト」の加工順序により、応力が金属の開放端に向かって分散されます。これにより、収縮力が一箇所に集中することなく、自然に広がっていきます。.
ステップ6:熱をコントロールする(スマートな溶接テクニック)
ビーズの置き方は重要です。歪みを防ぐため、トーチの動かし方を再考してください。.
連続溶接を中止する(短いステッチを使用する)
24インチを連続して溶接するのではなく、区間に分けて溶接してください。.
2インチの区間を溶接したら、一旦やめます。隙間を空けて、少し先へ進み、さらに2インチの区間を溶接します。こうすることで、周囲の金属が冷える時間を確保できます。.
また、左右交互に溶接することで応力のバランスをとることができます。左側を3インチ溶接したら、右側に移動して、そこでも3インチ溶接します。このように左右を行き来することで、収縮による力が互いに打ち消し合います。.
「バックステップ法」の解説
継ぎ目に沿って前方に進むのではなく、後方に向かって溶接してください。.
端から数インチ内側の位置から開始します。開始点に向かって後方へ溶接します。その後、未溶接の継ぎ目をさらに数インチ下へ移動します。前回の溶融池とつながるまで、再び後方へ溶接します。.
これにより、熱が一方向に伝わり続けるのを防ぎ、熱応力を管理しやすい区間に分割します。.
動きを速めて、熱を低く抑える
移動速度が遅すぎると、熱が周囲のパネルに深く浸透してしまいます。熱影響域を狭く保つために、移動速度を十分に高く保ってください。.
高温を広い範囲に広げてしまうような、大きく蛇行するような動きは避けてください。その代わりに、きつくまっすぐなストリンガービードを作ってください。.
溶接しすぎたくなる衝動を抑えましょう。3/16インチの接合部には、1/4インチという大きな溶接ビードは必要ありません。溶加材を余分に加えると、余分な熱が発生し、金属の硬さが増してしまいます。.
ステップ7:冷却する(溶接部を水や圧縮空気で冷却することはできるか?)
溶接が完了したら、自然に冷却させてください。冷却を急がないでください。.
熱い金属を絶対に水で冷やしてはいけない理由
溶接したばかりの箇所を水で冷やしてはいけません。.
1,000度の溶接部を冷水に浸すと、激しい熱衝撃が生じます。詳細については、 熱処理および焼入れに関する冶金ガイドライン, 、この急速で制御不能な冷却により、2つの恐ろしい事態が発生します:
- 溶接部を破壊します: この突然の衝撃により金属が脆くなり、新しい溶接部が真ん中から割れてしまうことがよくあります。.
- 形が崩れてしまう: 引っ張る力によって部品が激しくねじれ、修復不能な状態になってしまう。.
唯一安全な方法は、金属を空気中で自然に冷ますことです。.
圧縮空気と濡れた布がもたらす隠れた被害
溶接部の冷却には、濡れた布、圧縮空気、または扇風機を使用しないでください。.
強制冷却を行うと、パネル全体で温度ムラが生じます。.
強制冷却方法が、高温の金属板にどのような損傷を与えるかについては、以下の通りです。
- 濡れた雑巾: 最上層を急激に冷却すると、表面にひび割れが生じます。.
- 圧縮空気: 片側が凍りつき、もう片側は高温のままとなるため、金属が反ってしまう。.
- ファン: 薄い板金を歪ませるような、不均一な下書きを作成する。.
室温で金属をゆっくりと均一に冷ましてください。.
それでも金属が歪んでしまった場合はどうすればよいですか?

適切にクランプし、ステッチを施し、冷却したにもかかわらず、金属がまだ反っている場合は、それを修正する方法が2つあります。.
溶接後に歪んだ金属をどのように修正すればよいですか?
熱ストレートパーマは、熱を利用して髪のゆがみを矯正するものです。.
パネルが反ると、片側(「長い」側)が伸びてしまいます。その長い側を縮める必要があります。.
長辺の小さな部分を、鈍い赤色に光るまで加熱します。トーチを離し、自然に空冷させます。赤熱した部分が冷めるにつれて収縮します。その収縮によって、周囲の金属が元の位置に戻ります。.
機械プレスおよび曲げ加工
熱だけでは不十分な場合は、油圧プレスと頑丈なクランプを組み合わせて、曲がった部品を所定の形状に矯正してください。.
熱と機械的な力を組み合わせて安全に矯正を行うには、以下の3つの手順に従ってください:
- トーチを使って、曲げ部分をやや温めます。温度は約400~600°F程度にしてください。.
- プレス機を使って、ごくゆっくりと圧力をかけてください。.
- 少し押し込んで、一旦止めて、位置合わせを確認してください。.
結論
歪みが生じる前に防ぐ方が、歪んでしまったフレームを元通りに曲げるよりも簡単です。時間をかけてエッジをきれいに整え、端材で設定を確認し、すべてをしっかりとクランプで固定しましょう。.
ShincoFabでは、加工および 板金の溶接 毎日。これらの標準作業手順書(SOP)により、当社が製造するすべての部品が正確な寸法で、顧客の仕様通りに仕上がります。特注のブラケットを溶接する場合でも、量産を外部委託する場合でも、熱管理が最優先事項です。.
さあ、工場へ行って、組み付けをしっかりと固定し、平溶接を施してください。大規模な精密板金加工が必要な場合は、弊社にお任せください。.

