
Η παραμόρφωση των μεταλλικών τεμαχίων αποτελεί ένα συχνό πρόβλημα κατά τη συγκόλληση. Στο ShincoFab, επεξεργαζόμαστε και συγκολλούμε χιλιάδες εξαρτήματα από λαμαρίνα κάθε μήνα. Αφού κατασκευάσαμε ειδικά σχεδιασμένα πλαίσια, πόρτες ακριβείας και περιβλήματα από λαμαρίνα με αυστηρές ανοχές για βιομηχανικούς πελάτες, οι τεχνίτες μας έμαθαν πώς να αποτρέπουν τη θερμική παραμόρφωση σε κλίμακα παραγωγής.
Σε αυτόν τον οδηγό, θα σας δείξω ακριβώς πώς να αποτρέψετε τη στρέβλωση του μετάλλου κατά τη συγκόλληση. Θα βρείτε μια αναλυτική διαδικασία βήμα προς βήμα για να διατηρείτε τα έργα σας επίπεδα. Θα εξετάσουμε πώς να προετοιμάσετε το μέταλλο, να το στερεώσετε με σφιγκτήρες, να ρυθμίσετε τη μηχανή σας και να χρησιμοποιήσετε έξυπνες τεχνικές συγκόλλησης για να αποτρέψετε τη στρέβλωση πριν ακόμη εμφανιστεί.
Ας λύσουμε αυτό το πρόβλημα μια για πάντα.
Γιατί το μέταλλο παραμορφώνεται όταν το συγκολλάς;

Για να αποτρέψετε τη στρέβλωση του μετάλλου, πρέπει πρώτα να κατανοήσετε γιατί συμβαίνει αυτό.
Η στρέβλωση του μετάλλου κατά τη συγκόλληση οφείλεται στη θερμική διαστολή και συστολή. Καθώς η θερμότητα του τόξου συγκόλλησης προκαλεί τη διαστολή του μετάλλου, η επακόλουθη ταχεία ψύξη οδηγεί σε συστολή της πρόσφατα συγκολλημένης ένωσης, δημιουργώντας έντονη εσωτερική τάση που κάμπτει και παραμορφώνει το υλικό.
Ο κύκλος θερμότητας και ψύξης (θερμική διαστολή)
Όταν το μέταλλο θερμαίνεται, διαστέλλεται. Όταν κρυώνει, συστέλλεται.
Η λουρίδα συγκόλλησης φτάνει τους 2.500°F σε δευτερόλεπτα. Το μέταλλο γύρω από τη συγκόλληση θερμαίνεται γρήγορα και ωθείται προς τα έξω.
Στη συνέχεια, σταματάτε τη συγκόλληση. Το μέταλλο κρυώνει και προσπαθεί να συρρικνωθεί ξανά στο αρχικό του μέγεθος.
Τώρα όμως, τα δύο μέρη έχουν ενωθεί. Το μέταλλο τείνει να συρρικνωθεί, αλλά η νέα συγκόλληση το κρατά στη θέση του. Αυτό δημιουργεί έντονη εσωτερική τάση. Αυτή η τάση είναι η δύναμη που τραβά, λυγίζει και στρίβει το έργο σας, παραμορφώνοντάς το.
Γιατί το λεπτό μέταλλο αποτελεί τη μεγαλύτερη πρόκληση για εσάς
Οι παχιές χαλύβδινες πλάκες είναι ανθεκτικές. Τα λεπτά φύλλα λαμαρίνας δεν είναι.
Ένα παχύ κομμάτι μετάλλου λειτουργεί σαν σφουγγάρι, απορροφώντας τη θερμότητα και απομακρύνοντάς την με ασφάλεια από τη ζώνη συγκόλλησης. Το λεπτό μέταλλο δεν διαθέτει αυτή την επιπλέον μάζα, οπότε η θερμότητα δεν έχει πού να διαφύγει.
Όταν συγκολλάτε λεπτό μέταλλο, συμβαίνουν τα ακόλουθα τρία πράγματα:
- Ζεσταίνεται πολύ γρήγορα: Η θερμότητα εξαπλώνεται ευρέως, προκαλώντας τη διαστολή ολόκληρου του πάνελ.
- Του λείπει η δύναμη: Το λεπτό μέταλλο δεν μπορεί να αντισταθεί στη δύναμη έλξης που ασκείται κατά την ψύξη μιας συγκόλλησης.
- Λυγίζει εύκολα: Οι αντίθετες δυνάμεις της θερμότητας και του κρύου προκαλούν γρήγορα κυματισμό στην επιφάνεια.
Συμβουλές για συγκεκριμένα μέταλλα που πρέπει να γνωρίζετε
Αυτό που λειτουργεί καλά στον απλό χάλυβα καταστρέφει άλλα υλικά. Πριν ξεκινήσετε τη συγκόλληση, πρέπει να γνωρίζετε ακριβώς πώς αντιδρά το μέταλλο σας στη θερμότητα.
Αλουμίνιο: Γρήγορη θέρμανση και απαλές άκρες
Σε αντίθεση με το χάλυβα, το αλουμίνιο δεν γίνεται κόκκινο πριν λιώσει. Μπορεί να φαίνεται εντάξει τη μια στιγμή και την επόμενη να πέσει μέσα από το τραπέζι.
Αυτό το παρατηρούμε κατά την κατασκευή αλουμίνιο 6061 σασί. Επειδή αγωγεί γρήγορα τη θερμότητα, αυτή διαχέεται σε ολόκληρο το τεμάχιο. Εάν οι χειριστές διοχετεύσουν υπερβολική θερμότητα σε ένα πλαίσιο από αλουμίνιο, η δομή θα παραμορφωθεί, καθιστώντας το ακατάλληλο για συναρμολόγηση με αυστηρές ανοχές.
Ανοξείδωτος χάλυβας: Υψηλή διαστολή και συγκράτηση θερμότητας
Ο ανοξείδωτος χάλυβας έχει χαμηλή θερμική αγωγιμότητα.
Πέρυσι, κατασκευάσαμε μια μεγάλη παρτίδα περιβλημάτων από ανοξείδωτο χάλυβα 304 ποιότητας τροφίμων, πάχους 18 gauge. Διαπιστώσαμε ότι η θερμότητα συγκεντρώνεται ακριβώς στη συγκόλληση. Σύμφωνα με μεταλλουργικά στοιχεία, ο ωστενιτικός ανοξείδωτος χάλυβας 304 έχει συντελεστή θερμικής διαστολής 50% υψηλότερο από τον μαλακό χάλυβα, ενώ η θερμική αγωγιμότητά του είναι μόνο το ένα τρίτο της αντίστοιχης του μαλακού χάλυβα. Η υψηλή θερμότητα που συγκρατείται σε ένα σημείο προκαλεί τοπική διαστολή. Αυτός ο συνδυασμός καθιστά δύσκολη τη διατήρηση της επιπεδότητας των λεπτών φύλλων ανοξείδωτου χάλυβα χωρίς την τήρηση αυστηρών εργοστασιακών πρωτοκόλλων.
Βήμα 1: Προετοιμάστε το μέταλλο και το μηχάνημά σας

Οι περισσότερες παραμορφώσεις κατά τη συγκόλληση οφείλονται σε λανθασμένη ρύθμιση. Η σωστή προετοιμασία αποτρέπει τη μετέπειτα παραμόρφωση του μετάλλου.
Καθαρισμός συγκολλήσεων μετάλλων – Ψύξη
Ξεκινήστε με έναν τροχό. Το καθαρό μέταλλο είναι καλό μέταλλο. Στο εργαστήριο της ShincoFab, ο κανόνας μας είναι απλός: αν υπάρχει οξείδωση, λάδι ή σκουριά, ο καυστήρας παραμένει σβηστός.
Αν χρησιμοποιείτε χοντρό σύρμα συγκόλλησης σε λεπτό φύλλο μετάλλου, είναι σίγουρο ότι θα αποτύχετε. Θα πρέπει να αυξήσετε τη θερμοκρασία του συγκολλητή σας μόνο και μόνο για να λιώσετε αυτό το χοντρό σύρμα. Η λύση είναι απλή. Χρησιμοποιήστε σύρμα μικρότερου διαμέτρου. Για παράδειγμα, αν οι συνεργάτες μας πραγματοποιούν συγκόλληση MIG σε λεπτό φύλλο μετάλλου με σύρμα διαμέτρου 0,035, τους υποχρεώνουμε να το αντικαταστήσουν με σύρμα διαμέτρου 0,023, σύμφωνα με τα πρότυπα του κλάδου βέλτιστες πρακτικές για την ελαχιστοποίηση της εισροής θερμότητας σε λεπτά φύλλα μετάλλου. Ένα λεπτότερο σύρμα λιώνει σε πολύ χαμηλότερη θερμοκρασία, πράγμα που σημαίνει ένα τελικό προϊόν πιο επίπεδο και χωρίς στρεβλώσεις.
Πάρτε μια συρματόβουρτσα ή έναν δίσκο με πτερύγια. Καθαρίστε τις άκρες μέχρι να αποκαλυφθεί το γυαλιστερό, γυμνό μέταλλο. Όσο πιο καθαρή είναι η ένωση, τόσο πιο γρήγορα μπορείτε να μετακινείτε τον καυστήρα σας. Η γρήγορη κίνηση σημαίνει ένα πιο δροσερό και πιο επίπεδο τμήμα.
Φροντίστε να είναι η τοποθέτησή σας τέλεια (δεν επιτρέπονται κενά)
Δεν μπορείς να γεφυρώσεις μεγάλα κενά χωρίς να εισάγεις υπερβολική θερμότητα.
Για να καλυφθεί ένα κενό, απαιτείται η κατασκευή μιας γέφυρας από λιωμένο μέταλλο, γεγονός που αυξάνει την εισροή θερμότητας.
Ακολουθήστε αυτά τα τρία βήματα για να εξασφαλίσετε μια σφιχτή, χωρίς κενά συναρμολόγηση των μεταλλικών εξαρτημάτων:
- Μέτρησε δύο φορές για να αποφύγεις τις συντομεύσεις.
- Λειάνετε τις άκρες σας ώστε να είναι ίσες.
- Πιέστε τα εξαρτήματα μέχρι να ευθυγραμμιστούν πλήρως πριν τα στερεώσετε με σφιγκτήρες.
Όσο πιο σφιχτή είναι η εφαρμογή, τόσο λιγότερη θερμότητα απαιτείται για να επιτευχθεί μια ισχυρή συγκόλληση.
Έχει σημασία το μέγεθος του σύρματος πλήρωσης; (Ναι, και ο λόγος είναι ο εξής)
Πολλοί συγκολλητές δίνουν έμφαση στο πάχος του βασικού μετάλλου και αγνοούν το μέγεθος του σύρματος πλήρωσης.
Αν χρησιμοποιείτε χοντρό σύρμα πλήρωσης σε λεπτό φύλλο μετάλλου, πρέπει να αυξήσετε τη θερμοκρασία του συγκολλητή σας για να λιώσει το σύρμα. Η λύση είναι να μειώσετε το πάχος του σύρματος. Για παράδειγμα, αν οι χειριστές μας πραγματοποιούν συγκόλληση MIG σε λεπτό φύλλο μετάλλου με σύρμα 0,035, τους υποχρεώνουμε να το αντικαταστήσουν με σύρμα 0,023. Ένα λεπτότερο σύρμα λιώνει σε χαμηλότερη θερμοκρασία, με αποτέλεσμα ένα πιο επίπεδο τελικό προϊόν.
Βήμα 2: Η δοκιμαστική λειτουργία με παλιοσίδερα
Μην μαντεύετε τις ρυθμίσεις του συγκολλητή σας. Η ρύθμιση των παραμέτρων κατά τη διάρκεια της εργασίας είναι επικίνδυνη. Αν η μηχανή σας υπερθερμανθεί, το μέταλλο θα παραμορφωθεί ή θα καεί.
Γιατί δεν πρέπει ποτέ να μαντεύετε τις ρυθμίσεις σας
Δοκιμάστε πρώτα τις ρυθμίσεις σε παλιοσίδερα. Αν ρυθμίσετε την τάση και την ταχύτητα τροφοδοσίας σύρματος κατά προσέγγιση, μπορεί να παραμορφώσετε μια επίπεδη πλάκα μέσα σε λίγα δευτερόλεπτα.
Ο κανόνας μας στο εργαστήριο της ShincoFab: Χωρίς δοκιμαστική συγκόλληση, δεν υπάρχει τόξο στο τελικό προϊόν. Αφιερώνοντας πέντε λεπτά για να κάνουμε μια δοκιμαστική συγκόλληση, εξαλείφουμε εντελώς αυτόν τον κίνδυνο και σώζουμε τα κομμάτια που έχουν κοπεί με λέιζερ από τον κάδο των απορριμμάτων.
Ρύθμιση της τάσης και της ταχύτητας κίνησης στο Trash Metal
Τα δείγματα δοκιμής πρέπει να προέρχονται από την ίδια παρτίδα με το έργο σας και να έχουν ακριβώς το ίδιο πάχος και υλικό.
Ακολουθήστε αυτά τα τέσσερα βήματα για να ρυθμίσετε σωστά τις παραμέτρους της μηχανής συγκόλλησης όταν εργάζεστε με παλιά μέταλλα:
- Δημιουργήστε μια δοκιμαστική σύνδεση: Συνδέστε δύο κομμάτια αποκόμματα μεταξύ τους, όπως στο έργο σας.
- Κάντε μια γρήγορη ραφή: Πρόσεξε τη λακκούβα και άκου το τόξο.
- Ελέγξτε τη θερμοκρασία σας: Η συγκόλληση είναι πολύ βαθιά; Μειώστε την τάση.
- Προσαρμόστε την ταχύτητά σας: Κινήστε τα χέρια σας αρκετά γρήγορα ώστε να διατηρήσετε τη θερμοκρασία χαμηλή, αλλά και αρκετά αργά ώστε να συγκολληθεί το μέταλλο.
Πειραματιστείτε με τους ρυθμιστές μέχρι η συγκόλληση να φαίνεται σωστή. Μόλις οριστικοποιήσετε τις ρυθμίσεις σας, μην τις αλλάξετε.
Βήμα 3: Απομάκρυνση της θερμότητας με ψύκτρες
Το λεπτό μέταλλο θερμαίνεται γρήγορα. Χρειάζεστε έναν τρόπο να απομακρύνετε τη θερμότητα από το πάνελ πριν προκληθεί ζημιά. Ένας ψύκτης κάνει ακριβώς αυτό.
Πώς οι ράβδοι στήριξης από χαλκό προστατεύουν το λεπτό μέταλλο
Οι χαλκοί πίνακες στήριξης λειτουργούν ως ψύκτες για λεπτά φύλλα μετάλλου. Στη ShincoFab, κατασκευάζουμε κατά παραγγελία χαλκούς πίνακες στήριξης πάχους 1/2 ίντσας και πλάτους 2 ίντσες — συνήθως σε μήκη 12 ίντσες και 24 ίντσες — για μαζική παραγωγή.
Ο χαλκός διαθέτει εξαιρετική θερμική αγωγιμότητα, μεταφέρει τη θερμότητα σημαντικά ταχύτερα από τον άνθρακα ή τον ανοξείδωτο χάλυβα. Όταν τοποθετείτε μια παχιά ράβδο χαλκού πίσω από τη συγκόλλησή σας, αυτή λειτουργεί ως ένα τεράστιο θερμικό σφουγγάρι, απορροφώντας την έντονη θερμότητα απευθείας από τη ζώνη συγκόλλησης πριν προλάβει να παραμορφώσει το περιβάλλον μέταλλο.
Τοποθέτηση ψύκτρων για μέγιστη απόδοση
Ένα ψύκτρα απαιτεί στενή και επίπεδη επαφή για να δημιουργηθεί μια θερμική διαδρομή.
Ακολουθήστε αυτά τα τρία βήματα για να τοποθετήσετε τους ψύκτες σας έτσι ώστε να επιτυγχάνεται η μέγιστη θερμική μεταφορά:
- Πίσω από τη ραφή: Τοποθετήστε τη ράβδο χαλκού ακριβώς πίσω από την ένωση.
- Σφίξτε το καλά: Χρησιμοποιήστε σφιγκτήρες για να πιέσετε το χαλκό σφιχτά πάνω στο χάλυβα. Αν υπάρχει κενό αέρα, η θερμότητα δεν μπορεί να μεταφερθεί.
- Προσέξτε το ύψος: Τοποθετήστε τους σφιγκτήρες κοντά στην ένωση, χωρίς να εμποδίζετε τον πυρσό συγκόλλησης.
Αν δεν έχετε ράβδο χαλκού, ένα παχύ κομμάτι αλουμινίου κάνει επίσης τη δουλειά.
Βήμα 4: Ακινητοποίηση (Φυσικοί περιορισμοί)
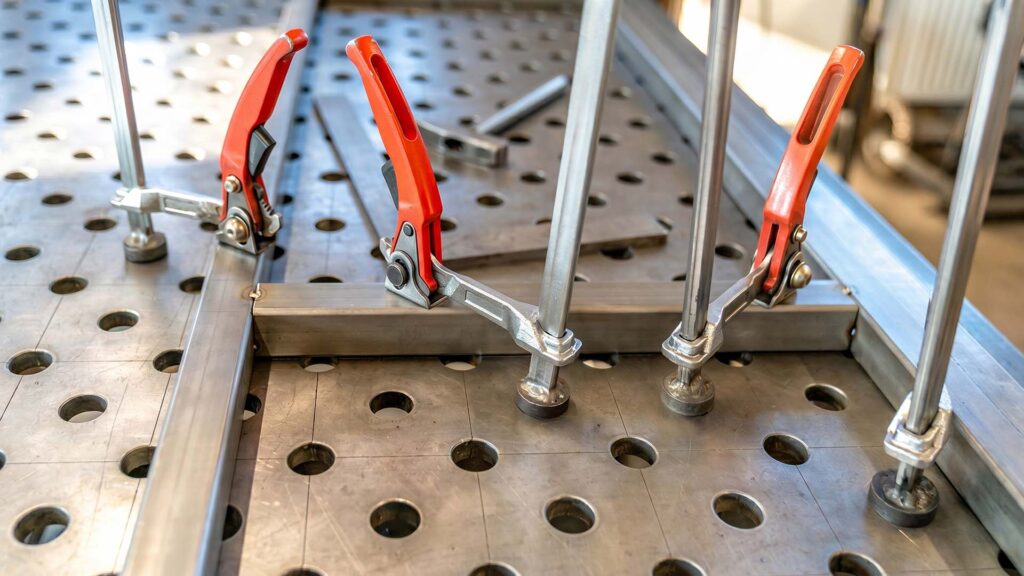
Η ψύξη του μετάλλου δημιουργεί ισχυρές δυνάμεις έλξης. Πρέπει να στερεώσετε σταθερά τα εξαρτήματά σας, ώστε να μην μπορούν να κινηθούν.
Χρησιμοποιήστε σφιγκτήρες και εξαρτήματα στήριξης βαρέως τύπου
Καθώς η συγκόλληση κρυώνει, θα ασκήσει ισχυρή δύναμη έλξης.
Χρειάζεστε σφιγκτήρες βαρέως τύπου για να συγκρατήσετε το υλικό. Για επαναλαμβανόμενες βιομηχανικές εργασίες, η ομάδα μηχανικών μας σχεδιάζει ειδικά εξαρτήματα συγκόλλησης. Τα εξαρτήματα αυτά διατηρούν τα τεμάχια πάντα ευθυγραμμισμένα. Αν το μέταλλο γλιστρήσει, θα παραμορφωθεί.
Συγκόλληση προσωρινών στηριγμάτων και ενισχυτικών στοιχείων
Για τεμάχια που είναι πολύ μεγάλα για να στερεωθούν με σφιγκτήρα, χρησιμοποιήστε προσωρινές στηρίξεις.
Αν κατασκευάζετε ένα πλαίσιο 90 μοιρών, η γωνία θα τείνει να κλείσει καθώς κρυώνει. Στερεώστε προσωρινά ένα κομμάτι παλιοσίδερο διαγώνια στην εσωτερική γωνία, ώστε να δημιουργήσετε έναν άκαμπτο άξονα.
Χρησιμοποιήστε αυτές τις δύο μεθόδους για να προσθέσετε προσωρινά ενισχυτικά και να αποτρέψετε την παραμόρφωση του μετάλλου:
- Διατηρήστε τα μεγάλα πάνελ σε επίπεδη θέση: Στερεώστε ένα κομμάτι χοντρού γωνιακού σιδήρου ακριβώς δίπλα στη ραφή συγκόλλησης.
- Σταματήστε την κίνηση από τη μία πλευρά στην άλλη: Συγκολλήστε τα κομμάτια αποκομμάτων κάθετα προς τις αρμούς σας.
Μόλις κρυώσει το αντικείμενο, κόψτε τα στηρίγματα και λειάνετε τα σημεία με τριβείο.
Συγκολλήστε προσωρινά το τεμάχιό σας απευθείας στο τραπέζι
Μερικές φορές η στερέωση του μετάλλου στον πάγκο εργασίας δεν είναι αρκετά ισχυρή. Το μέταλλο θα προσπαθήσει να σηκωθεί όταν ζεσταθεί.
Συγκολλήστε προσωρινά το έργο σας απευθείας στον μεταλλικό πάγκο εργασίας σας. Αρκούν μόνο τρεις ή τέσσερις μικρές προσωρινές συγκολλήσεις γύρω από τις εξωτερικές άκρες. Όταν κρυώσουν οι τελικές συγκολλήσεις, κόψτε τις προσωρινές συγκολλήσεις με δίσκο κοπής.
Βήμα 5: Κατακτήστε τις συγκολλήσεις στερέωσης
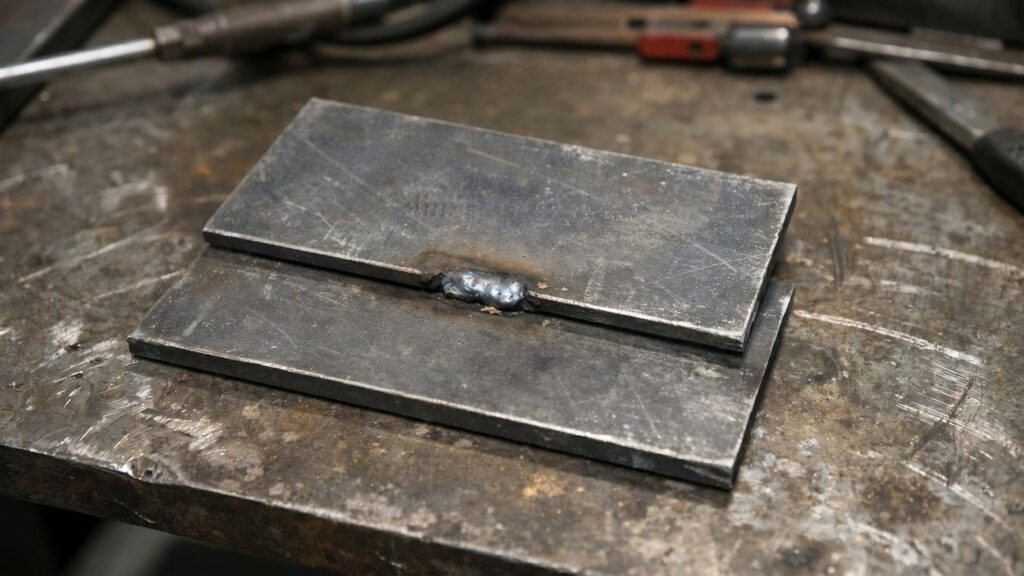
Οι συγκολλήσεις στερέωσης αποτελούν τη βάση του έργου σας.
Γιατί οι καρφίτσες αποτελούν την πρώτη γραμμή άμυνάς σας
Οι καρφίτσες διατηρούν τα πάντα στη θέση τους. Προσδίδουν στο μέταλλο την αντοχή που χρειάζεται για να αντέξει τις δυνάμεις έλξης της τελικής συγκόλλησης.
Φτιάξτε τις καρφίτσες σας μήκους περίπου 1/4 ίντσας. Πρέπει να έχουν αρκετή αντοχή για να συγκρατούν τα κομμάτια μεταξύ τους. Αν τις φτιάξετε πολύ μεγάλες, θα δημιουργηθεί υπερβολική θερμότητα.
Ελέγξτε τα κενά μετά την προσωρινή στερέωση. Αν το κενό φαίνεται ευρύτερο σε ορισμένα σημεία, προσθέστε επιπλέον προσωρινές στερεώσεις για να το σταθεροποιήσετε.
Η ακολουθία «Center-Out Tack»
Αν ξεκινήσετε να καρφώνετε από την άκρη, το άλλο άκρο θα απομακρυνθεί λόγω της θερμότητας. Αντ’ αυτού, χρησιμοποιήστε τη μέθοδο «από το κέντρο προς τα έξω».
Ακολουθήστε αυτά τα τρία βήματα για να εκτελέσετε την ακολουθία ραφών από το κέντρο προς τα έξω:
- Ξεκινήστε ακριβώς από το κέντρο: Τοποθετήστε το πρώτο σας καρφί στο κέντρο της ένωσης.
- Κίνηση προς τα έξω: Προσθέστε σταδιακά τις επόμενες καρφίτσες προς κάθε άκρη.
- Τοποθετήστε τα σε ομοιόμορφες αποστάσεις: Για τα λαμαρίνια, διατηρήστε απόσταση περίπου 2 έως 4 ίντσες μεταξύ των καρφιών.
Η ακολουθία «από το κέντρο προς τα έξω» ωθεί την τάση προς τα ανοιχτά άκρα του μετάλλου. Οι δυνάμεις συρρίκνωσης κατανέμονται ομοιόμορφα, αντί να συγκεντρώνονται σε ένα σημείο.
Βήμα 6: Ελέγξτε τη θερμότητα (Έξυπνες τεχνικές συγκόλλησης)
Ο τρόπος με τον οποίο τοποθετείτε τη σταγόνα έχει σημασία. Για να αποφύγετε τη στρέβλωση, επανεξετάστε τον τρόπο με τον οποίο κινείτε τον καυστήρα σας.
Διακοπή της συνεχούς συγκόλλησης (χρήση μικρών βελονιών)
Αντί να συγκολλάτε 24 ίντσες συνεχόμενα, χωρίστε το σε τμήματα.
Συγκολλήστε ένα τμήμα δύο ιντσών και μετά σταματήστε. Αφήστε ένα κενό, προχωρήστε λίγο πιο μπροστά και συγκολλήστε ένα άλλο τμήμα δύο ιντσών. Έτσι, το περιβάλλον μέταλλο έχει χρόνο να κρυώσει.
Μπορείτε επίσης να εναλλάσσετε τις πλευρές για να εξισορροπήσετε την τάση. Συγκολλήστε τρεις ίντσες στην αριστερή πλευρά, μετά μετακινηθείτε προς τη δεξιά πλευρά και συγκολλήστε τρεις ίντσες εκεί. Με αυτή την εναλλαγή, οι δυνάμεις συρρίκνωσης αλληλοεξουδετερώνονται.
Επεξήγηση της μεθόδου «Back-Step»
Αντί να προχωράτε προς τα εμπρός κατά μήκος της ραφής, συγκολλήστε προς τα πίσω.
Ξεκινήστε λίγες ίντσες από την άκρη. Συγκολλήστε προς τα πίσω, προς το σημείο εκκίνησης. Στη συνέχεια, προχωρήστε λίγες ακόμα ίντσες προς τα κάτω κατά μήκος της μη συγκολλημένης ένωσης. Συγκολλήστε και πάλι προς τα πίσω μέχρι να ενωθείτε με την προηγούμενη λουρίδα συγκόλλησης.
Αυτό εμποδίζει τη θερμότητα να προχωρήσει προς μία κατεύθυνση και διαχωρίζει τη θερμική καταπόνηση σε διαχειρίσιμα τμήματα.
Κινήσου πιο γρήγορα για να μην ανεβαίνει η θερμοκρασία
Αν κινείστε πολύ αργά, η θερμότητα διεισδύει βαθιά στο γύρω πάνελ. Διατηρήστε την ταχύτητα κίνησης αρκετά υψηλή, ώστε η ζώνη θερμικής επίδρασης να παραμείνει στενή.
Αποφύγετε τις ευρείες κινήσεις πλέξης, οι οποίες κατανέμουν τις υψηλές θερμοκρασίες σε μεγάλη έκταση. Αντ’ αυτού, χρησιμοποιήστε μια σφιχτή, ευθεία γραμμή πλέξης.
Αντισταθείτε στην παρόρμηση να κάνετε υπερβολική συγκόλληση. Μια σύνδεση 3/16 ιντσών δεν χρειάζεται μια μεγάλη γραμμή συγκόλλησης 1/4 ιντσών. Το επιπλέον υλικό πλήρωσης προσθέτει υπερβολική θερμότητα και ασκεί μεγαλύτερη τάση στο μέταλλο.
Βήμα 7: Αφήστε το να κρυώσει (Μπορείτε να κρυώσετε μια συγκόλληση με νερό ή πεπιεσμένο αέρα;)
Αφήστε τη συγκόλληση που έχει ολοκληρωθεί να κρυώσει φυσικά. Μην επιταχύνετε τη διαδικασία ψύξης.
Γιατί δεν πρέπει ποτέ να ψύχετε καυτό μέταλλο
Ποτέ μην βυθίζετε μια πρόσφατη συγκόλληση στο νερό.
Όταν βυθίζεις μια συγκόλληση θερμοκρασίας 1.000 βαθμών σε κρύο νερό, προκαλείται ένα έντονο θερμικό σοκ. Όπως περιγράφεται λεπτομερώς στο μεταλλουργικές οδηγίες για τη θερμική επεξεργασία και τη βραδυποίηση, αυτή η ταχεία και ανεξέλεγκτη ψύξη έχει ως αποτέλεσμα να συμβούν δύο τρομερά πράγματα:
- Καταστρέφει τη συγκόλληση: Το ξαφνικό χτύπημα κάνει το μέταλλο εύθραυστο, με αποτέλεσμα η καινούργια συγκόλληση να σπάει συχνά στη μέση.
- Αλλοιώνει το σχήμα: Οι δυνάμεις έλξης στρίβουν το εξάρτημα τόσο έντονα, ώστε να μην μπορεί πλέον να επισκευαστεί.
Η μόνη ασφαλής επιλογή που έχετε είναι να αφήσετε το μέταλλο να κρυώσει φυσικά στον αέρα.
Οι κρυφές ζημιές που προκαλούν ο πεπιεσμένος αέρας και τα βρεγμένα πανιά
Μην χρησιμοποιείτε βρεγμένα πανιά, πεπιεσμένο αέρα ή ανεμιστήρες για την ψύξη των συγκολλήσεων.
Η αναγκαστική ψύξη προκαλεί ανισομορφία στις θερμοκρασίες σε όλο το πάνελ.
Δείτε παρακάτω πώς οι μέθοδοι αναγκαστικής ψύξης προκαλούν ζημιά στο καυτό μεταλλικό φύλλο σας:
- Υγρά πανιά: Ψύξτε το ανώτερο στρώμα πολύ γρήγορα, με αποτέλεσμα να προκληθούν ρωγμές στην επιφάνεια.
- Πεπιεσμένος αέρας: Η μία πλευρά παγώνει, ενώ η άλλη παραμένει ζεστή, με αποτέλεσμα το μέταλλο να καμφθεί.
- Οπαδοί: Δημιουργούν ρεύματα αέρα που παραμορφώνουν τα λεπτά φύλλα μετάλλου.
Αφήστε το μέταλλο να κρυώσει αργά και ομοιόμορφα σε θερμοκρασία δωματίου.
Τι να κάνετε αν το μέταλλο εξακολουθεί να παραμορφώνεται;

Εάν το μέταλλο εξακολουθεί να καμπυλώνει μετά από σωστή σύσφιξη, συρραφή και ψύξη, έχετε δύο τρόπους για να το διορθώσετε.
Πώς διορθώνεις ένα στρεβλωμένο μεταλλικό τμήμα μετά τη συγκόλληση;
Η θερμική ίσιωση χρησιμοποιεί τη θερμότητα για να διορθώσει τις παραμορφώσεις.
Όταν ένα πάνελ παραμορφώνεται, η μία πλευρά του τεντώνεται (η “μακριά” πλευρά). Πρέπει να συρρικνώσετε αυτή τη μακριά πλευρά.
Ζεστάνετε ένα μικρό σημείο στη μακρά πλευρά μέχρι να λάμψει με θαμπό κόκκινο χρώμα. Απομακρύνετε τον καυστήρα και αφήστε το να κρυώσει φυσικά στον αέρα. Καθώς το καυτό σημείο κρυώνει, συρρικνώνεται. Αυτή η συρρίκνωση τραβά το περιβάλλον μέταλλο ξανά στη σωστή του θέση.
Μηχανική πρεσσάρισμα και κάμψη
Εάν η θερμότητα από μόνη της δεν αρκεί, χρησιμοποιήστε υδραυλικές πρέσες σε συνδυασμό με σφιγκτήρες βαρέως τύπου για να επαναφέρετε το λυγισμένο εξάρτημα στη σωστή του μορφή.
Ακολουθήστε αυτά τα τρία βήματα για να συνδυάσετε με ασφάλεια τη θερμότητα με τη μηχανική δύναμη για το ίσιωμα:
- Ζεστάνετε ελαφρώς το σημείο που έχει λυγίσει με έναν καυστήρα, σε θερμοκρασία περίπου 400 έως 600°F.
- Ασκήστε πίεση με την πρέσα πολύ αργά.
- Σπρώξτε λίγο, σταματήστε και ελέγξτε την ευθυγράμμισή σας.
Συμπέρασμα
Είναι πιο εύκολο να αποτρέψεις την παραμόρφωση πριν ακόμα εμφανιστεί, παρά να διορθώσεις ένα κατεστραμμένο πλαίσιο. Αφιέρωσε λίγο χρόνο για να καθαρίσεις τις άκρες, να δοκιμάσεις τις ρυθμίσεις σου σε ένα κομμάτι απορριμμάτων και να στερεώσεις τα πάντα καλά.
Στην ShincoFab, επεξεργαζόμαστε και συγκόλληση λαμαρίνας κάθε μέρα. Αυτές οι Τυποποιημένες Διαδικασίες Λειτουργίας (SOP) διασφαλίζουν ότι κάθε εξάρτημα που κατασκευάζουμε είναι ευθυγραμμισμένο και συμμορφώνεται με τις προδιαγραφές του πελάτη. Είτε συγκολλάτε ένα εξατομικευμένο βραχίονα είτε αναθέτετε σε τρίτους μια σειρά παραγωγής, ο έλεγχος της θερμότητας αποτελεί προτεραιότητα.
Τώρα, πήγαινε στο εργαστήριο, εξασφάλισε τη σωστή τοποθέτηση και κάνε μερικές επίπεδες συγκολλήσεις. Αν χρειάζεσαι κατασκευή λαμαρινών υψηλής ακρίβειας σε μεγάλη κλίμακα, ξέρεις πού να μας βρεις.

