
La deformación del metal es un problema habitual que suele causar frustración a la hora de soldar. En ShincoFab, procesamos y soldamos miles de piezas de chapa cada mes. Tras fabricar bastidores a medida, puertas de precisión y carcasas de chapa con tolerancias muy ajustadas para clientes industriales, nuestros operarios han aprendido a evitar la deformación por calor a escala de producción.
En esta guía, te mostraré exactamente cómo evitar que el metal se deforme durante la soldadura. Te explicaré paso a paso el proceso para que tus proyectos queden planos. Veremos cómo preparar el metal, sujetarlo con abrazaderas, ajustar la máquina y utilizar trucos de soldadura para evitar la deformación antes de que se produzca.
Solucionemos este problema de una vez por todas.
¿Por qué se deforma el metal al soldarlo?

Para evitar que el metal se deforme, primero hay que entender por qué ocurre.
La deformación del metal durante la soldadura se debe a la expansión y contracción térmicas. A medida que el calor del arco de soldadura expande el metal, el enfriamiento rápido posterior hace que la unión recién fundida se contraiga, lo que genera una fuerte tensión interna que dobla y deforma el material.
El ciclo de calor y frío (expansión térmica)
Cuando el metal se calienta, se expande. Cuando se enfría, se contrae.
El baño de fusión alcanza más de 2.500 °F en cuestión de segundos. El metal que rodea la soldadura se calienta rápidamente y se expande hacia fuera.
A continuación, dejas de soldar. El metal se enfría e intenta contraerse hasta recuperar su tamaño original.
Pero ahora está todo unido. El metal tiende a contraerse, pero la nueva soldadura lo mantiene en su sitio. Esto genera una fuerte tensión interna. Esa tensión es la fuerza que tira, dobla y retuerce tu proyecto hasta deformarlo.
Por qué el metal fino es tu mayor reto
Las placas de acero gruesas son resistentes. La chapa fina, en cambio, no lo es.
Una pieza gruesa de metal actúa como una esponja, absorbiendo el calor y alejándolo de la zona de soldadura de forma segura. El metal fino carece de esa masa adicional, por lo que el calor no tiene dónde ir.
Cuando se suelda metal fino, ocurren las tres cosas siguientes:
- Se calienta demasiado rápido: El calor se extiende por toda la superficie, lo que provoca que todo el panel se expanda.
- Le falta fuerza: El metal de poco espesor no puede resistir la fuerza de tracción que ejerce una soldadura al enfriarse.
- Se dobla con facilidad: Las fuerzas opuestas del calor y el frío hacen que la superficie se ondule rápidamente.
Trucos específicos para instrumentos de metal que debes conocer
Lo que funciona bien con el acero dulce puede dañar otros materiales. Antes de soldar, debes saber exactamente cómo reacciona tu metal al calor.
Aluminio: calentamiento rápido y bordes suaves
A diferencia del acero, el aluminio no se pone al rojo vivo antes de fundirse. Puede parecer que está bien un segundo y, al siguiente, atravesar la mesa.
Esto lo observamos durante la fabricación aluminio 6061 chasis. Al ser un buen conductor del calor, este se propaga rápidamente por toda la pieza. Si los operarios aplican un exceso de calor a un bastidor de aluminio, la estructura se deformará y perderá su alineación, lo que la hará inservible para montajes con tolerancias estrictas.
Acero inoxidable: alta dilatación y retención del calor
El acero inoxidable tiene una baja conductividad térmica.
El año pasado fabricamos un gran lote de carcasas de acero inoxidable 304 de calibre 18 aptas para uso alimentario. Descubrimos que el calor se acumula precisamente en la junta de soldadura. Según los datos metalúrgicos, el acero inoxidable austenítico 304 tiene una tasa de expansión térmica 50% superior a la del acero dulce, mientras que conduce el calor a solo un tercio de su velocidad. El exceso de calor acumulado en un punto provoca una expansión localizada. Esa combinación hace que sea difícil mantener planas las chapas finas de acero inoxidable sin seguir estrictos protocolos de fábrica.
Paso 1: Prepara el metal y la máquina

La mayor parte de la deformación en la soldadura se debe a una mala preparación. Una preparación adecuada evita que el metal se deforme posteriormente.
Enfriador para soldaduras de metal limpias
Empieza con una amoladora. El metal limpio es metal feliz. En las instalaciones de ShincoFab, nuestra norma es sencilla: si hay cascarilla de laminación, aceite u óxido, el soplete no se enciende.
Si utilizas un alambre de relleno grueso en chapa fina, te estás abocando al fracaso. Tendrás que subir la potencia de tu soldador solo para fundir ese alambre grueso. La solución es sencilla. Utiliza un alambre de un calibre inferior. Por ejemplo, si nuestros operarios están soldando con MIG chapa fina con alambre de 0,035, les exigimos que lo cambien por uno de 0,023, siguiendo las normas del sector. buenas prácticas para minimizar la aportación de calor en chapas metálicas de poco espesor. Un alambre más fino se funde a una temperatura mucho más baja, lo que se traduce en un producto final más plano y sin deformaciones.
Coge un cepillo de alambre o un disco de láminas. Limpia los bordes hasta dejar el metal desnudo y brillante. Cuanto más limpia esté la junta, más rápido podrás mover el soplete. Un movimiento rápido se traduce en una pieza más fría y con un acabado más uniforme.
Consigue un montaje perfecto (sin dejar huecos)
No se pueden salvar grandes diferencias sin aportar un exceso de calor.
Para rellenar un hueco abierto es necesario construir un puente de metal fundido, lo que aumenta el aporte de calor.
Sigue estos tres pasos para garantizar un ensamblaje metálico firme y sin huecos:
- Mide dos veces para evitar atajos.
- Lija los bordes hasta que queden rectos.
- Ajusta las piezas hasta que queden a ras antes de sujetarlas con las abrazaderas.
Cuanto más ajustado sea el encaje, menos calor se necesita para conseguir una soldadura resistente.
¿Importa el calibre del alambre de relleno? (Sí, y te explicamos por qué)
Muchos soldadores se fijan en el espesor del metal base y no tienen en cuenta el calibre del alambre de aportación.
Si se utiliza un alambre de aportación grueso en chapa fina, hay que aumentar la potencia de la soldadora para fundir el alambre. La solución es utilizar un alambre de menor calibre. Por ejemplo, si nuestros operarios están soldando chapa fina con soldadura MIG con alambre de 0,035, les obligamos a cambiar a alambre de 0,023. Un alambre más fino se funde a una temperatura más baja, lo que da como resultado un producto final más liso.
Paso 2: Prueba con chatarra
No te dejes llevar por las corazonadas a la hora de ajustar los parámetros de la soldadora. Ajustar los parámetros sobre la marcha, mientras trabajas en el proyecto, es arriesgado. Si la máquina se calienta demasiado, deformarás o quemarás el metal en buen estado.
Por qué nunca debes adivinar los ajustes
Prueba primero los ajustes con chatarra. Si calculas a ojo el voltaje y la velocidad de alimentación del alambre, puedes deformar un panel plano en cuestión de segundos.
Nuestra norma en el taller de ShincoFab: si no se realiza una prueba previa, no habrá arco en el producto final. Dedicar cinco minutos a realizar una prueba de soldadura elimina por completo ese riesgo y evita que las piezas cortadas con láser acaben en la papelera de desechos.
Ajuste de la tensión y la velocidad de desplazamiento en el «trash metal»
Las piezas de prueba deben proceder del mismo lote que tu proyecto y tener exactamente el mismo espesor y material.
Sigue estos cuatro pasos para ajustar correctamente los parámetros de tu máquina de soldadura utilizando chatarra:
- Prepara una junta de prueba: Sujeta con unas abrazaderas dos trozos de resto de material, igual que en tu proyecto.
- Haz un cordón rápido: Fíjate en el charco y escucha el arco.
- Comprueba la calefacción: ¿La soldadura está penetrando demasiado? Baja la tensión.
- Ajusta tu velocidad: Mueve las manos lo suficientemente rápido como para mantener el calor bajo, pero lo suficientemente lento como para fundir el metal.
Juega con los mandos hasta que la soldadura tenga el aspecto adecuado. Una vez que hayas fijado los ajustes, no los toques.
Paso 3: Disipar el calor con disipadores térmicos
El metal fino se calienta rápidamente. Es necesario encontrar una forma de disipar el calor del panel antes de que provoque daños. Un disipador térmico hace precisamente eso.
Cómo las barras de soporte de cobre protegen el metal fino
Las barras de soporte de cobre actúan como disipadores de calor para chapas finas. En ShincoFab, mecanizamos bloques de soporte de cobre a medida, de 1/2 pulgada de grosor por 2 pulgadas de ancho —normalmente en longitudes de 12 y 24 pulgadas— para series de producción de gran volumen.
El cobre tiene una conductividad térmica excepcional, que transmite el calor mucho más rápido que el carbono o el acero inoxidable. Cuando colocas una barra gruesa de cobre detrás de la soldadura, actúa como una enorme esponja térmica, absorbiendo el intenso calor de la zona de soldadura antes de que pueda deformar el metal circundante.
Colocación de los disipadores térmicos para obtener la máxima eficacia
Un disipador térmico requiere un contacto firme y plano para crear una vía térmica.
Sigue estos tres pasos para instalar tus disipadores térmicos y conseguir la máxima transferencia térmica:
- Por detrás de la costura: Coloca la barra de cobre justo detrás de la junta.
- Apriétalo bien: Utiliza abrazaderas para presionar el cobre contra el acero. Si queda un espacio de aire, el calor no se transmite.
- Presta atención a la distancia de seguridad: Coloca las abrazaderas cerca de la unión sin que obstaculicen el paso del soplete de soldadura.
Si no tienes una barra de cobre, un bloque grueso de aluminio también sirve.
Paso 4: Inmovilizarlo por completo (restricciones físicas)
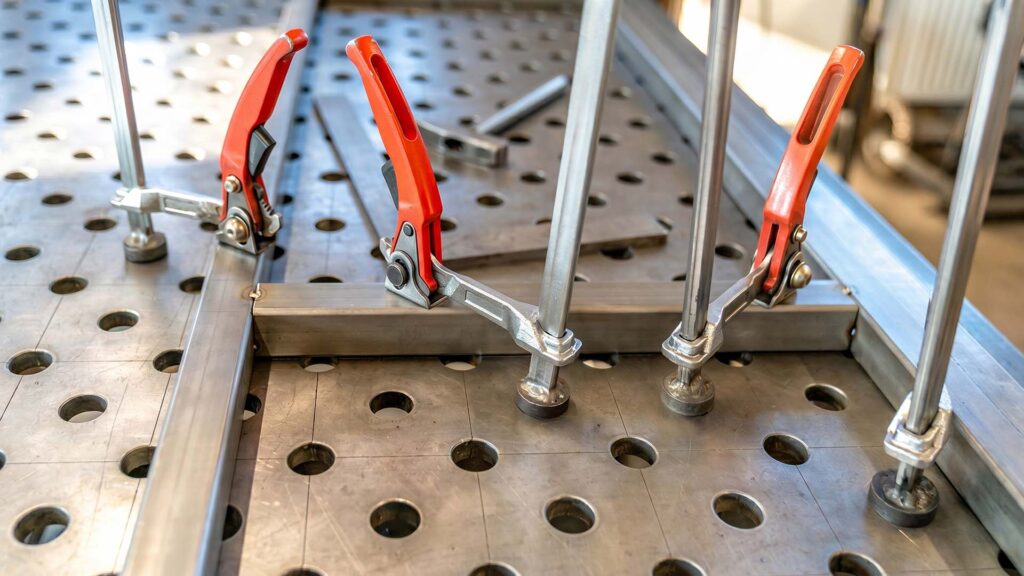
El enfriamiento del metal genera fuertes fuerzas de tracción. Debes fijar físicamente las piezas para que no se muevan.
Utiliza abrazaderas y plantillas de alta resistencia
A medida que la soldadura se enfríe, ejercerá una fuerte tracción.
Necesitas abrazaderas de alta resistencia para sujetar el material. Para trabajos industriales repetitivos, nuestro equipo de ingeniería diseña plantillas de soldadura a medida. Las plantillas mantienen las piezas perfectamente alineadas en todo momento. Si el metal se desliza, se deformará.
Soportes y refuerzos temporales para soldadura
Para las piezas que sean demasiado grandes para sujetarlas con una abrazadera, utiliza soportes provisionales.
Si vas a fabricar un marco de 90 grados, la esquina tenderá a cerrarse a medida que se enfríe. Fija provisionalmente un trozo de chatarra en diagonal a través de la esquina interior para crear una estructura rígida.
Utiliza estos dos métodos para añadir refuerzos temporales y evitar que el metal se combe:
- Mantén los paneles grandes en posición horizontal: Fija un trozo de perfil angular grueso justo al lado de la costura de soldadura.
- Evita los movimientos de lado a lado: Suelda los trozos de chatarra en perpendicular a las uniones.
Cuando el proyecto se haya enfriado, corta los tirantes y lija las zonas hasta que queden lisas.
Sujeta tu pieza directamente a la mesa con puntos de soldadura
A veces, sujetar el metal al banco de trabajo no es suficiente. El metal intentará levantarse cuando se caliente.
Fija tu proyecto con soldaduras de fijación directamente a la mesa de trabajo metálica. Solo necesitas tres o cuatro soldaduras de fijación pequeñas alrededor de los bordes exteriores. Cuando se enfríen las soldaduras definitivas, corta las soldaduras de fijación con un disco de corte.
Paso 5: Domina las soldaduras de fijación
Las soldaduras de fijación constituyen la base de tu proyecto.
Por qué las tachuelas son tu primera línea de defensa
Las tachuelas mantienen todo alineado. Aportan al metal la resistencia necesaria para soportar las fuerzas de tracción de la soldadura final.
Haz que tus tachuelas midan aproximadamente 1/4 de pulgada de largo. Deben ser lo suficientemente resistentes como para mantener unidas las piezas. Si las haces demasiado grandes, generarán un exceso de calor.
Comprueba los huecos después de fijar con puntadas de sujeción. Si el hueco parece más ancho en algunos puntos, añade puntadas de sujeción adicionales para fijarlo bien.
La secuencia de tacleo «de centro hacia fuera»
Si empiezas a clavar desde el borde, el calor hará que el otro extremo se separe. En su lugar, utiliza el método «del centro hacia fuera».
Sigue estos tres pasos para realizar la secuencia de puntadas «del centro hacia fuera»:
- Empieza justo en el centro: Coloca la primera tachuela en el centro de la junta.
- Avanzar hacia fuera: Ve colocando las siguientes tachuelas poco a poco hacia cada borde.
- Distribúyelas de manera uniforme: En el caso de la chapa metálica, deja una separación de entre 2 y 4 pulgadas entre las tachuelas.
La secuencia «de centro hacia fuera» desplaza la tensión hacia los extremos abiertos del metal. Las fuerzas de contracción se distribuyen de forma natural, en lugar de concentrarse en un solo punto.
Paso 6: Controla el calor (técnicas inteligentes de soldadura)
La forma en que aplicas el vidrio es importante. Para evitar que se deforme, replantéate cómo mueves el soplete.
Evita la soldadura continua (utiliza puntadas cortas)
En lugar de soldar 24 pulgadas de forma continua, divídelo en segmentos.
Suelda un tramo de dos pulgadas y luego para. Deja un espacio, avanza un poco y suelda otro tramo de dos pulgadas. Así le das tiempo al metal de alrededor para que se enfríe.
También puedes ir alternando lados para equilibrar la tensión. Suelda tres pulgadas en el lado izquierdo y, a continuación, pasa al lado derecho y suelda allí otras tres pulgadas. Al ir alternando de un lado a otro, las fuerzas de contracción se contrarrestan entre sí.
Explicación del método «Back-Step»
En lugar de avanzar a lo largo de la junta, suelda hacia atrás.
Empieza a unas pulgadas del borde. Suelda hacia atrás, en dirección al punto de partida. A continuación, desplázate unas pulgadas más hacia abajo por la junta sin soldar. Vuelve a soldar hacia atrás hasta unirte con el baño de fusión anterior.
Esto impide que el calor avance en una sola dirección y divide la tensión térmica en segmentos más manejables.
Muévete más rápido para que no suba la temperatura
Si te desplazas demasiado despacio, el calor penetra profundamente en el panel circundante. Mantén una velocidad de desplazamiento lo suficientemente alta como para que la zona afectada por el calor sea reducida.
Evita los movimientos amplios de tejido, que hacen que las altas temperaturas se extiendan por una zona muy amplia. En su lugar, utiliza una hilera recta y apretada.
Resiste la tentación de soldar en exceso. Una junta de 3/16 pulgadas no necesita un cordón de soldadura tan grande, de 1/4 pulgadas. El metal de aportación adicional aporta un exceso de calor y tensa más el metal.
Paso 7: Deja que se enfríe (¿Se puede enfriar una soldadura con agua o aire comprimido?)
Deja que la soldadura terminada se enfríe de forma natural. No aceleres el proceso de enfriamiento.
Por qué nunca debes enfriar metal al rojo vivo
Nunca enfríes una soldadura recién realizada en agua.
Cuando se sumerge una soldadura a 1.000 grados en agua fría, se produce un choque térmico violento. Tal y como se detalla en directrices metalúrgicas para el tratamiento térmico y el temple, este enfriamiento rápido e incontrolado provoca que sucedan dos cosas terribles:
- Destruye la soldadura: El impacto repentino hace que el metal se vuelva frágil, lo que a menudo provoca que la soldadura nueva se agriete por la mitad.
- Le estropea la forma: Las fuerzas de tracción retuercen la pieza con tanta intensidad que ya no se puede reparar.
La única opción segura es dejar que el metal se enfríe de forma natural al aire.
Los daños ocultos del aire comprimido y los trapos húmedos
No utilices trapos húmedos, aire comprimido ni ventiladores para enfriar las soldaduras.
La refrigeración forzada provoca temperaturas desiguales en todo el panel.
A continuación te explicamos cómo los métodos de enfriamiento forzado dañan tu chapa metálica caliente:
- Trapos húmedos: Enfriar la capa superior demasiado rápido, lo que provoca grietas en la superficie.
- Aire comprimido: Congela un lado mientras el otro permanece caliente, lo que hace que el metal se combe.
- Aficionados: Generan corrientes de aire irregulares que deforman las chapas finas.
Deja que el metal se enfríe a temperatura ambiente de forma lenta y uniforme.
¿Qué hacer si el metal sigue deformándose?

Si el metal sigue deformándose tras haberlo sujetado, cosido y enfriado correctamente, tienes dos formas de solucionarlo.
¿Cómo se corrige la deformación del metal tras la soldadura?
El alisado térmico utiliza calor para corregir las deformaciones.
Cuando un panel se deforma, uno de los lados se alarga (el lado “largo”). Hay que encoger ese lado largo.
Calienta una pequeña zona del lado largo hasta que adquiera un color rojo mate. Retira el soplete y deja que se enfríe al aire de forma natural. A medida que la zona al rojo vivo se enfría, se contrae. Esa contracción hace que el metal circundante vuelva a alinearse.
Prensado y plegado mecánicos
Si el calor por sí solo no es suficiente, utiliza prensas hidráulicas combinadas con abrazaderas de alta resistencia para forzar a un conjunto doblado a recuperar su forma.
Sigue estos tres pasos para combinar de forma segura el calor con la fuerza mecánica a la hora de alisar el cabello:
- Calienta ligeramente la zona doblada con un soplete, a una temperatura de entre 400 y 600 °F.
- Aplica presión con la prensa muy lentamente.
- Empuja un poco, detente y comprueba tu alineación.
Conclusión
Es más fácil evitar la deformación antes de que se produzca que enderezar un marco dañado. Tómate tu tiempo para limpiar los bordes, prueba los ajustes en un trozo de material de desecho y sujeta todo bien con abrazaderas.
En ShincoFab, procesamos y soldar chapa metálica Todos los días. Estos procedimientos operativos estándar (SOP) garantizan que cada pieza que fabricamos tenga las dimensiones correctas y cumpla con las especificaciones del cliente. Tanto si se trata de soldar un soporte a medida como de subcontratar una serie de producción, controlar el calor es la prioridad.
Ahora, ve al taller, ajusta bien las piezas y haz unas soldaduras planas. Si necesitas fabricación de chapa metálica de precisión a gran escala, ya sabes dónde encontrarnos.

