
Wypaczenie metalu to częsty powód frustracji podczas spawania. W ShincoFab, co miesiąc obrabiamy i spawamy tysiące elementów z blachy. Po wykonaniu na zamówienie ram, precyzyjnych drzwi oraz obudów blaszanych o wąskich tolerancjach dla klientów przemysłowych nasi specjaliści nauczyli się, jak zapobiegać odkształceniom termicznym na skalę produkcyjną.
W tym poradniku pokażę Ci dokładnie, jak zapobiegać wypaczeniu metalu podczas spawania. Przedstawię Ci krok po kroku proces, dzięki któremu Twoje projekty pozostaną płaskie. Omówimy, jak przygotować metal, zamocować go za pomocą zacisków, odpowiednio ustawić spawarkę oraz zastosować sprytne sztuczki spawalnicze, aby zapobiec wypaczeniu, zanim jeszcze do niego dojdzie.
Rozwiążmy ten problem raz na zawsze.
Dlaczego metal wypacza się podczas spawania?

Aby zapobiec wypaczaniu się metalu, należy najpierw zrozumieć, dlaczego do tego dochodzi.
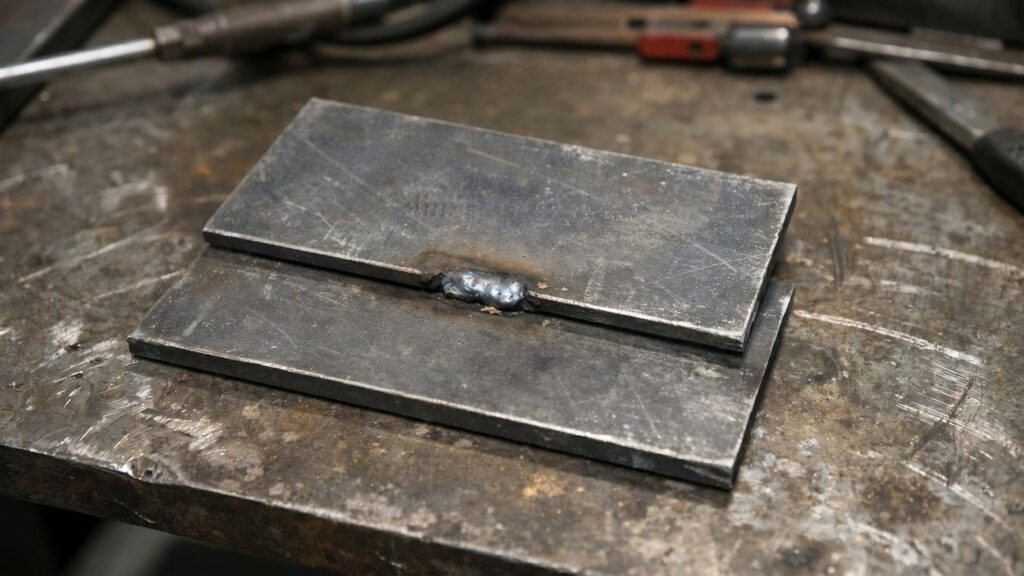
Wypaczenie metalu podczas spawania wynika z jego rozszerzalności cieplnej i kurczliwości. Ciepło łuku spawalniczego powoduje rozszerzenie się metalu, a następujące po tym gwałtowne ochłodzenie powoduje skurczenie się świeżo stopionego połączenia, co prowadzi do powstania znacznych naprężeń wewnętrznych, które wyginają i odkształcają materiał.
Cykl ogrzewania i chłodzenia (rozszerzalność cieplna)
Gdy metal się nagrzewa, rozszerza się. Gdy się ochładza, kurczy się.
Temperatura jeziorka spawalniczego osiąga ponad 2 500°F w ciągu kilku sekund. Metal wokół spoiny gwałtownie się nagrzewa i wypycha na zewnątrz.
Następnie przerywasz spawanie. Metal stygnie i próbuje skurczyć się z powrotem do pierwotnych wymiarów.
Ale teraz elementy są ze sobą połączone. Metal chce się skurczyć, ale nowe spawanie utrzymuje go w miejscu. Powoduje to powstanie znacznego naprężenia wewnętrznego. To właśnie to naprężenie jest siłą, która rozciąga, wygina i skręca twój projekt, powodując jego odkształcenie.
Dlaczego cienki metal stanowi największe wyzwanie?
Grube blachy stalowe są wytrzymałe. Cienkie blachy – nie.
Gruby kawałek metalu działa jak gąbka, pochłaniając ciepło i bezpiecznie odprowadzając je z obszaru spawania. Cienki metal nie ma tej dodatkowej masy, więc ciepło nie ma gdzie się ulotnić.
Podczas spawania cienkiego metalu zachodzą następujące trzy zjawiska:
- Zbyt szybko się nagrzewa: Ciepło rozprzestrzenia się na dużą powierzchnię, powodując rozszerzenie się całego panelu.
- Brakuje mu siły: Cienki metal nie jest w stanie wytrzymać siły rozciągającej powstającej podczas stygnięcia spoiny.
- Łatwo się wygina: Działające na siebie siły ciepła i zimna szybko powodują, że powierzchnia staje się pofalowana.
Sposoby charakterystyczne dla obróbki metali, o których musisz wiedzieć
To, co sprawdza się w przypadku stali miękkiej, niszczy inne materiały. Przed rozpoczęciem spawania musisz dokładnie wiedzieć, jak dany metal reaguje na ciepło.
Aluminium: szybkie nagrzewanie i łagodne krawędzie
W przeciwieństwie do stali aluminium nie rozżarza się na czerwono przed stopieniem. W jednej chwili może wyglądać na nienaruszone, a w następnej już przebić stół na wylot.
Widać to podczas produkcji aluminium 6061 podwozie. Ponieważ materiał ten szybko przewodzi ciepło, rozchodzi się ono po całej części. Jeśli operatorzy doprowadzą nadmiar ciepła do aluminiowej ramy, konstrukcja ulegnie skręceniu i utracie prostoliniowości, co sprawi, że nie będzie nadawać się do montażu wymagającego ścisłych tolerancji.
Stal nierdzewna: duża rozszerzalność i zatrzymywanie ciepła
Stal nierdzewna charakteryzuje się niską przewodnością cieplną.
W zeszłym roku wyprodukowaliśmy dużą partię obudów spożywczych ze stali nierdzewnej 304 o grubości blachy 18 gauge. Okazało się, że ciepło gromadzi się właśnie w miejscu spoiny. Zgodnie z danymi metalurgicznymi austenityczna stal nierdzewna 304 charakteryzuje się współczynnikiem rozszerzalności cieplnej wyższym niż stal miękka, przy czym przewodzi ciepło zaledwie z jedną trzecią jej szybkości. Duża ilość ciepła zgromadzona w jednym miejscu powoduje miejscowe rozszerzenie. Ta kombinacja sprawia, że trudno jest zachować płaskość cienkiej blachy ze stali nierdzewnej bez ścisłego przestrzegania protokołów fabrycznych.
Krok 1: Przygotuj metal i maszynę

Większość odkształceń powstałych podczas spawania wynika z nieprawidłowego ustawienia. Odpowiednie przygotowanie zapobiega późniejszym odkształceniom metalu.
Czystsze spoiny metalowe, mniejsza temperatura
Zacznij od szlifierki. Czysty metal to dobry metal. W ShincoFab obowiązuje prosta zasada: jeśli na powierzchni jest zgorzelina walcownicza, olej lub rdza, palnik pozostaje wyłączony.
Jeśli używasz grubego drutu spawalniczego do spawania cienkiej blachy, skazujesz się na porażkę. Musisz zwiększyć moc spawarki tylko po to, by stopić ten gruby drut. Rozwiązanie jest proste. Wystarczy użyć drutu o mniejszym przekroju. Na przykład, jeśli nasi pracownicy spawają cienką blachę metodą MIG drutem o średnicy 0,035, wymagamy, aby zastąpili go drutem o średnicy 0,023, zgodnie z normami branżowymi najlepsze praktyki w zakresie minimalizacji doprowadzania ciepła do cienkich blach. Cieńszy drut topi się w znacznie niższej temperaturze, co oznacza, że gotowy produkt jest bardziej płaski i pozbawiony wypaczeń.
Weź szczotkę drucianą lub tarczę listkową. Wyczyść krawędzie tak, aby odsłonić lśniący, goły metal. Im czystsze połączenie, tym szybciej możesz przesuwać palnik. Szybki ruch oznacza chłodniejszy i bardziej płaski element.
Zadbaj o idealne dopasowanie (bez żadnych szczelin)
Nie da się wypełnić dużych szczelin bez dostarczenia nadmiaru ciepła.
Wypełnienie otwartej szczeliny wymaga zbudowania mostka ze stopionego metalu, co powoduje wzrost doprowadzanego ciepła.
Aby zapewnić szczelne i bezszczelinowe połączenie elementów metalowych, należy wykonać następujące trzy kroki:
- Zmierz dwa razy, żeby uniknąć skrótów.
- Wytocz krawędzie na prosto.
- Przed zamocowaniem elementów należy je docisnąć tak, aby leżały równo z powierzchnią.
Im ściślejsze przyleganie, tym mniej ciepła potrzeba do wykonania mocnego spoiny.
Czy rozmiar drutu spawalniczego ma znaczenie? (Tak, oto dlaczego)
Wielu spawaczy zwraca uwagę przede wszystkim na grubość metalu podstawowego, a nie bierze pod uwagę średnicy drutu spawalniczego.
Jeśli używasz grubego drutu spawalniczego do spawania cienkiej blachy, musisz zwiększyć moc spawarki, aby stopić drut. Rozwiązaniem jest zmniejszenie średnicy drutu. Na przykład, jeśli nasi operatorzy spawają metodą MIG cienką blachę drutem o średnicy 0,035, nakazujemy im przejście na drut o średnicy 0,023. Cieńszy drut topi się w niższej temperaturze, co pozwala uzyskać bardziej płaski produkt końcowy.
Krok 2: Próba z wykorzystaniem złomu
Nie zgaduj, jakie ustawienia spawarki wybrać. Regulowanie ustawień w trakcie realizacji projektu wiąże się z ryzykiem. Jeśli urządzenie będzie się zbytnio nagrzewać, może to spowodować wypaczenie lub przepalenie dobrego metalu.
Dlaczego nigdy nie należy zgadywać, jakie ustawienia wybrać
Najpierw wypróbuj ustawienia na kawałku złomu. Nieodpowiednio dobrane napięcie i prędkość podawania drutu mogą w ciągu kilku sekund spowodować wygięcie płaskiego panelu.
Nasza zasada w warsztacie ShincoFab brzmi: bez próbnego spawania – żadnego łuku na produkcie końcowym. Poświęcenie pięciu minut na wykonanie próbnego zgrzewu całkowicie eliminuje to ryzyko i pozwala uniknąć wyrzucania elementów wyciętych laserowo do kosza na odpady.
Regulacja napięcia i prędkości przesuwu w trybie „Trash Metal”
Próbki muszą pochodzić z tej samej partii co projekt i muszą mieć dokładnie taką samą grubość oraz być wykonane z tego samego materiału.
Aby prawidłowo dostroić ustawienia spawarki na złomie, wykonaj następujące cztery kroki:
- Przygotuj połączenie próbne: Zaciskaj dwa kawałki resztek tak, jak w swoim projekcie.
- Wykonaj szybką zgrzewkę: Obserwuj kałużę i wsłuchaj się w dźwięk łuku.
- Sprawdź, czy ogrzewanie działa: Czy spoina jest zbyt głęboka? Zmniejsz napięcie.
- Dostosuj prędkość: Poruszaj rękami wystarczająco szybko, aby utrzymać niską temperaturę, ale wystarczająco wolno, aby stopić metal.
Reguluj pokrętła, aż spoina będzie wyglądać prawidłowo. Gdy ustawienia zostaną już zatwierdzone, nie zmieniaj ich.
Krok 3: Odprowadzanie ciepła za pomocą radiatorów
Cienki metal szybko się nagrzewa. Trzeba znaleźć sposób na odprowadzenie ciepła z panelu, zanim spowoduje ono uszkodzenia. Radiator właśnie to zapewnia.
W jaki sposób miedziane listwy podkładowe chronią cienki metal
Miedziane bloki podkładowe pełnią funkcję radiatorów w przypadku cienkich blach. W firmie ShincoFab wykonujemy na zamówienie miedziane bloki podkładowe o grubości 1/2 cala i szerokości 2 cali — zazwyczaj o długościach 12 cali i 24 cali — przeznaczone do produkcji seryjnej na dużą skalę.
Miedź charakteryzuje się wyjątkową przewodnością cieplną, przenoszą ciepło znacznie szybciej niż węgiel lub stal nierdzewna. Gdy umieścisz za spoiną gruby pręt miedziany, działa on jak potężna „gąbka termiczna”, pochłaniając intensywne ciepło bezpośrednio ze strefy spawania, zanim zdąży ono spowodować wypaczenie otaczającego metalu.
Rozmieszczenie radiatorów w celu uzyskania maksymalnej skuteczności
Radiator wymaga ścisłego i płaskiego styku, aby zapewnić przepływ ciepła.
Aby skonfigurować radiatory tak, by zapewnić maksymalne odprowadzanie ciepła, wykonaj trzy poniższe kroki:
- Z tyłu szwu: Umieść pręt miedziany bezpośrednio za połączeniem.
- Zacisnąć mocno: Za pomocą zacisków należy mocno docisnąć miedź do stali. Jeśli pozostanie szczelina powietrzna, ciepło nie będzie mogło się przenosić.
- Zwróć uwagę na prześwit: Umieść zaciski blisko połączenia, nie zasłaniając przy tym palnika spawalniczego.
Jeśli nie masz pręta miedzianego, dobrze sprawdzi się gruby blok aluminium.
Krok 4: Zabezpieczenie wszystkiego (fizyczne środki unieruchamiające)
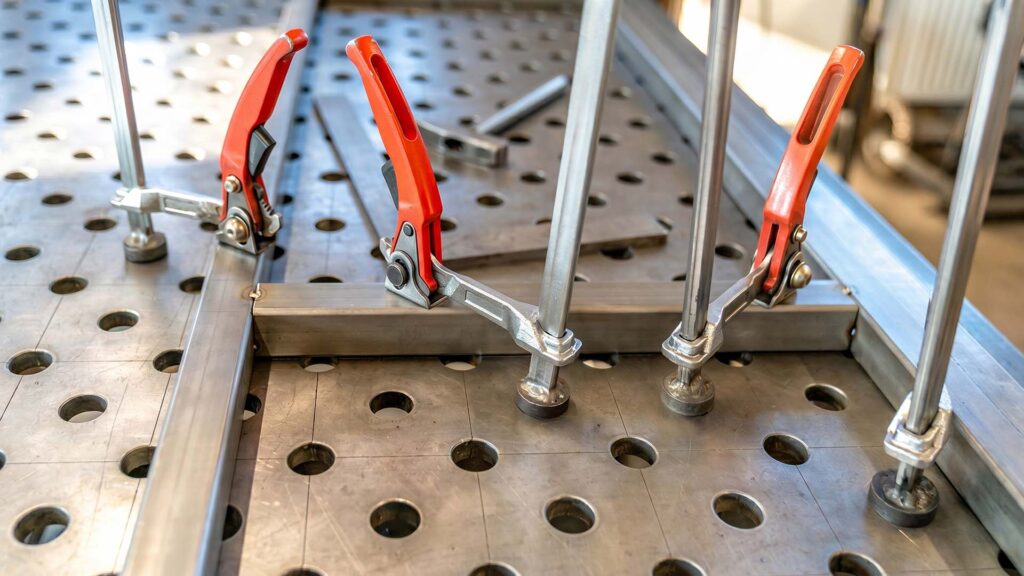
Chłodzenie metalu powoduje powstanie silnych sił rozciągających. Należy fizycznie unieruchomić elementy, aby nie mogły się przesuwać.
Należy stosować wytrzymałe zaciski i przyrządy mocujące
W miarę stygnięcia spoiny będzie ona wywierać silne siły.
Do przytrzymania materiału potrzebne są wytrzymałe zaciski. W przypadku powtarzalnych zadań przemysłowych nasz zespół inżynierów projektuje niestandardowe przyrządy spawalnicze. Przyrządy te za każdym razem utrzymują elementy w prawidłowym ustawieniu. Jeśli metal się przesunie, ulegnie wypaczeniu.
Spawanie tymczasowych podpór i usztywnień
W przypadku elementów zbyt dużych, by zmieściły się w zacisku, należy użyć tymczasowych podpór.
Jeśli wykonujesz ramę pod kątem 90 stopni, podczas stygnięcia narożnik będzie miał tendencję do zamykania się. Przymocuj kawałek złomu po przekątnej w poprzek wewnętrznego narożnika, aby utworzyć sztywny kręgosłup.
Skorzystaj z tych dwóch metod, aby zamontować tymczasowe usztywnienia i zapobiec wyginaniu się metalu:
- Duże panele należy przechowywać w pozycji poziomej: Przymocuj kawałek grubej kątownicy tuż obok spoiny.
- Zatrzymaj ruch na boki: Zgrzewaj skrawki blachy prostopadle do połączeń.
Gdy element ostygnie, odetnij wsporniki i zeszlifuj te miejsca, aż będą gładkie.
Przymocuj element bezpośrednio do stołu za pomocą spoin tymczasowych
Czasami przymocowanie metalu do stołu warsztatowego nie zapewnia wystarczającej wytrzymałości. Metal będzie próbował się unieść, gdy się nagrzeje.
Przymocuj projekt punktowo bezpośrednio do metalowego stołu warsztatowego. Wystarczą trzy lub cztery małe spoiny punktowe wzdłuż zewnętrznych krawędzi. Gdy ostateczne spoiny ostygną, odetnij spoiny punktowe tarczą tnącą.
Krok 5: Opanuj spawanie mocujące
Spoiny tymczasowe stanowią podstawę Twojego projektu.
Dlaczego pinezki stanowią Twoją pierwszą linię obrony
Szpilki zapewniają prawidłowe ustawienie wszystkich elementów. Nadają metalowi wytrzymałość niezbędną do wytrzymania sił rozciągających powstających podczas końcowego zgrzewania.
Zrób szpilki o długości około 1/4 cala. Powinny być wystarczająco mocne, aby utrzymać elementy razem. Zbyt duże szpilki powodują nadmierne nagrzewanie się materiału.
Po przymocowaniu tymczasowym sprawdź szczeliny. Jeśli w niektórych miejscach szczelina wydaje się szersza, dodaj dodatkowe punkty mocujące, aby ją uszczelnić.
Sekwencja „Center-Out Tack”
Rozpoczynanie przybijania gwoździ od krawędzi powoduje, że drugi koniec rozszerza się pod wpływem ciepła. Zamiast tego należy stosować metodę „od środka na zewnątrz”.
Aby wykonać sekwencję szwów od środka na zewnątrz, wykonaj następujące trzy kroki:
- Zacznij dokładnie od środka: Pierwszy szpilkę umieść na środku połączenia.
- Przesuń na zewnątrz: Dodawaj kolejne punkty mocowania stopniowo w kierunku każdej krawędzi.
- Rozmieść je równomiernie: W przypadku blachy należy zachować odstępy między kołkami wynoszące około 2–4 cali.
Sekwencja „od środka na zewnątrz” przenosi naprężenia w kierunku otwartych końców metalu. Siły skurczowe rozkładają się w sposób naturalny, zamiast gromadzić się w jednym miejscu.
Krok 6: Kontrola temperatury (inteligentne techniki spawania)
Sposób układania kropli ma znaczenie. Aby zapobiec wypaczeniu, warto przemyśleć sposób prowadzenia palnika.
Przerwij spawanie ciągłe (stosuj krótkie ściegi)
Zamiast spawać 24 cale w jednym ciągłym odcinku, podziel tę długość na mniejsze odcinki.
Zespawaj odcinek o długości dwóch cali, a następnie przerwij. Pozostaw przerwę, przejdź dalej i zespawaj kolejny odcinek o długości dwóch cali. Dzięki temu otaczający metal ma czas na ostygnięcie.
Można również spawać na przemian po obu stronach, aby zrównoważyć naprężenia. Spawaj trzy cale po lewej stronie, a następnie przejdź na prawą stronę i spawaj tam kolejne trzy cale. Dzięki takiemu przemieszczaniu się w tę i z powrotem siły skurczu wzajemnie się znoszą.
Wyjaśnienie metody „Back-Step”
Zamiast spawać wzdłuż spoiny, spawaj w przeciwnym kierunku.
Zacznij kilka cali od krawędzi. Spawaj wstecz w kierunku punktu początkowego. Następnie przesuń się o kilka cali w dół wzdłuż niespawanego połączenia. Ponownie spawaj wstecz, aż połączysz się z poprzednią kałużą spawalniczą.
Dzięki temu ciepło nie rozprzestrzenia się w jednym kierunku, a naprężenia termiczne są rozdzielane na łatwiejsze do opanowania segmenty.
Działaj szybciej, by nie dopuścić do wzrostu temperatury
Jeśli poruszasz się zbyt wolno, ciepło wnika głęboko w otaczający panel. Utrzymuj prędkość przesuwu na wystarczająco wysokim poziomie, aby strefa wpływu ciepła była wąska.
Należy unikać szerokich ruchów, które powodują rozprzestrzenianie się wysokich temperatur na dużej powierzchni. Zamiast tego należy stosować wąski, prosty pasek spoiwa.
Powstrzymaj się przed nadmiernym spawaniem. Połączenie o grubości 3/16 cala nie wymaga dużego zgrzewu o grubości 1/4 cala. Dodatkowy materiał spawalniczy powoduje nadmierne nagrzewanie i zwiększa naprężenia w metalu.
Krok 7: Pozwól, by się ostygło (Czy można schłodzić spoinę wodą lub sprężonym powietrzem?)
Pozostaw gotową spoinę do naturalnego ostygnięcia. Nie należy przyspieszać procesu chłodzenia.
Dlaczego nigdy nie należy chłodzić gorącego metalu
Nigdy nie schładzaj świeżego spoiny w wodzie.
Gdy zanurzy się spoinę o temperaturze 1 000 stopni w zimnej wodzie, dochodzi do gwałtownego szoku termicznego. Jak opisano w wytyczne metalurgiczne dotyczące obróbki cieplnej i hartowania, to gwałtowne, niekontrolowane ochłodzenie powoduje dwie straszne rzeczy:
- Powoduje to zniszczenie spoiny: Nagły wstrząs powoduje, że metal staje się kruchy, co często prowadzi do pęknięcia nowego spoiny wzdłuż środka.
- To psuje kształt: Siły rozciągające powodują tak silne skręcenie elementu, że nie da się go już naprawić.
Jedynym bezpiecznym rozwiązaniem jest pozostawienie metalu do naturalnego ostygnięcia na powietrzu.
Ukryte szkody spowodowane przez sprężone powietrze i mokre szmaty
Nie należy używać mokrych szmat, sprężonego powietrza ani wentylatorów do chłodzenia spoin.
Chłodzenie wymuszone powoduje nierównomierny rozkład temperatury na powierzchni panelu.
Oto, w jaki sposób metody chłodzenia wymuszonego powodują uszkodzenia rozgrzanej blachy:
- Mokre szmatki: Zbyt szybkie schłodzenie wierzchniej warstwy, co powoduje pęknięcia powierzchniowe.
- Sprężone powietrze: Jedna strona zamarza, podczas gdy druga pozostaje gorąca, co powoduje wygięcie metalu.
- Fani: Powodują powstawanie nierównomiernych przeciągów, które powodują wypaczenie cienkiej blachy.
Pozwól, aby metal ostygł powoli i równomiernie w temperaturze pokojowej.
Co zrobić, jeśli metal nadal się wypacza?

Jeśli metal nadal się wygina po prawidłowym zamocowaniu, zszyciu i schłodzeniu, masz dwie możliwości, aby to naprawić.
Jak naprawić wypaczony metal po spawaniu?
Prostowanie termiczne polega na wykorzystaniu ciepła do usunięcia wypaczeń.
Kiedy panel się wypacza, jedna z jego stron ulega rozciągnięciu (tzw. “dłuższa” strona). Trzeba tę dłuższą stronę skurczyć.
Rozgrzej niewielki fragment na dłuższym boku, aż zacznie świecić matową czerwienią. Odsuń palnik i pozwól, by element ostygł naturalnie na powietrzu. Gdy rozgrzany do czerwoności fragment ostygnie, kurczy się. To skurczenie powoduje, że otaczający go metal ponownie się wyrównuje.
Tłoczenie mechaniczne i gięcie
Jeśli samo ogrzewanie nie wystarczy, należy użyć pras hydraulicznych w połączeniu z wytrzymałymi zaciskami, aby wymusić przywrócenie prawidłowego kształtu wygiętemu zespołowi.
Aby bezpiecznie połączyć działanie ciepła z siłą mechaniczną w celu wyprostowania włosów, należy wykonać trzy poniższe kroki:
- Delikatnie podgrzej zginane miejsce palnikiem do temperatury około 400–600°F.
- Należy bardzo powoli zwiększać nacisk za pomocą prasy.
- Przesuń się nieco, zatrzymaj się i sprawdź ustawienie.
Wnioski
Łatwiej jest zapobiec wypaczeniu, zanim jeszcze do niego dojdzie, niż prostować zniszczoną ramę. Poświęć trochę czasu na wyrównanie krawędzi, sprawdź ustawienia na skrawku materiału i mocno wszystko zaciśnij.
W firmie ShincoFab zajmujemy się obróbką i spawanie blach codziennie. Te standardowe procedury operacyjne (SOP) gwarantują, że każdy produkowany przez nas element jest prostopadły i zgodny ze specyfikacją klienta. Niezależnie od tego, czy spawasz niestandardowy wspornik, czy zlecasz produkcję na zewnątrz, priorytetem jest kontrola temperatury.
A teraz ruszaj do warsztatu, dopracuj montaż i wykonaj kilka spoin płaskich. Jeśli potrzebujesz precyzyjnej obróbki blachy na dużą skalę, wiesz, gdzie nas znaleźć.

