で シンコーファブ, 当社の板金工場では、毎月何千ものスチールやアルミニウムの部品を加工しています。. 私は製造現場の粉体塗装ラインを管理している。あらゆるミスを目の当たりにします。DIYでガレージを改造したものから頑丈な工業用筐体まで、何千もの剥離部品を診断し、修理しています。.
コーティングが剥がれてきたとお感じですか?パウダーコーティングが剥がれるのは、主に表面処理の不備、硬化不足、不適切な塗布厚が原因です。このガイドでは、あなたの塗装が失敗した理由を正確に説明します。また、私たちの工場ラインで行っている品質管理(QC)テープテストの正確な方法をご紹介しています。最後に、失敗を修正し、次のロットが鉄のように固着することを保証するための正確な手順を示します。.
始めよう。.

はがれ、欠け、ひび割れ?
部品をよく見てください。修理を試みる前に、損傷の種類を特定する必要があります。目視で確認できる故障の種類によって、工程上のミスは大きく異なります。.
この簡易診断表を使って、見た目のダメージと根本的な原因を照らし合わせてください:
| 視覚症状 | どのように見えるか | 主な原因 |
|---|---|---|
| 剥離(フレーキング) | 大きく剥がれ落ち、むき出しの金属が露出する。. | 表面処理の不良(金属が汚れている、油っぽい、埃っぽい)。. |
| チッピング | 角や鋭角に小さな欠けがある。. | 厚く塗りすぎると塗膜がもろくなる。. |
| クラッキング | 仕上げにクモの巣状の線が入り、ペンキは付着したまま。. | 不適切なオーブン温度により、硬く柔軟性に欠ける仕上がりになる。. |
パウダーコートが剥がれたり、はがれたりする原因は?
コーティングの剥離 大きく剥がれ落ちる. .この失敗が露呈した。 したじき.
粉末は最初、金属との結合に失敗した。. 表面が汚れている、油っぽい、埃っぽい 適切な接着を妨げます。ペンキは脂ぎった表面にはつきません。.
なぜパウダーコートは端が欠けるのか?
落葉 小さな欠け, 通常は 角や鋭いエッジ. .衝撃やバンプがこのような特定のダメージを引き起こす。.
過剰な塗布厚 欠けやすくなる。厚い被毛はもろくなる。脆い被毛は衝撃で折れる。.
なぜパウダーコートは蜘蛛の巣のようにひび割れるのか?
クラッキングが生み出すもの クモの巣状の線 を横切る。表面はコーティングの間に壊れる 金属に付着したまま.
金属はたわむが、硬い塗装は砕ける。. 不適切なオーブン温度 この故障の原因である。仕上がりは過度に硬化し、柔軟性を失い、応力で破損する。.
損傷箇所を特定したら、その周辺をテストし、コーティングの残りの部分が故障するかどうかを確認する。.

パウダーコートの接着性をテストするには?(60秒テープテスト)
小さな剥がれが見える。部品全体を剥がす前に、簡単なテープテストを行ってください。. 業界では、これを次のようなバリエーションと呼んでいる。 ASTM D3359 クロスハッチ試験. この簡単なDIYトリックによって、粉末と金属の真の結合強度が明らかになる。.
このテストは施工前に行ってください。早めのテストは、後で大量の塗装不良を防ぐことができます。.
粉体塗装の付着性を調べるクロスハッチテープ試験を行うには、以下の6つのステップに従う:
- 鋭利なカッターナイフを使う。.
- 塗った部分の隠れた場所を選ぶ。.
- 塗料に小さな三目並べの格子を切る。素地に届くくらい強く押す。.
- 強力テープ(ガムテープのようなもの)をグリッドの上に平らに貼る。.
- テープを強くこする。.
- テープを素早く剥がす。.
さて、テープを調べてみよう。.
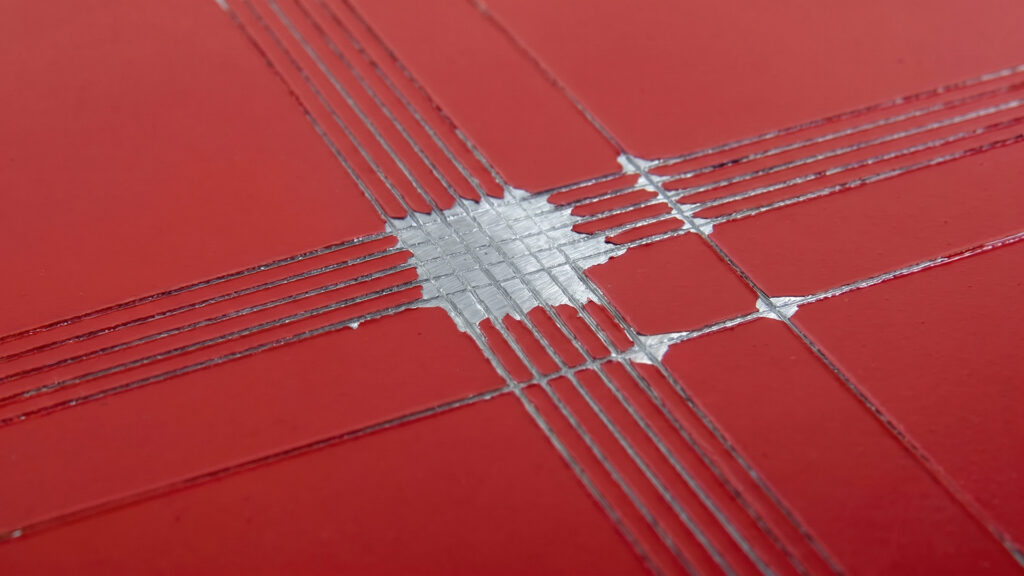
きれいなテープは強力な接着を示す。孤立した剥離は、小さな局所的な欠陥を示す。.
テープにペンキがこびりついているのは、接着不良が広範囲に及んでいることを示しています。残りのフィニッシュはいずれ剥がれ落ちるでしょう。.
粉体塗装が剥がれる原因は?
粉体塗料がはがれる6つの主な原因は、金属の汚れ、硬化不足の部品、過度の厚み、下地の不良、鋭利なエッジ、粉体の化学的性質の間違いである。.
パウダーコーティング は正確な塗布を必要とする。工程上のミスは接着を破壊する。ここでは、これらの隠れた殺人者について詳しく見ていこう。 私たちは常にShincoFabの生産ラインを監視しています。.
汚れた金属はどのように接着を防ぐのか?
粉体塗装の失敗のほとんどは、洗浄不良が原因である。. 油をたっぷり塗ったレーザーカット部品がよく持ち込まれます。雑巾で拭いても、1週間もしないうちにコーティングが剥がれてしまうのです。. 表面の汚れが粉体の付着を阻害する。.
さらに、多孔質金属(鋳造アルミニウムなど)に閉じ込められたオイルはアウトガスの原因となる。膨張したガスは気泡を形成します。この気泡は焼成中に仕上げ材を突き破って破裂します。このプロセスは接着を破壊する。永久的な接着を実現するには、外科手術のようにきれいな表面が必要です。.
パウダーコートの硬化が不十分だとどうなるか?
熱が粉を溶かす。溶けた粉が部品を横切って流れる。冷却されたプラスチックが金属に固定される。.
どのパウダーも特定の “キュアスケジュール”-温度と時間の厳格な組み合わせ-を必要とする。. ShincoFabの工業用オーブンでは、空気ではなく金属の中心温度をモニターしています。. 硬化時間(例えば20分) のみ は、金属基板が実際に目標温度(たとえば400°F)に達した時点で開始される。それは ない 冷たい部分を熱いオーブンに入れたときから始める。.
アンダーベーキングは、パウダーが完全に硬化するのを妨げる。その結果、“焼きが足りない ”シェルが出来上がる。外見上はきれいに仕上がるが、簡単に削れてしまう。.

なぜパウダーを厚く吹き付けると剥がれるのか?
余分な粉は仕上げを台無しにする。コーティングの厚さは2~3ミルの間に保つ。5ミル以上のコーティングはもろくなります。もろいコーティングは接着を損ない、欠けやすくなります。逆に、厚みが薄いと金属がむき出しになります。正確な厚みを保つ必要があります。.
アース不良は粉体塗装にどう影響するか?
パウダーコーティングは静電気に依存している。スプレーガンの電極が粉体をプラスに帯電させる。接地された金属部分はマイナスのアンカーの役割を果たす。接地が弱いと、静電引力は失敗する。.
この失敗がファラデーケージ効果を生む。この効果によってパウダーが内側のコーナーからブロックされる。その結果、ある部分ではパウダーが大量に付着し、ある部分ではパウダーがむき出しになる。.
なぜ鋭いエッジが先に剥がれるのか?
剥離は鋭利な部分から始まることが多い。加熱されたパウダーは、鋭利な部分から自然に引き剥がされる。鋭いエッジは危険なほど薄い塗膜を作る。水分はこの薄い部分に浸透する。この水分が剥離の引き金となる。鋭利なエッジを削ることで、この不具合を防ぐことができます。.
紫外線暴露はどのようにエポキシ粉末を破壊するのか?
紫外線はエポキシ・パウダーを素早く劣化させ破壊する. .屋内用のパウダーは、屋外では退色したり、チョーキングしたり、粘着力を失ったりします。パウダーの化学的性質を物理的環境に合わせる必要があります。.
ガレージのDIY粉体塗装はなぜ早く剥がれるのか?
あなたは安価なスプレーガンを買った。古いストーブをガレージに引きずり込んだ。1ヵ月後、部品からコーティングが剥離した。. ホビー愛好家が故障したパーツをサルベージするために私たちの工場に持ち込むとき、私たちは常にこのような光景を目にする。.
DIYのガレージ作業は、3つの具体的な理由から、工場出荷時の仕上げよりも早く接着不良に見舞われる。.
第一に、DIYのセットアップには化学的な前処理が欠けている。単純な溶剤による拭き取りでは、微細な汚染物質が残る。. ShincoFabのプロフェッショナル・ラインでは、以下のものを使用しています。 多段階化学前処理洗浄. .私たちは高温の重質リン酸塩を使用している。. 高温のリン酸塩が金属をエッチングする。エッチングされた表面は機械的な輪郭を作る。パウダーはこのプロファイルに結合します。.
第二に、安価なスプレーガンは結果に一貫性がない。静電気を安定させることができないのだ。帯電が弱いと粉が固まる。固まりは塗膜の厚みにムラを作る。.
第三に、キッチンのオーブンは適切な空気循環を欠いている。空気の循環が悪いと、温度が大きく変動する。温度変動は焼きムラの原因となる。不均一なベーキングは接着不良を保証する。.

パウダーコートのはがれを直すには?
接着不良には対処が必要です。ダメージを補修するか、最初からやり直すか。.
リキッドタッチアップペイントはいつ使うべきか?
小さな欠けには簡単な修理が必要です。欠けた部分の鋭角をやすりで削る。その部分をきれいに拭き取る。適合するリキッド・タッチアップ・ペイントを塗る。.
しかし、液体塗料は硬化したパウダーのような耐久性に欠ける。外観に若干のムラができる。将来的な剥離に弱い。.
フルストリップとリコートが必要な場合とは?
大きく剥がれたシートは、完全に剥がして再塗装する必要がある。剥がれた上に新しいパウダーを吹き付けることはできません。.
サンドブラストは、部品全体を素地まで剥離します。このプロセスにより、劣化した塗装はすべて取り除かれる。また、新しい機械的プロファイルを作成します。新しいパウダーはこの粗いテクスチャーに固定される。.
しかし、多くのDIY愛好家は高価なサンドブラスト装置を利用できません。サンドブラスターを買う余裕がない場合は、工業用化学剥離剤を使うのが効果的です。化学剥離剤(エアクラフト・リムーバーやB17など)は化学結合を破壊し、劣化したパウダーコートを素地まで溶かします。剥離剤を大量に塗布し、塗装が泡立ち浮き上がるのを待ち、削り取る。これらの化学薬品は非常に腐食性が強いため、常に厳重な安全装備を着用すること。.

剥離についてプロのコーターにどう相談すべきか?
あなたはプロの仕上げにお金を払った。店はミスを直すべきだ。.
先月、あるクライアントが、コーティングの不合格がひどい4×4のカスタムバンパーを持ってきた。当社の膜厚計を使用したところ、前のショップが推奨膜厚の3倍である8ミルの膜厚でスプレーしたことがわかりました。サンドブラストで2.5ミルの厚さに再コーティングしたところ、クロスハッチの付着テストにも簡単に耐えることができました。.
工場長として、最善の方法を教えよう。. 怒鳴ると店長は身構える。冷静なコミュニケーションが保証修理を確保する。.
工場長に電話してください。パーツのコーティングが剥がれているんです。接着に問題があるか、厚みがありすぎるかもしれません。検査にお持ちしてもよろしいですか?“
私たちは、技術的な理解を持つクライアントを即座に尊重します。. この言い回しは、個人的な失敗ではなく、技術的なプロセスミスを強調している。評判の良いショップは、あなたのプロフェッショナリズムを高く評価し、無償でパーツを取り外してくれるだろう。.
パウダーコートの剥離を防ぐには?
塗布プロセスを固定することで、接着力の低下を防ぎましょう。以下の3つのルールに従って、恒久的な接着を保証してください。.
粉体塗装の前に金属をきれいにするには?
ベアメタルが土台となる。ヘビーデューティーな脱脂剤が表面の油分を取り除く。きれいな水で化学残留物を洗い流します。完全に乾燥させることで、水分の滞留を防ぎます。隠れた水滴は塗料の接着を破壊します。洗浄前のサンドブラストにより、究極の機械的グリップが得られます。.
適切な硬化温度を測定するには?
オーブンの文字盤を信じると、硬化不足の部品ができる。オーブンには400度と表示されているのに、厚い鉄の部品は250度しかない。.
養生スケジュール開始 のみ 金属が目標温度に達したら赤外線温度計を金属の最も厚い部分に直接向ける。金属が目標温度に達したらタイマーをスタートさせる。.
粉体塗装に最適なスプレーガンの設定とは?
空気圧が高いとパウダーの塗布が台無しになります。空気圧は10~15 PSIの間に保ってください。スプレーガンを表面から8~10インチ離してください。空気圧が高いと、パウダーが早く積もります。これは、将来のチッピングの原因となる、厚く脆い層を作り出します。.
粉体塗装部品のメンテナンスは?
パウダーコートは驚異的な耐久性を誇りますが、適切なメンテナンスが必要です。仕上げを保護し、新鮮さを保ちましょう。.
粉体塗装された金属を洗う最良の方法とは?
刺激の強い化学薬品は仕上げを鈍らせます。溶剤や硬いブラシは、時間の経過とともにコーティングを劣化させます。マイルドな石鹸、ぬるま湯、柔らかいスポンジが汚れを安全に落とします。定期的に洗うことで、汚れや塩分の蓄積を防ぎます。.
小さな欠けが広がるのを防ぐには?
衝撃は小さな欠けの原因となる。露出した欠けは、塗装の下に湿気を招きます。こもった水分は表面の錆を発生させる。この錆が広範囲に及ぶ剥離の引き金となる。.
定期的にパーツをチェックしてください。小さな欠けはすぐにタッチアップペンで塞いでください。迅速なメンテナンスが、コーティングの大きな不良を防ぎます。.
結論
パウダーコートの層間剥離は工程不良のシグナル。汚れた表面、低温のオーブン、過度の厚みは接着を破壊する。.
ShincoFabでは、この現実を日々目の当たりにしています。精密な金属加工は、仕上げが密着しなければ意味がありません。準備は製作と同じくらい重要です。.
金属を入念に洗浄し、パーツの温度を正確に測定し、スプレーの厚みをコントロールする。これらの工場規則を今日から適用すれば、粉体塗装は何年も固定されたままです。.

