
Att metallen vrider sig är ett vanligt problem vid svetsning. Vid ShincoFab, bearbetar och svetsar vi tusentals plåtdelar varje månad. Efter att ha tillverkat specialanpassade ramar, precisionsdörrar och plåtkapslingar med snäva toleranser åt industriella kunder har våra tillverkare lärt sig hur man förhindrar värmeförvrängning i produktionsskala.
I den här guiden kommer jag att visa dig exakt hur du förhindrar att metallen vrider sig under svetsningen. Du får en steg-för-steg-beskrivning av hur du ser till att dina projekt förblir plana. Vi går igenom hur du förbereder metallen, spänner fast den med klämmor, ställer in svetsmaskinen och använder smarta svetsknep för att förhindra deformation redan innan den uppstår.
Låt oss lösa det här problemet en gång för alla.
Varför vrider sig metall när man svetsar den?

För att förhindra att metallen vrider sig måste man först förstå varför det händer.
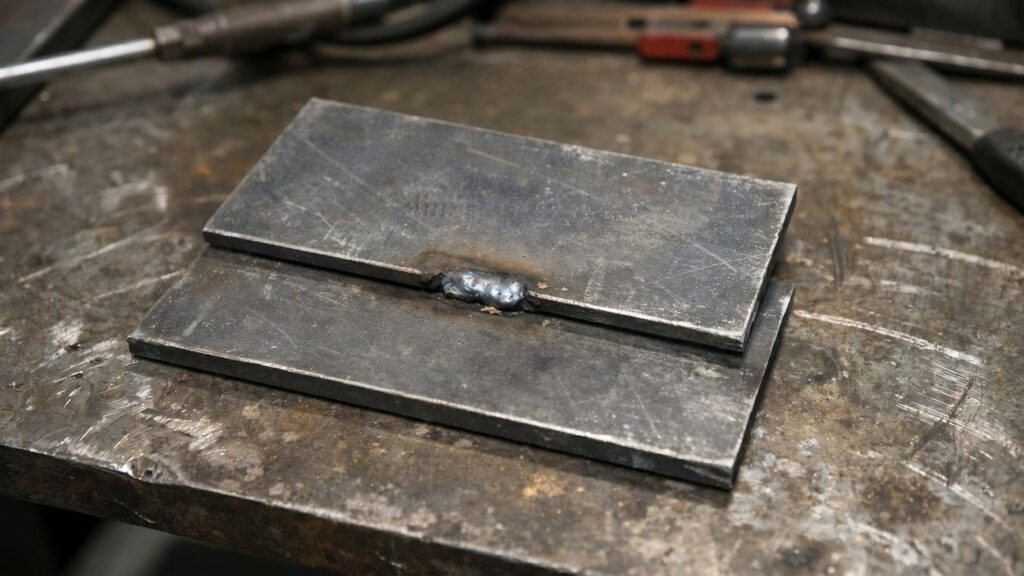
Metallens skevhet vid svetsning beror på termisk expansion och kontraktion. När värmen från svetsbågen får metallen att expandera leder den efterföljande snabba avkylningen till att den nysmälta fogen krymper, vilket skapar kraftiga inre spänningar som böjer och förvränger materialet.
Värme- och kylcykeln (termisk expansion)
När metall blir varm expanderar den. När den svalnar krymper den.
Svetsbadet når en temperatur på över 2 500 °F på några sekunder. Metallen runt svetsfogen värms upp snabbt och trycks utåt.
Sedan slutar du svetsa. Metallen svalnar och försöker krympa tillbaka till sin ursprungliga storlek.
Men nu har det smält samman. Metallen vill krympa, men den nya svetsfogen håller den på plats. Detta skapar en kraftig inre spänning. Det är den spänningen som drar, böjer och vrider ditt projekt ur form.
Varför tunn metall är din största utmaning
Tjocka stålplåtar är tåliga. Tunna plåtar är det inte.
En tjock metallbit fungerar som en svamp som absorberar värmen och leder bort den från svetsområdet på ett säkert sätt. Tunn metall saknar denna extra massa, vilket gör att värmen inte har någonstans att ta vägen.
När man svetsar tunn metall inträffar följande tre saker:
- Den blir för varm för snabbt: Värmen sprider sig i stor utsträckning, vilket får hela panelen att expandera.
- Det saknar styrka: Tunn metall klarar inte av dragkraften från en svalnande svetsfog.
- Den viker sig lätt: De motverkande krafterna från värme och kyla gör snabbt att ytan blir vågig.
Metallspecifika knep som du måste känna till
Det som fungerar bra på mjukt stål förstör andra material. Innan du svetsar måste du veta exakt hur just ditt metall reagerar på värme.
Aluminium: Snabb uppvärmning och mjuka kanter
Till skillnad från stål blir aluminium inte glödande rött innan det smälter. Det kan se helt normalt ut ena sekunden och falla igenom bordet nästa.
Det märker vi när vi tillverkar 6061-aluminium chassi. Eftersom det leder värme snabbt sprider sig värmen genom hela delen. Om operatörerna tillför för mycket värme till en aluminiumram kommer konstruktionen att vrida sig ur form, vilket gör den obrukbar för montering med snäva toleranser.
Rostfritt stål: Stor expansion och lagrad värme
Rostfritt stål har låg värmeledningsförmåga.
Förra året tillverkade vi en stor sats kapslingar av rostfritt stål 304 i livsmedelskvalitet med en tjocklek på 18 gauge. Vi upptäckte att värmen fastnar just vid svetsfogen. Enligt metallurgiska data har austenitiskt rostfritt stål av typen 304 en värmeutvidgningskoefficient som är 50% högre än mjukt stål, samtidigt som det leder värme endast till en tredjedel av hastigheten. Hög värme som stannar kvar på ett ställe orsakar lokal utvidgning. Denna kombination gör det svårt att hålla tunna rostfria plåtar plana utan strikta fabriksprotokoll.
Steg 1: Förbered metallen och maskinen

De flesta svetsdeformationer beror på felaktig inställning. Korrekt förberedelse förhindrar att metallen blir skev senare.
Rena metallsvetsar ger bättre kylning
Börja med en slipmaskin. Ren metall är glad metall. På ShincoFabs verkstadsgolv är vår regel enkel: om det finns valshud, olja eller rost, så får brännaren inte tändas.
Om du använder en tjock tillsatstråd på tunn plåt riskerar du att misslyckas. Du måste skruva upp värmen på svetsmaskinen bara för att smälta den tjocka tråden. Lösningen är enkel. Gå ner en trådstorlek. Om våra medarbetare till exempel MIG-svetsar på tunn plåt med en tråd på 0,035, kräver vi att de byter till en tråd på 0,023, i enlighet med branschens bästa metoder för att minimera värmetillförseln vid bearbetning av tunn plåt. En tunnare tråd smälter vid en betydligt lägre temperatur, vilket ger en planare slutprodukt utan skevheter.
Ta fram en stålborste eller en lamellskiva. Rengör kanterna tills metallen blir blank och ren. Ju renare fog, desto snabbare kan du föra brännaren. Snabba rörelser ger en svalare och jämnare yta.
Se till att din montering blir perfekt (inga mellanrum tillåtna)
Man kan inte överbrygga stora avstånd utan att tillföra extra värme.
För att fylla ett öppet mellanrum måste man bygga en bro av smält metall, vilket ökar värmetillförseln.
Följ dessa tre steg för att säkerställa en tät och spaltfri montering av metallkomponenterna:
- Mät två gånger för att undvika genvägar.
- Slipa kanterna raka.
- Tryck in delarna så att de ligger i jämnhöjd innan du spänner fast dem.
Ju bättre passform, desto mindre värme krävs för att åstadkomma en stark svetsfog.
Spelar storleken på din tillsatstråd någon roll? (Ja, och här är varför)
Många svetsare fokuserar på grundmetallens tjocklek och bortser från fylltrådens storlek.
Om man använder en tjock tillsatstråd på tunn plåt måste man höja värmen på svetsmaskinen för att smälta tråden. Lösningen är att gå ner en trådstorlek. Om våra operatörer till exempel MIG-svetsar tunn plåt med en tråd på .035 kräver vi att de byter till en tråd på .023. En tunnare tråd smälter vid en lägre temperatur, vilket ger en jämnare slutprodukt.
Steg 2: Testkörning med metallskrot
Gissa inte på inställningarna för din svetsmaskin. Det är riskabelt att justera inställningarna mitt i ett pågående projekt. Om maskinen blir för varm kommer metallen att skeva sig eller brännas igenom.
Varför du aldrig bör gissa dig fram till inställningarna
Testa inställningarna på skrot först. Om man gissar sig fram till spänning och trådmatning kan en platt panel böjas på några sekunder.
Vår regel i ShincoFab-verkstaden: Ingen provsvetsning på skrot, ingen ljusbåge på slutprodukten. Att ta fem minuter på sig för att svetsa en provsträng eliminerar den risken helt och hållet och räddar laserskurna delar från skrotkorgen.
Justering av spänning och rörelsehastighet på Trash Metal
Provbitarna måste komma från samma sats som ditt projekt och ha exakt samma tjocklek och material.
Följ dessa fyra steg för att ställa in svetsmaskinens inställningar korrekt vid svetsning av metallskrot:
- Gör en provfog: Kläm ihop två restbitar på samma sätt som i ditt projekt.
- Gör en snabb söm: Håll ögonen på pölen och lyssna på bågen.
- Kontrollera värmen: Går svetsen för djupt? Sänk spänningen.
- Anpassa hastigheten: Rör händerna tillräckligt snabbt för att hålla värmen låg, men tillräckligt långsamt för att smälta samman metallen.
Justera reglagen tills svetsfogen ser bra ut. När du har ställt in parametrarna ska du inte ändra dem.
Steg 3: Led bort värmen med kylflänsar
Tunt metall blir snabbt varmt. Man måste kunna leda bort värmen från panelen innan den orsakar skador. En kylfläns gör just det.
Hur kopparstödstänger skyddar tunn metall
Kopparstödstänger fungerar som kylflänsar för tunna plåtdelar. Hos ShincoFab bearbetar vi skräddarsydda kopparstödstänger med en tjocklek på 1/2 tum och en bredd på 2 tum – vanligtvis i längderna 12 tum och 24 tum – för storskalig produktion.
Koppar har en enastående värmeledningsförmåga, överför värme betydligt snabbare än kolstål eller rostfritt stål. När man placerar en tjock kopparstång bakom svetsfogen fungerar den som en enorm värmesvamp som suger upp den intensiva värmen direkt ur svetszonen innan den hinner få det omgivande metallen att skeva sig.
Placering av kylflänsar för maximal effekt
En kylfläns kräver tät och plan kontakt för att skapa en värmeledningsväg.
Följ dessa tre steg för att montera kylflänsarna så att värmeöverföringen blir så effektiv som möjligt:
- Sy sömmen: Placera kopparstången direkt bakom skarven.
- Spänn fast ordentligt: Använd klämmor för att pressa kopparn tätt mot stålet. Om det finns ett luftgap kan värmen inte överföras.
- Se till att hålla tillräckligt avstånd: Placera klämmorna nära skarven utan att de är i vägen för svetsbrännaren.
Om du inte har en kopparstång fungerar ett tjockt aluminiumblock lika bra.
Steg 4: Fäst allt ordentligt (fysiska fästdon)
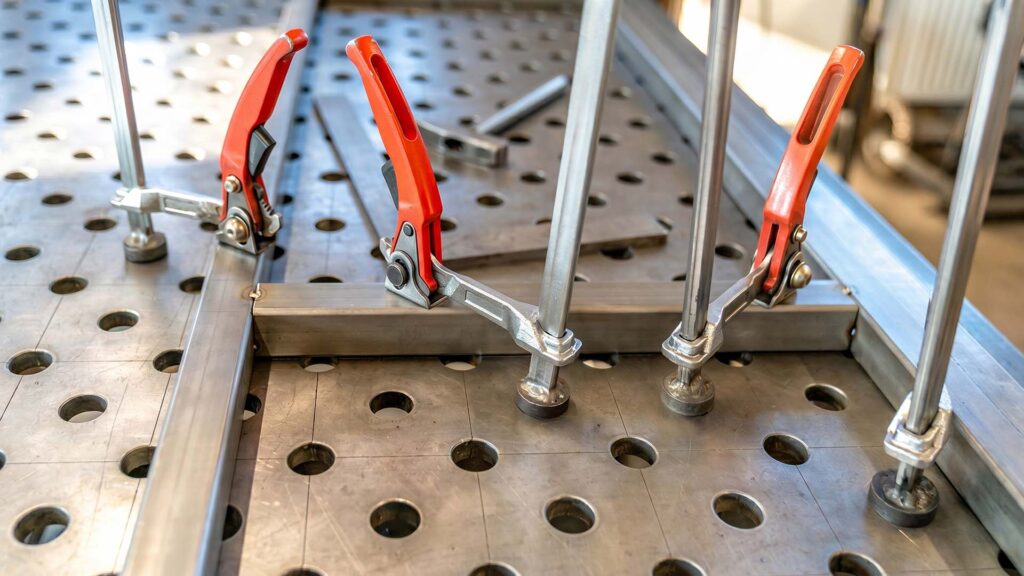
När metall kyls uppstår kraftiga dragkrafter. Du måste fästa fast dina detaljer ordentligt så att de inte kan röra sig.
Använd kraftiga klämmor och jiggar
När svetsfogen svalnar kommer den att dra med stor kraft.
Du behöver kraftiga klämmor för att hålla fast materialet. För återkommande industriella arbeten konstruerar vårt ingenjörsteam skräddarsydda svetsjiggar. Jiggarna ser till att detaljerna alltid ligger i rätt läge. Om metallen glider kommer den att skeva sig.
Svetsa tillfälliga stag och förstyvningar
För delar som är för stora för en klämma ska du använda tillfälliga stöd.
Om du tillverkar en 90-gradersram kommer hörnet att försöka dra ihop sig när det svalnar. Fäst en bit metallskrot diagonalt över det inre hörnet för att skapa en stabil förstärkning.
Använd dessa två metoder för att sätta in tillfälliga förstärkningar och förhindra att metallen böjer sig:
- Förvara stora paneler plant: Fäst en bit tjock vinkeljärn precis intill svetsfogen.
- Förhindra rörelser från sida till sida: Svetsa ihop restbitarna vinkelrätt mot fogarna.
När projektet har svalnat, skär bort förstärkningarna och slipa ytorna släta.
Svetsa fast ditt arbetsstycke direkt på bordet
Ibland räcker det inte med att spänna fast metallen i arbetsbänken. Metallen försöker lyfta sig när den blir varm.
Fäst ditt projekt med hjälp av fästsvetsar direkt på ditt arbetsbord av metall. Det räcker med tre eller fyra små fästsvetsar längs ytterkanterna. När de slutgiltiga svetsfogarna har svalnat skär du loss fästsvetsarna med en kapskiva.
Steg 5: Lär dig att svetsa fästsömmar
Fästsvetsar utgör grunden för ditt projekt.
Varför tacks är din första försvarslinje
Fästnålarna håller allt på plats. De ger metallen den hållfasthet som krävs för att motstå dragkrafterna från den slutliga svetsningen.
Gör dina stift ungefär 1/4 tum långa. De måste vara tillräckligt starka för att hålla ihop delarna. Om du gör dem för stora alstrar det onödig värme.
Kontrollera mellanrummen efter att du har fäst med häftstift. Om mellanrummet verkar bredare på vissa ställen, sätt in ytterligare häftstift för att fästa det ordentligt.
Sekvensen för ”Center-Out”-tacklingen
Om man sätter fast spikarna vid kanten dras den andra änden isär på grund av värmen. Använd istället metoden ”från mitten och utåt”.
Följ dessa tre steg för att utföra fästsekvensen ”center-out”:
- Börja mitt i: Placera den första häftklammern mitt på skarven.
- Rör dig utåt: Placera de följande tacks stegvis mot respektive kant.
- Placera dem jämnt: Placera stiften med ett avstånd på ungefär 2 till 4 tum mellan varandra när det gäller plåt.
Sekvensen ”från mitten och utåt” förflyttar spänningen mot metallens öppna ändar. Krympningskrafterna fördelas jämnt istället för att koncentreras till en enda punkt.
Steg 6: Reglera värmen (smarta svetsmetoder)
Det spelar roll hur du lägger på smältglaset. För att undvika att glaset blir skevt bör du tänka över hur du för brännaren.
Avbryt kontinuerlig svetsning (använd korta svetsstycken)
I stället för att svetsa 24 tum i ett sträck, dela upp det i segment.
Svetsa ett två-tumsstycke och sluta sedan. Lämna ett mellanrum, hoppa vidare och svetsa ytterligare en två-tumsstycke. Detta ger det omgivande metallen tid att svalna.
Du kan också växla mellan sidorna för att jämna ut spänningarna. Svetsa tre tum på vänster sida, gå sedan över till höger sida och svetsa tre tum där. Genom att växla fram och tillbaka motverkar krympningskrafterna varandra.
En förklaring av ”Back-Step”-metoden
Svetsa bakåt istället för framåt längs sömmen.
Börja några tum in från kanten. Svetsa bakåt mot startpunkten. Flytta sedan några tum till nedåt längs den osvetsade fogen. Svetsa bakåt igen tills du ansluter till det tidigare smältbadet.
Detta förhindrar att värmen sprider sig i en enda riktning och delar upp den termiska belastningen i hanterbara delar.
Handla snabbare för att hålla temperaturen nere
Om du rör dig för långsamt tränger värmen djupt in i den omgivande panelen. Håll en tillräckligt hög hastighet för att hålla den värmepåverkade zonen smal.
Undvik breda, slingrande rörelser, som sprider höga temperaturer över ett stort område. Använd istället en tät, rak sträng.
Motstå frestelsen att svetsa för mycket. En 3/16-tums fog behöver inte en stor 1/4-tums svetssträng. Extra tillsatsmaterial tillför onödig värme och gör att metallen dras ihop hårdare.
Steg 7: Låt det svalna (Kan man kyla en svetsfog med vatten eller tryckluft?)
Låt den färdiga svetsfogen svalna naturligt. Försök inte påskynda kylningsprocessen.
Varför man aldrig ska kyla ner het metall
Kyl aldrig en ny svetsfog i vatten.
När man sänker ner en svetsfog med en temperatur på 1 000 grader i kallt vatten utlöses en kraftig termisk chock. Som beskrivs i metallurgiska riktlinjer för värmebehandling och kylning, denna snabba, okontrollerade nedkylning leder till att två fruktansvärda saker inträffar:
- Det förstör svetsfogen: Den plötsliga chocken gör metallen spröd, vilket ofta leder till att den nya svetsfogen spricker mitt itu.
- Det förstör formen: Dragkrafterna vrider delen så kraftigt att den inte längre går att reparera.
Det enda säkra alternativet är att låta metallen svalna naturligt i luften.
De dolda skadorna som orsakas av tryckluft och fuktiga trasor
Använd inte våta trasor, tryckluft eller fläktar för att kyla svetsfogarna.
Forcerad kylning leder till ojämna temperaturer över panelen.
Så här skadar metoder för tvångskylning din heta plåt:
- Våta trasor: Om det översta lagret kyls ner för snabbt kan det leda till sprickor i ytan.
- Tryckluft: Den ena sidan fryser medan den andra förblir varm, vilket gör att metallen böjer sig.
- Fans: Skapa ojämna drag som får tunna plåtdelar att vrida sig.
Låt metallen svalna långsamt och jämnt vid rumstemperatur.
Vad ska man göra om metallen ändå vrider sig?

Om metallen fortfarande böjer sig efter korrekt fastspänning, sömnad och kylning finns det två sätt att åtgärda detta på.
Hur åtgärdar man skev metall efter svetsning?
Vid termisk uträtning används värme för att åtgärda skevheter.
När en panel vrider sig sträcks ena sidan ut (den “långa” sidan). Du måste dra ihop den långa sidan.
Värm upp en liten punkt på långsidan tills den glöder matt rött. Ta bort brännaren och låt den svalna naturligt i luften. När den glödande punkten svalnar krymper den. Denna krympning drar tillbaka det omgivande metallen så att det återfår sin rätta form.
Mekanisk pressning och bockning
Om värme ensamt inte räcker, använd hydraulpressar i kombination med kraftiga klämmor för att tvinga en böjd konstruktion till rätt form.
Följ dessa tre steg för att på ett säkert sätt kombinera värme med mekanisk kraft vid uträtning:
- Värm upp det böjda området något med en brännare, till cirka 400–600 °F.
- Tryck mycket långsamt med pressen.
- Tryck lite grann, stanna upp och kontrollera att du står rakt.
Slutsats
Det är lättare att förhindra att det blir snedt redan från början än att försöka rätta till en förstörd ram. Ta dig tid att rensa kanterna, testa inställningarna på ett provstycke och spänn fast allt ordentligt.
Hos ShincoFab bearbetar vi och svetsa plåt varje dag. Dessa standardrutiner (SOP) säkerställer att alla delar vi tillverkar är raka och uppfyller kundens specifikationer. Oavsett om du svetsar ett specialanpassat fäste eller lägger ut en produktionsserie på underleverantör är värmekontrollen det viktigaste.
Nu är det dags att bege dig till verkstaden, se till att allt sitter som det ska och svetsa några plana sömmar. Om du behöver precisionsbearbetning av plåt i större skala vet du var du hittar oss.

