
Metalli kõverdumine on keevitamisel sageli esinev probleem. Kui ShincoFab, töötleme ja keevitame igal kuul tuhandeid lehtmetallist detaile. Pärast tööstusklientidele mõõtu järgi valmistatud raamide, täppisuste ja kitsaste tolerantsidega lehtmetallist korpuste valmistamist õppisid meie tootjad, kuidas vältida kuumuse põhjustatud moonutusi tööstuslikul tasandil.
Selles juhendis näitan teile täpselt, kuidas vältida metalli kõverdumist keevitamise ajal. Saate samm-sammulise juhendi, kuidas hoida oma tööd tasapinnalised. Räägime sellest, kuidas metallitükki ette valmistada, seda klambritega kinnitada, keevitusaparaati õigesti seadistada ning kasutada nutikaid keevitusnippe, et vältida kõverdumist juba enne selle tekkimist.
Lahendame selle probleemi ükskord ja lõplikult.
Miks metall deformeerub keevitamise ajal?

Et vältida metalli kõverdumist, tuleb kõigepealt aru saada, miks see juhtub.
Metalli kõverdumine keevitamise ajal tekib soojuspaisumise ja kokkutõmbumise tagajärjel. Kui keevituskaare soojus paneb metalli paisuma, põhjustab sellele järgnev kiire jahutamine äsja sulatatud ühenduskohtade kokkutõmbumise, tekitades tugeva sisepinge, mis painutab ja moonutab materjali.
Kuum- ja külmtsükkel (soojuspaisumine)
Kui metall kuumeneb, siis see paisub. Kui see jahtub, siis see kahaneb.
Keevitusvann saavutab mõne sekundi jooksul temperatuuri üle 2 500 °F. Keevituskoht ümbritsev metall kuumeneb kiiresti üles ja surub väljapoole.
Siis lõpetad keevitamise. Metall jahtub ja püüab kokku tõmbuda oma algse suuruse juurde.
Aga nüüd on need omavahel kokku sulatatud. Metall tahab kokku tõmbuda, kuid uus keevisõmblus hoiab seda paigal. See tekitab tugeva sisemise pinge. Just see pinge ongi jõud, mis tõmbab, painutab ja väänab teie projekti kuju moonutades.
Miks õhuke metall on teie suurim väljakutse
Paksud terasplaadid on vastupidavad. Õhuke lehtmetall aga mitte.
Paks metallitükk toimib nagu käsn, neelates soojust ja juhtides selle ohutult keevituspiirkonnast eemale. Õhukesel metallil puudub see lisamass, mistõttu soojusel pole kuhugi minna.
Õhukest metalli keevitamisel toimub järgmine kolm asja:
- See kuumeneb liiga kiiresti: Kuumus levib laialt, põhjustades kogu paneeli paisumist.
- Sellel puudub tugevus: Õhuke metall ei suuda vastu seista jahtuva keevisõmbluse tõmbejõule.
- See läheb kergesti viltu: Vastandlikud kuumad ja külmad jõud muudavad pinna kiiresti laineliseks.
Metallidega seotud nipid, mida pead teadma
See, mis sobib hästi pehmele terasele, võib teisi materjale rikkuda. Enne keevitamist pead täpselt teadma, kuidas sinu metall kuumusele reageerib.
Alumiinium: kiire soojenemine ja pehmed servad
Erinevalt terasest ei muutu alumiinium enne sulamist punaseks. Ühel hetkel võib see veel täiesti korras olla, kuid järgmisel hetkel võib see juba laua läbi kukkuda.
Seda näeme tootmise käigus 6061 alumiinium raam. Kuna see juhib soojust kiiresti, levib soojus kogu detaili ulatuses. Kui operaatorid suunavad liigset soojust alumiiniumraami, väänub konstruktsioon paigast ära, muutes selle kasutuskõlbmatuks tihedate tolerantsidega kokkupanekuks.
Roostevaba teras: suur paisumine ja soojuse kinnipidamine
Roostevabast terasest on madal soojusjuhtivus.
Eelmisel aastal tootsime suure partii 18-gauge 304 roostevabast toidukõlblikust terasest korpuseid. Saime teada, et soojus koguneb just keevisõmbluse kohale. Metallurgiliste andmete kohaselt on 304 austeniitse roostevaba terase soojuspaisumistegur 50% kõrgem kui pehme terasel, samas kui soojusjuhtivus on vaid kolmandik pehme terase omast. Ühte punkti kogunenud suur soojus põhjustab lokaalse paisumise. See kombinatsioon muudab õhukese roostevaba lehtmetalli tasapinnalisena hoidmise raskeks ilma rangete tehaseprotokollideta.
1. samm: Valmistage ette metall ja töötlemisseade

Enamik keevitusest tingitud moonutusi tekib vale seadistuse tõttu. Nõuetekohane ettevalmistustöö aitab vältida metalli hilisemat kõverdumist.
Puhas metallkeevisõmbluste jahuti
Alusta lihvijaga. Puhas metall on hea metall. ShincoFabi töökohas kehtib lihtne reegel: kui metallil on valtsikest, õli või rooste, siis ei tohi põletit sisse lülitada.
Kui kasutad õhukese lehtmetalli keevitamisel paksu täitetraati, siis sead end ebaõnnestumisele. Pead keevitusaparaadi soojust suurendama, et seda paksu traati sulatada. Lahendus on lihtne. Vali üks suurus väiksem traat. Näiteks kui meie töötajad teevad MIG-keevitust õhukesele lehtmetallist 0,035-traadiga, nõuame, et nad vahetaksid selle 0,023-traadi vastu, järgides tööstusharu parimad tavad õhukese lehtmetalli soojuskoormuse minimeerimiseks. Õhem traat sulab palju madalamal temperatuuril, mis tähendab, et lõpptoode on siledam ja moonutusteta.
Võta kätte traathari või lamellketas. Puhasta servad, kuni need on läikivad ja paljastavad metalli. Mida puhtam on ühenduskoht, seda kiiremini saad põletit liigutada. Kiire liikumine tähendab jahedamat ja siledamat detaili.
Saavuta täiuslik paigaldus (lünki ei tohi olla)
Suuri lünki ei ole võimalik ületada ilma liigse soojuse lisamiseta.
Avatud lünga täitmiseks tuleb ehitada sulametallist sild, mis suurendab soojuskoormust.
Järgige neid kolme sammu, et tagada metallosade tihe ja lünkadeta kokkupanek:
- Mõõda kaks korda, et vältida lühikesi teid.
- Lihvige servad sirgeks.
- Suruge osad enne kinnitamist täiesti tasaseks.
Mida tihedam on ühendus, seda vähem soojust on vaja tugeva keevisõmbluse tekitamiseks.
Kas täitetraadi läbimõõt on oluline? (Jah, ja siin on põhjus)
Paljud keevitajad keskenduvad alusmetalli paksusele ja jätavad täitematerjali läbimõõdu tähelepanuta.
Kui kasutate õhukese lehtmetalli keevitamisel paksu täitetraati, peate suurendama keevitusaparaadi võimsust, et traat sulaks. Lahenduseks on kasutada õhemat traati. Näiteks kui meie operaatorid keevitavad õhukest lehtmetalli MIG-meetodil 0,035-traadiga, nõuame, et nad vahetaksid selle 0,023-traadi vastu. Väiksem traat sulab madalamal temperatuuril, mille tulemusena on lõpptoode siledam.
2. samm: Vanametalli katsejooks
Ärge arvake keevitusaparaadi seadeid ära. Seadete reguleerimine konkreetse projekti käigus on riskantne. Kui seade on liiga kuum, võib hea kvaliteediga metall deformeeruda või läbi põleda.
Miks ei tohiks seadeid kunagi ära arvata
Katsetage seadistusi kõigepealt vanametallil. Pinge ja traadi etteandmise valesti hindamine võib lameda paneeli mõne sekundiga kõverdada.
Meie reegel ShincoFab-töökojas: kui ei tehta proovikeevitust, ei teki lõpptootel ka keevisjoont. Viie minuti pikkune proovikeevitus kõrvaldab selle riski täielikult ja hoiab laserlõigatud detailid prügikastist eemal.
Pinge ja liikumiskiiruse seadistamine Trash Metalil
Proovitükid peavad pärinema samast partiist kui teie projekt ning nende paksus ja materjal peavad olema täpselt samad.
Järgige neid nelja sammu, et seadistada oma keevitusaparaadi parameetrid vanametalli keevitamiseks õigesti:
- Tee prooviliide: Kinnita kaks jääktükki omavahel kokku nii, nagu see oleks sinu projekt.
- Tee kiire õmblus: Vaata loiku ja kuula kaaret.
- Kontrollige oma kütet: Kas keevisõmblus läheb liiga sügavale? Vähendage pinget.
- Reguleerige kiirust: Liiguta käsi piisavalt kiiresti, et temperatuur madalaks jääks, kuid piisavalt aeglaselt, et metall sulaks.
Katseta reguleerimisnuppe, kuni keevisõmblus näeb välja õige. Kui seaded on kinnitatud, ära neid enam puuduta.
3. samm: Soojuse ärajuhtimine jahutusradiaatorite abil
Õhuke metall kuumeneb kiiresti. Vaja on viisi, kuidas soojust paneelist ära juhtida, enne kui see kahju tekitab. Soojusvaheti teeb just seda.
Kuidas vasest tugitangid aitavad säästa õhukest metalli
Vasest alusplaadid toimivad õhukese lehtmetalli soojusjuhitena. ShincoFabis töötleme suuremahuliste tootmistsüklite jaoks tellimusel 1/2-tollise paksusega ja 2-tollise laiusega vasest alusplaate – tavaliselt 12-tollise ja 24-tollise pikkusega.
Vasel on erakordne soojusjuhtivus, soojuse edasiandmine on märkimisväärselt kiirem kui süsinikterasel või roostevabast terasest. Kui asetad keevisõmbluse taha paksu vasktangi, toimib see nagu tohutu soojusneelaja, imedes intensiivse kuumuse otse keevisõmbluse piirkonnast ära, enne kui see jõuab ümbritsevat metalli kõverdada.
Soojusvahetite paigutamine maksimaalse efekti saavutamiseks
Soojusvaheti vajab tihedat ja tasasest kontakti, et luua soojusülekandetee.
Järgige neid kolme sammu, et seadistada jahutusradiaatorid maksimaalse soojusülekande tagamiseks:
- Õmbluse tagakülg: Aseta vasktang otse liitekohtade taha.
- Kinnita see tugevalt: Kasutage klambreid, et suruda vask tihedalt vastu terast. Kui jääb õhupilu, ei saa soojus üle kanduda.
- Jälgi oma vaba ruumi: Paigutage klambrid liitekohtade lähedale, ilma et need takistaksid keevituspõletit.
Kui sul pole vasktangi, sobib hästi ka paks alumiiniumplokk.
4. samm: Kõik kindlalt kinnitada (füüsilised kinnitusvahendid)
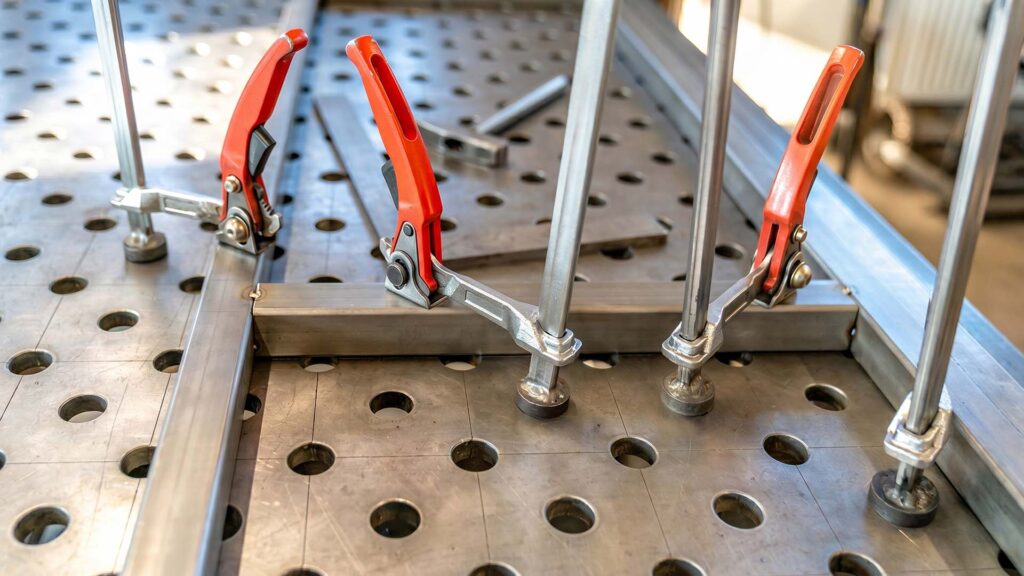
Metalli jahutamisel tekivad tugevad tõmbejõud. Te peate oma detailid füüsiliselt kinnitama, et need ei saaks liikuda.
Kasutage tugevaid klambreid ja kinnitusraame
Kui keevisõmblus jahtub, tekitab see tugevat tõmbejõudu.
Materjali kinnitamiseks on vaja tugevaid klambreid. Korduvate tööstuslike tööde jaoks projekteerib meie insenerimeeskond spetsiaalselt kohandatud keevitusrakiseid. Rakised hoiavad detailid iga kord õiges asendis. Kui metall libiseb, siis see kõverdub.
Keevita ajutised tugid ja tugevdused
Kui detailid on klambrile liiga suured, kasutage ajutisi toestusi.
Kui valmistate 90-kraadist raami, püüab nurk jahtudes kokku tõmbuda. Kinnitage diagonaalselt sisemise nurga üle tükk vanametalli, et luua jäik tugisammas.
Kasutage neid kahte meetodit, et lisada ajutisi tugevdusi ja takistada metalli läbipainumist:
- Hoidke suuri paneele tasaselt: Kinnita paks nurkraud otse keevisõmbluse kõrvale.
- Peata külgsuunaline liikumine: Keevita jäägid risti liitekohtadega.
Kui projekt on jahtunud, lõika tugid ära ja lihvige kohad siledaks.
Kinnita oma detail punktkeevitusega otse lauale
Mõnikord ei piisa metallist tööpingi külge kinnitamisest. Kuumaks saades püüab metall end üles tõsta.
Kinnitage oma töö tükk metalltöölauale punktkeevitusega. Piisab vaid kolmest või neljast väikesest punktkeevitusest välisservade ümber. Kui lõplikud keevisõmblused on jahtunud, lõigake punktkeevitused lahti lõikekettaga.
5. samm: Õpi tegema kinnituskeevitusi
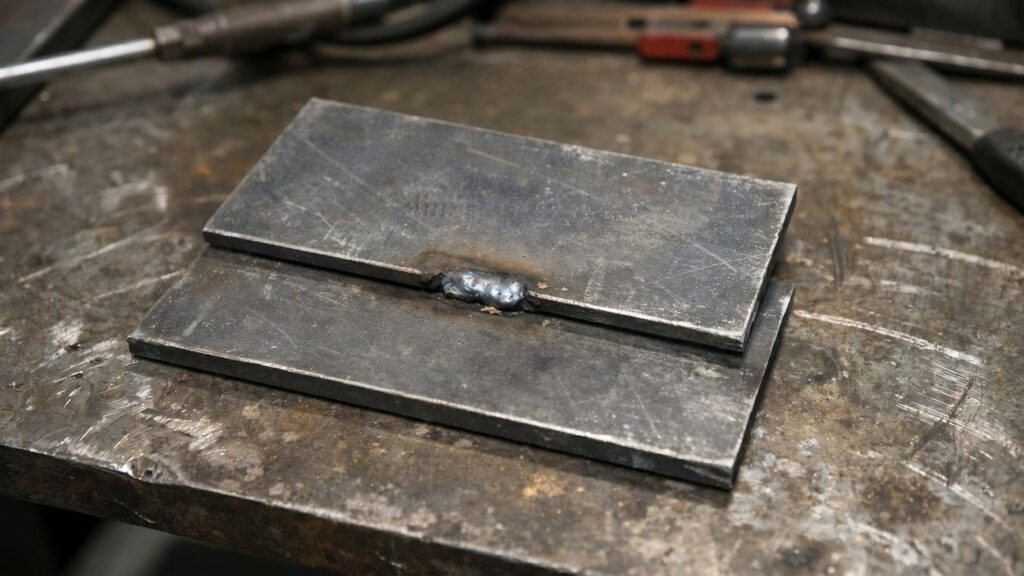
Kinnituskeevisõmblused moodustavad teie projekti aluse.
Miks naelad on teie esimene kaitseliin
Klammerid hoiavad kõike õiges asendis. Need annavad metallile tugevuse, et see suudaks vastu pidada lõpliku keevituse tõmbejõududele.
Tee naelad umbes 1/4 tolli pikkuseks. Need peavad olema piisavalt tugevad, et osad kokku hoida. Liiga suured naelad tekitavad liigset kuumust.
Kontrollige pärast kinnitamist vahekaugusi. Kui vahekaugus tundub teatud kohtades laiem, lisage täiendavaid kinnitusi, et see kindlalt paika fikseerida.
Keskelt väljapoole suunatud takistuste jada
Kui alustada naelte löömist servast, tõukab kuumus teise otsa eemale. Kasutage selle asemel meetodit „keskelt väljapoole”.
Järgige neid kolme sammu, et teostada „center-out” kinnitusjärjekorda:
- Alusta täpselt keskelt: Paiguta esimene klambriots liitekohtade keskele.
- Liigu väljapoole: Kinnita järgmised naelad järk-järgult mõlema serva suunas.
- Jaga need ühtlaselt: Lehtmetalli puhul hoidke naelad umbes 2–4 tolli vahekaugusel.
Keskelt väljapoole suunatud töötlemisjärjekord suunab pinged metalli avatud otstesse. Kokkutõmbumisjõud jaotuvad loomulikult, mitte ei kuhju ühte punkti.
6. samm: Soojuse reguleerimine (nutikad keevitustehnikad)
Oluline on see, kuidas sa helmeid paigutad. Et vältida moonutusi, mõtle uuesti läbi, kuidas sa põletit liigutad.
Lõpetage pidev keevitamine (kasutage lühikesi õmblusi)
Selle asemel, et keevitada 24 tolli järjest, jaota see segmentideks.
Keevita kaks tolli pikkune lõik ja peatu seejärel. Jäta vahe, liigu edasi ja keevita veel üks kaks tolli pikkune lõik. See annab ümbritsevale metallile aega jahtuda.
Samuti võite vaheldumisi töötada mõlemal poolel, et pinget tasakaalustada. Keevitage kolm tolli vasakul poolel, seejärel liikuge paremale poole ja keevitage seal kolm tolli. Edasi-tagasi liikudes neutraliseerivad kokkutõmbumisjõud üksteist.
Back-Step-meetodi selgitus
Ära liigu õmblust mööda edasi, vaid keevita tagasi.
Alusta mõne tolli kaugusel servast. Keevita tagasi alguspunkti poole. Seejärel liigu veel mõne tolli võrra allapoole keevitamata liitekohta. Keevita jälle tagasi, kuni ühendad keevisvooluga eelmise keevisvoolu.
See takistab soojusel ühes suunas edasi liikumist ja jagab termilise pinge hallatavateks osadeks.
Liigu kiiremini, et vältida ülekuumenemist
Kui liigute liiga aeglaselt, tungib soojus sügavale ümbritsevasse paneeli. Hoidke liikumiskiirus piisavalt kõrgel, et soojusmõjutatud tsoon jääks kitsaks.
Vältige laiaulatuslikke kudumisliigutusi, mis levitavad kõrgeid temperatuure suurele alale. Kasutage selle asemel tihedat ja sirget stringer-õmblust.
Vastupanu kiusatusele liiga palju keevitada. 3/16-tolline liide ei vaja suurt 1/4-tollist keevisõmblust. Liigne täitemetall tekitab liigset soojust ja pingestab metalli rohkem.
7. samm: Lase jahtuda (kas keevisõmblust saab jahutada veega või suruõhuga?)
Laske valmis keevisõmblusel loomulikult jahtuda. Ärge kiirendage jahutamisprotsessi.
Miks ei tohi kuuma metalli kunagi jahutada
Ära kunagi jahuta värsket keevisõmblust veega.
Kui 1 000-kraadine keevisõmblus kastetakse külma vette, tekitab see tugeva termilise šoki. Nagu on kirjeldatud metallurgilised juhised kuumtöötlemise ja karastamise kohta, see kiire ja kontrollimatu jahtumine põhjustab kaht kohutavat sündmust:
- See rikub keevisõmblust: Ootamatu löök muudab metalli rabedaks, mistõttu uus keevisõmblus praguneb sageli keskel.
- See rikub kuju: Tõmbejõud väänavad detaili nii tugevasti, et seda ei ole enam võimalik parandada.
Ainus ohutu võimalus on lasta metallil õhus loomulikult jahtuda.
Suruõhu ja märgade lapide varjatud kahjustused
Keevisõmbluste jahutamiseks ärge kasutage märgi kaltsu, suruõhku ega ventilaatoreid.
Sundjahutus põhjustab paneeli pindalal temperatuuri ebaühtlust.
Siin on kirjeldatud, kuidas sundjahutusmeetodid kahjustavad teie kuuma metalllehte:
- Märjad kaltsud: Kui ülemist kihti jahutatakse liiga kiiresti, tekivad pinnale praod.
- Suruõhk: Üks pool külmub, samal ajal kui teine jääb kuumaks, mille tagajärjel metall kõverdub.
- Fännid: Loo ebaühtlased õhuvoolud, mis painutavad õhukest lehtmetalli.
Laske metallil toatemperatuuril aeglaselt ja ühtlaselt jahtuda.
Mida teha, kui metall ikkagi kõverdub?

Kui metall painub endiselt pärast nõuetekohast kinnitamist, õmblemist ja jahutamist, on teil kaks võimalust seda parandada.
Kuidas parandada keevitamise järel kõverdunud metallitükki?
Termiline sirgendamine kasutab soojust, et kõrvaldada kõverdumist.
Kui paneel kõverdub, venib üks külg välja (nn “pikk” külg). Seda pikka külge tuleb kokku tõmmata.
Kuumuta pika serva väikest kohta, kuni see hakkab tuhmalt punaselt hõõguma. Eemalda põleti ja lase sellel loomulikult õhu käes jahtuda. Kui punaselt kuum koht jahtub, kahaneb see. See kokkutõmbumine tõmbab ümbritseva metalli tagasi õigesse asendisse.
Mehaaniline pressimine ja painutamine
Kui soojusest üksi ei piisa, kasutage hüdraulilisi presse koos tugevate klambritega, et painutatud detail õigesse kuju suruda.
Järgige neid kolme sammu, et sirgendamiseks ohutult ühendada soojust ja mehaanilist jõudu:
- Soojendage painutatud kohta pisut põletiga, umbes 400–600°F.
- Rakendage pressiga survet väga aeglaselt.
- Tõuka veidi, peatu ja kontrolli oma asendit.
Kokkuvõte
Moonutuse ärahoidmine enne selle tekkimist on lihtsam kui rikutud raami uuesti sirgeks painutamine. Võta aega servade puhastamiseks, proovi seadeid proovitükil ja kinnita kõik kindlalt kinni.
ShincoFabis töötleme ja lehtmetalli keevitamine iga päev. Need standardseid töökorralduse juhendid (SOP) tagavad, et iga meie valmistatud detail on täpselt õige kujuga ja vastab kliendi spetsifikatsioonidele. Olgu tegemist siis eritellimusel valmistatava kinnituse keevitamisega või tootmistsükli allhanke andmisega, on soojuse kontrollimine esmatähtis.
Nüüd mine töökojasse, kontrolli kokkupanekut ja tee mõned tasapinnalised keevisõmblused. Kui vajad suuremahulist täpset lehtmetalli töötlemist, tead, kust meid leida.

