
Деформация металла — частая проблема при сварке. При ShincoFab, мы ежемесячно обрабатываем и свариваем тысячи деталей из листового металла. Изготавливая на заказ рамы, прецизионные двери и корпуса из листового металла с жесткими допусками для промышленных заказчиков, наши специалисты по металлообработке научились предотвращать тепловую деформацию в промышленных масштабах.
В этом руководстве я подробно расскажу вам, как предотвратить деформацию металла при сварке. Вы узнаете пошаговую инструкцию, которая поможет сохранить плоскость ваших изделий. Мы рассмотрим, как подготовить металл, закрепить его зажимами, настроить сварочный аппарат и применить эффективные приёмы сварки, чтобы предотвратить деформацию ещё до её возникновения.
Давайте раз и навсегда решим эту проблему.
Почему металл деформируется при сварке?

Чтобы предотвратить коробление металла, сначала нужно понять, почему это происходит.
Деформация металла при сварке происходит из-за теплового расширения и сжатия. Тепло сварочной дуги вызывает расширение металла, а последующее быстрое охлаждение приводит к усадке только что сплавленного соединения, что создает сильное внутреннее напряжение, изгибающее и деформирующее материал.
Цикл нагрева и охлаждения (тепловое расширение)
Когда металл нагревается, он расширяется. Когда он остывает, он сжимается.
Температура сваровой ванны за считанные секунды превышает 2 500 °F. Металл вокруг сварного шва быстро нагревается и выпячивается наружу.
Затем вы прекращаете сварку. Металл остывает и пытается сжаться, возвращаясь к своим первоначальным размерам.
Но теперь детали соединены между собой. Металл стремится сжаться, но новый сварной шов удерживает его на месте. Это приводит к возникновению сильного внутреннего напряжения. Именно это напряжение и является той силой, которая тянет, изгибает и скручивает ваш изделие, деформируя его.
Почему тонкий металл — ваша самая большая проблема
Толстые стальные плиты прощают ошибки. Тонкий листовой металл — нет.
Толстый кусок металла действует как губка, поглощая тепло и безопасно отводя его от зоны сварки. У тонкого металла нет этой дополнительной массы, поэтому теплу некуда уходить.
При сварке тонкого металла происходят следующие три явления:
- Он нагревается слишком быстро: Тепло распространяется по всей поверхности, вызывая расширение всей панели.
- Ему не хватает силы: Тонколистовой металл не способен противостоять растягивающей силе, возникающей при охлаждении сварного шва.
- Он легко деформируется: Противодействующие силы тепла и холода быстро приводят к образованию волнистости на поверхности.
Хитрости, связанные с конкретными металлами, о которых вам нужно знать
То, что хорошо подходит для мягкой стали, может привести к порче других материалов. Перед сваркой необходимо точно знать, как ваш металл реагирует на нагрев.
Алюминий: быстрый нагрев и сглаженные края
В отличие от стали, алюминий не раскаляется докрасна перед плавлением. В одну секунду он может выглядеть вполне нормально, а в следующую — провалиться сквозь стол.
Мы замечаем это при изготовлении алюминий 6061 шасси. Поскольку алюминий быстро проводит тепло, оно быстро распространяется по всей детали. Если операторы будут подавать избыточное тепло на алюминиевую раму, конструкция деформируется и потеряет прямоугольность, что сделает её непригодной для сборки с жесткими допусками.
Нержавеющая сталь: высокая теплорасширяемость и накопление тепла
Нержавеющая сталь обладает низкой теплопроводностью.
В прошлом году мы изготовили крупную партию корпусов из пищевой нержавеющей стали марки 304 толщиной 18-gauge. Мы обнаружили, что тепло скапливается именно в месте сварного соединения. Согласно металлургическим данным, аустенитная нержавеющая сталь марки 304 имеет коэффициент теплового расширения 50%, превышающий аналогичный показатель для мягкой стали, при этом теплопроводность у неё составляет лишь одну треть от показателя мягкой стали. Накопление большого количества тепла в одной точке приводит к локальному расширению. Такое сочетание факторов затрудняет сохранение плоскостности тонкого листового нержавеющего металла без соблюдения строгих заводских протоколов.
Шаг 1: Подготовьте металл и станок

В большинстве случаев деформация при сварке возникает из-за неправильной подготовки. Правильная предварительная подготовка позволяет избежать деформации металла в дальнейшем.
Охладитель для очистки металлических сварных швов
Начните с шлифовальной машины. Чистый металл — это хороший металл. На производстве ShincoFab действует простое правило: если на металле есть окалина, масло или ржавчина, горелка не включается.
Если вы используете толстую присадочную проволоку при сварке тонкого листового металла, вы обрекаете себя на неудачу. Вам придется значительно увеличить мощность сварочного аппарата, чтобы просто расплавить эту толстую проволоку. Решение простое. Перейдите на проволоку меньшего диаметра. Например, если наши специалисты выполняют сварку MIG тонкого листового металла проволокой диаметром 0,035, мы обязываем их заменить её на проволоку диаметром 0,023, следуя отраслевым стандартам передовые методы минимизации тепловой нагрузки на тонколистовой металл. Проволока меньшего диаметра плавится при гораздо более низкой температуре, что позволяет получить более ровный конечный продукт без деформаций.
Возьмите металлическую щетку или отрезной диск. Очистите кромки до блеска, обнажив металл. Чем чище стык, тем быстрее вы сможете перемещать горелку. Быстрое перемещение означает, что деталь будет меньше нагреваться и получится более ровной.
Сделайте свою установку идеальной (без зазоров)
Невозможно преодолеть большие зазоры без подачи избыточного тепла.
Для заполнения открытой щели необходимо соорудить мост из расплавленного металла, что приводит к увеличению тепловой нагрузки.
Выполните следующие три шага, чтобы обеспечить плотную посадку металлических деталей без зазоров:
- Дважды проверь, чтобы избежать ошибок.
- Заточите кромки ровно.
- Перед зажимом деталей прижмите их так, чтобы они прилегали вплотную.
Чем плотнее прилегание, тем меньше тепла требуется для получения прочного сварного соединения.
Имеет ли значение размер вашей наплавочной проволоки? (Да, и вот почему)
Многие сварщики уделяют внимание толщине основного металла и не обращают внимания на размер присадочной проволоки.
Если при сварке тонкого листового металла используется толстая присадочная проволока, приходится увеличивать мощность сварочного аппарата, чтобы расплавить проволоку. Решением этой проблемы является переход на проволоку меньшего диаметра. Например, если наши операторы выполняют сварку MIG тонкого листового металла с использованием проволоки диаметром 0,035, мы обязываем их перейти на проволоку диаметром 0,023. Более тонкая проволока плавится при более низкой температуре, что позволяет получить более ровную поверхность готового изделия.
Шаг 2: Пробный запуск с использованием металлолома
Не пытайтесь угадывать настройки сварочного аппарата. Регулировка настроек прямо во время работы над проектом сопряжена с риском. Если аппарат перегреется, вы можете деформировать или прожечь исправный металл.
Почему никогда не стоит выбирать настройки наугад
Сначала проверьте настройки на куске металлолома. Неправильно подобранные значения напряжения и скорости подачи проволоки могут деформировать плоскую панель за считанные секунды.
Наше правило в цехе ShincoFab: если не провести пробную сварку на отходах, то на готовом изделии не должно быть дуги. Потратив пять минут на пробную сварку, можно полностью исключить этот риск и спасти детали, вырезанные лазером, от попадания в контейнер для отходов.
Настройка напряжения и скорости перемещения на Trash Metal
Образцы должны быть взяты из той же партии, что и ваш проект, и точно соответствовать его толщине и материалу.
Выполните следующие четыре шага, чтобы правильно настроить параметры сварочного аппарата при работе с металлоломом:
- Сделайте пробное соединение: Скрепите два обрезка так же, как в вашем проекте.
- Сделайте быструю окантовку: Следи за лужей и прислушивайся к искре.
- Проверьте работу обогревателя: Сварной шов получается слишком глубоким? Уменьшите напряжение.
- Регулируйте скорость: Двигайте руками достаточно быстро, чтобы не допустить сильного нагрева, но и достаточно медленно, чтобы металл сплавился.
Поэкспериментируйте с регуляторами, пока сварной шов не будет выглядеть как надо. Как только настройки будут зафиксированы, больше их не трогайте.
Шаг 3: Отвод тепла с помощью радиаторов
Тонкий металл быстро нагревается. Необходимо найти способ отвести тепло от панели, прежде чем оно приведёт к повреждению. Теплоотвод как раз и выполняет эту функцию.
Как медные опорные планки позволяют экономить тонкий металл
Медные опорные планки служат теплоотводами для тонкого листового металла. Компания ShincoFab изготавливает на заказ медные опорные планки толщиной 1/2 дюйма и шириной 2 дюйма — как правило, длиной 12 и 24 дюйма — для крупносерийного производства.
Медь обладает исключительной теплопроводностью, передаёт тепло значительно быстрее, чем углеродистая или нержавеющая сталь. Если поместить за сварным швом толстый медный брусок, он будет действовать как мощный теплопоглотитель, отводя интенсивное тепло прямо из зоны сварки, прежде чем оно успеет деформировать окружающий металл.
Расположение радиаторов для достижения максимального эффекта
Для обеспечения теплоотвода радиатор должен плотно и ровно прилегать к поверхности, чтобы создать тепловой путь.
Выполните следующие три шага, чтобы установить радиаторы так, чтобы обеспечить максимальную теплоотдачу:
- Сзади по шву: Поместите медный стержень непосредственно за стыком.
- Крепко зажмите: С помощью зажимов плотно прижмите медь к стали. Если останется воздушная прослойка, тепло не будет передаваться.
- Следите за зазором: Расположите зажимы рядом со стыком, не перекрывая при этом путь сварочной горелки.
Если у вас нет медного прутка, отлично подойдет толстый алюминиевый брусок.
Шаг 4: Закрепите всё (физические фиксаторы)
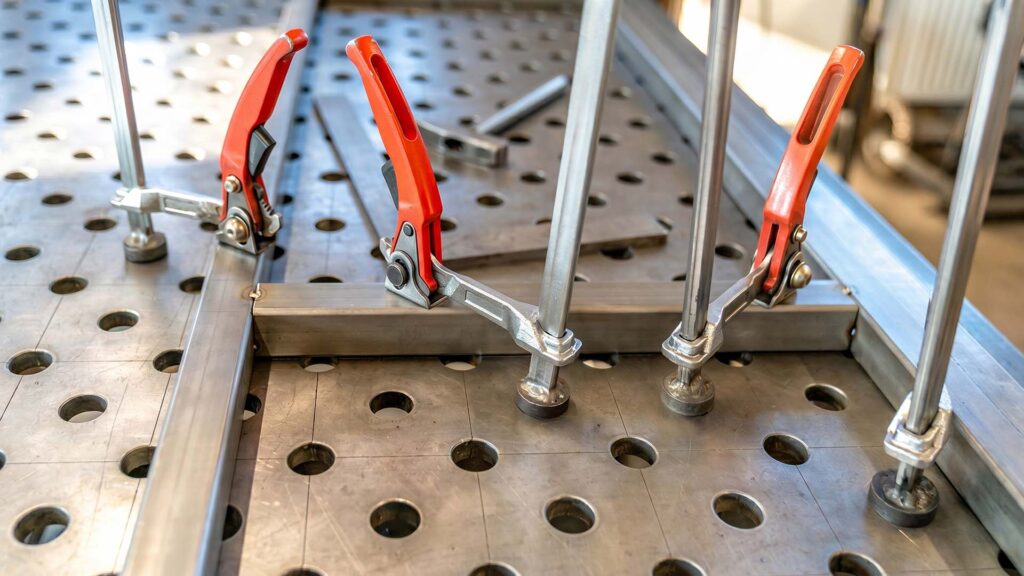
При охлаждении металла возникают сильные растягивающие силы. Необходимо надежно закрепить детали, чтобы они не могли сместиться.
Используйте сверхпрочные зажимы и приспособления
По мере остывания сварного шва он будет подвергаться сильному растяжению.
Для фиксации материала потребуются сверхпрочные зажимы. Для повторяющихся промышленных операций наша инженерная команда разрабатывает индивидуальные сварочные приспособления. Эти приспособления обеспечивают точную центровку деталей при каждом использовании. Если металл соскользнет, он деформируется.
Сварка временных раскосов и ребер жесткости
Если детали слишком велики для зажима, используйте временные раскосы.
Если вы изготавливаете раму под углом 90 градусов, при остывании угол будет стремиться сомкнуться. Приварите кусок металлолома по диагонали через внутренний угол, чтобы создать жесткую опору.
Воспользуйтесь этими двумя способами, чтобы установить временные усилители жесткости и предотвратить прогиб металла:
- Храните большие панели в горизонтальном положении: Прикрепите кусок толстого уголка прямо рядом со сварным швом.
- Прекратите движения из стороны в сторону: Приваривайте обрезки перпендикулярно к местам соединения.
Как только деталь остынет, отрежьте распорки и отшлифуйте места среза до гладкости.
Приварите заготовку прямо к столу
Иногда закрепление металла на верстаке бывает недостаточно прочным. При нагревании металл будет пытаться приподняться.
Приварите деталь к металлическому рабочему столу прихваточными швами. Достаточно трех-четырёх небольших прихваток по внешним краям. Когда окончательные швы остынут, отрежьте прихватки отрезным кругом.
Шаг 5: Освойте навыки выполнения сварки нахлестом
Прихваточные швы служат основой вашего проекта.
Почему гвоздики — ваша первая линия защиты
Заклепки обеспечивают правильное расположение всех деталей. Они придают металлу прочность, необходимую для сопротивления растягивающим нагрузкам при окончательном сварке.
Сделайте гвоздики длиной примерно 1/4 дюйма. Они должны быть достаточно прочными, чтобы скрепить детали. Слишком большие гвоздики приведут к избыточному нагреву.
После нанесения крепежных швов проверьте зазоры. Если в некоторых местах зазор кажется шире, добавьте дополнительные крепежные швы, чтобы зафиксировать материал.
Последовательность захватов «от центра к краю»
Если прикреплять гвозди с края, другой конец разойдется из-за нагрева. Вместо этого используйте метод «от центра к краям».
Выполните следующие три шага, чтобы выполнить последовательность закрепок «от центра к краям»:
- Начните с самого центра: Поместите первый гвоздь посередине стыка.
- Переместиться наружу: Постепенно добавляйте следующие отметки по направлению к каждому краю.
- Расположите их на равном расстоянии друг от друга: Расстояние между гвоздиками при креплении листового металла должно составлять примерно от 2 до 4 дюймов.
Последовательность «от центра к краям» переносит напряжение к открытым концам металла. Силы усадки распределяются равномерно, а не концентрируются в одной точке.
Шаг 6: Контролируйте температуру (эффективные методы сварки)
Важно, как вы накладываете каплю. Чтобы избежать деформации, пересмотрите манеру движения горелки.
Прекратите непрерывную сварку (используйте короткие стежки)
Вместо того чтобы сваривать 24 дюйма сплошным швом, разбейте этот отрезок на части.
Сварите отрезок длиной два дюйма, затем остановитесь. Оставьте зазор, перейдите к следующему участку и сварите ещё один шов длиной два дюйма. Это даст окружающему металлу время остыть.
Вы также можете поочередно переходить с одной стороны на другую, чтобы сбалансировать напряжение. Проварите три дюйма с левой стороны, затем перейдите на правую сторону и проварите там три дюйма. При таком перемещении туда-сюда силы усадки взаимно компенсируют друг друга.
Объяснение метода «Back-Step»
Вместо того чтобы двигаться вперед вдоль шва, ведите сварку в обратном направлении.
Начните на расстоянии нескольких дюймов от края. Выполняйте сварку назад, в направлении начальной точки. Затем продвиньтесь ещё на несколько дюймов вниз по несваренному участку. Снова ведите сварку назад, пока не соединится с предыдущей сварочной ванной.
Это препятствует продвижению тепла в одном направлении и разбивает тепловую нагрузку на управляемые участки.
Действуйте быстрее, чтобы не допустить обострения ситуации
Если вы будете двигаться слишком медленно, тепло проникнет глубоко в окружающую панель. Поддерживайте скорость перемещения на достаточно высоком уровне, чтобы зона термического воздействия оставалась узкой.
Старайтесь избегать широких колебательных движений, которые приводят к распределению высоких температур по большой площади. Вместо этого используйте плотный прямой штрих.
Не поддавайтесь соблазну наносить слишком толстый слой сварки. Для соединения толщиной 3/16 дюйма не требуется широкий сварочный шов толщиной 1/4 дюйма. Лишний присадочный металл приводит к избыточному нагреву и усиливает деформацию металла.
Шаг 7: Дайте сварному шву остыть (можно ли охлаждать сварной шов водой или сжатым воздухом?)
Дайте готовому сварному шву остыть естественным образом. Не ускоряйте процесс охлаждения.
Почему ни в коем случае нельзя охлаждать раскаленный металл
Ни в коем случае не охлаждайте свежий шов водой.
Когда сварной шов с температурой 1 000 градусов погружают в холодную воду, это вызывает сильный термический шок. Как подробно описано в металлургические рекомендации по термообработке и закалке, это быстрое и неконтролируемое охлаждение приводит к двум ужасным последствиям:
- Это приводит к разрушению сварного шва: Внезапный удар приводит к тому, что металл становится хрупким, в результате чего новый шов часто растрескивается пополам.
- Это портит форму: Тяговые силы настолько сильно скручивают деталь, что её уже невозможно починить.
Единственный безопасный способ — дать металлу остыть естественным образом на воздухе.
Скрытый ущерб, наносимый сжатым воздухом и влажными тряпками
Не используйте для охлаждения сварных швов мокрые тряпки, сжатый воздух или вентиляторы.
Принудительное охлаждение приводит к неравномерному распределению температуры по всей панели.
Вот как методы принудительного охлаждения повреждают ваш раскаленный металлический лист:
- Мокрые тряпки: Слишком быстрое охлаждение верхнего слоя приводит к появлению поверхностных трещин.
- Сжатый воздух: Одна сторона замерзает, а другая остаётся горячей, в результате чего металл прогибается.
- Поклонники: Создавайте неравномерные сквозняки, которые вызывают деформацию тонкого листового металла.
Дайте металлу остыть при комнатной температуре медленно и равномерно.
Что делать, если металл всё равно деформируется?

Если металл по-прежнему прогибается после надлежащего зажима, скрепления и охлаждения, у вас есть два способа исправить это.
Как исправить деформацию металла после сварки?
При термическом выпрямлении для устранения деформации используется тепло.
Когда панель деформируется, одна из её сторон растягивается (так называемая “длинная” сторона). Эту длинную сторону нужно укоротить.
Нагрейте небольшой участок на длинной стороне до тускло-красного свечения. Уберите горелку и дайте изделию остыть естественным образом на воздухе. По мере остывания раскалённого участка он сжимается. Это сжатие приводит окружающий металл в исходное положение.
Механическая штамповка и гибка
Если одного нагрева недостаточно, используйте гидравлические прессы в сочетании с высокопрочными зажимами, чтобы придать погнутому узлу нужную форму.
Выполните следующие три шага, чтобы безопасно сочетать воздействие тепла и механического усилия при выпрямлении волос:
- Слегка нагрейте сгиб горелкой до температуры примерно от 400 до 600°F.
- Очень медленно создавайте давление с помощью пресса.
- Слегка надавите, остановитесь и проверьте, правильно ли вы выровнялись.
Заключение
Предотвратить деформацию, пока она не началась, проще, чем выпрямлять испорченную раму. Потратьте время на обработку кромок, проверьте настройки на обрезках и тщательно зажмите всё зажимами.
В компании ShincoFab мы занимаемся обработкой и сварка листового металла каждый день. Эти стандартные операционные процедуры (СОП) позволяют нам изготавливать каждую деталь с точными размерами и в соответствии с требованиями заказчика. Независимо от того, свариваете ли вы кронштейн по индивидуальному заказу или передаете серийное производство на аутсорсинг, контроль температурного режима остается главным приоритетом.
А теперь отправляйтесь в мастерскую, проверьте посадку деталей и выполните несколько плоских сварных швов. Если вам понадобится точная изготовка листового металла в больших объемах, вы знаете, где нас найти.

