
Das Verziehen von Metall ist ein häufiges Ärgernis beim Schweißen. Bei ShincoFab, bearbeiten und schweißen wir jeden Monat Tausende von Blechteilen. Durch die Fertigung von maßgeschneiderten Rahmen, Präzisions-Türen und Blechgehäusen mit engen Toleranzen für Industriekunden haben unsere Fachkräfte gelernt, wie man Wärmeverformungen im Produktionsmaßstab verhindert.
In dieser Anleitung zeige ich Ihnen genau, wie Sie Verformungen des Metalls beim Schweißen verhindern können. Sie erhalten eine Schritt-für-Schritt-Anleitung, damit Ihre Projekte eben bleiben. Wir besprechen, wie Sie das Metall vorbereiten, es mit Klemmen fixieren, Ihr Schweißgerät richtig einstellen und clevere Schweißtricks anwenden, um Verformungen zu verhindern, bevor sie entstehen.
Lass uns dieses Problem ein für alle Mal lösen.
Warum verzieht sich Metall beim Schweißen?

Um das Verziehen von Metall zu verhindern, muss man zunächst verstehen, warum es dazu kommt.
Verformungen des Metalls beim Schweißen entstehen durch thermische Ausdehnung und Kontraktion. Während die Hitze des Schweißlichtbogens das Metall ausdehnt, führt die anschließende schnelle Abkühlung dazu, dass die frisch verschweißte Verbindung schrumpft, wodurch starke innere Spannungen entstehen, die das Material verbiegen und verformen.
Der Wärme-Kälte-Zyklus (thermische Ausdehnung)
Wenn sich Metall erwärmt, dehnt es sich aus. Wenn es abkühlt, zieht es sich zusammen.
Das Schweißbad erreicht innerhalb von Sekunden eine Temperatur von über 2.500 °F. Das Metall rund um die Schweißnaht erwärmt sich rasch und wird nach außen gedrückt.
Dann hörst du auf zu schweißen. Das Metall kühlt ab und versucht, wieder auf seine ursprüngliche Größe zu schrumpfen.
Doch nun ist alles miteinander verschweißt. Das Metall möchte sich zusammenziehen, wird jedoch durch die neue Schweißnaht daran gehindert. Dadurch entstehen starke innere Spannungen. Diese Spannungen sind die Kräfte, die Ihr Projekt verziehen, verbiegen und verdrehen.
Warum dünnes Metall Ihre größte Herausforderung ist
Dicke Stahlplatten sind nachsichtig. Dünnes Blech hingegen nicht.
Ein dickes Metallstück wirkt wie ein Schwamm: Es nimmt Wärme auf und leitet sie sicher aus der Schweißzone ab. Dünnem Metall fehlt diese zusätzliche Masse, sodass die Wärme nirgendwo hin entweichen kann.
Beim Schweißen von dünnem Metall treten die folgenden drei Phänomene auf:
- Es wird zu schnell heiß: Die Wärme breitet sich aus und führt dazu, dass sich die gesamte Platte ausdehnt.
- Es mangelt ihm an Kraft: Dünnes Blech kann der Zugkraft einer abkühlenden Schweißnaht nichts entgegensetzen.
- Es knickt leicht ein: Die gegensätzlichen Kräfte von Wärme und Kälte führen schnell zu einer welligen Oberfläche.
Spezifische Tricks für Metal, die du kennen musst
Was bei Weichstahl gut funktioniert, ruiniert andere Werkstoffe. Bevor Sie mit dem Schweißen beginnen, müssen Sie genau wissen, wie Ihr Metall auf Hitze reagiert.
Aluminium: Schnelle Erwärmung und weiche Kanten
Im Gegensatz zu Stahl glüht Aluminium nicht rot, bevor es schmilzt. In einem Moment sieht es noch völlig unversehrt aus, und im nächsten fällt es schon durch den Tisch hindurch.
Das sehen wir bei der Fertigung 6061-Aluminium Chassis. Da es Wärme schnell leitet, breitet sich die Wärme im gesamten Bauteil aus. Wenn Bediener übermäßige Wärme in einen Aluminiumrahmen einleiten, verzieht sich die Struktur und wird dadurch für Montagen mit engen Toleranzen unbrauchbar.
Edelstahl: Hohe Ausdehnung und Wärmespeicherung
Edelstahl weist eine geringe Wärmeleitfähigkeit auf.
Im vergangenen Jahr haben wir eine große Charge von Gehäusen aus lebensmitteltauglichem Edelstahl 304 mit einer Wandstärke von 18 Gauge hergestellt. Dabei haben wir festgestellt, dass sich Wärme direkt an der Schweißnaht staut. Metallurgischen Daten zufolge weist austenitischer Edelstahl 304 eine um 50% höhere Wärmeausdehnungsrate auf als Baustahl, leitet Wärme jedoch nur zu einem Drittel so gut. Hohe, an einer Stelle gestaute Wärme führt zu lokaler Ausdehnung. Diese Kombination macht es schwierig, dünnes Edelstahlblech ohne strenge werkseitige Vorgaben flach zu halten.
Schritt 1: Bereiten Sie Ihr Metall und Ihre Maschine vor

Die meisten Verformungen beim Schweißen entstehen durch eine unsachgemäße Vorbereitung. Eine ordnungsgemäße Vorbereitung verhindert, dass sich das Metall später verzieht.
Saubere Metallschweißnähte kühlen besser
Beginnen Sie mit einer Schleifmaschine. Sauberes Metall ist gutes Metall. Bei ShincoFab gilt eine einfache Regel: Wenn Walzzunder, Öl oder Rost vorhanden sind, bleibt der Brenner ausgeschaltet.
Wenn Sie einen dicken Schweißdraht auf dünnem Blech verwenden, ist das Scheitern vorprogrammiert. Sie müssen die Leistung Ihres Schweißgeräts hochdrehen, nur um diesen dicken Draht zu schmelzen. Die Lösung ist einfach. Wählen Sie einen Draht mit einem geringeren Durchmesser. Wenn unsere Mitarbeiter beispielsweise dünnes Blech mit einem 0,035-Draht im MIG-Verfahren schweißen, schreiben wir vor, dass sie diesen gegen einen 0,023-Draht austauschen, um den Branchenstandards zu entsprechen. Bewährte Verfahren zur Minimierung der Wärmezufuhr bei dünnwandigem Blech. Ein dünnerer Draht schmilzt bei einer deutlich niedrigeren Temperatur, was zu einem flacheren, verzugsfreien Endprodukt führt.
Nehmen Sie eine Drahtbürste oder eine Lamellenscheibe zur Hand. Reinigen Sie die Kanten, bis das Metall blank und glänzend ist. Je sauberer die Fuge ist, desto schneller können Sie den Brenner führen. Schnelle Bewegungen sorgen für ein kühleres, glatteres Werkstück.
Sorgen Sie für eine perfekte Montage (keine Lücken erlaubt)
Große Lücken lassen sich nicht überbrücken, ohne zusätzliche Wärme zuzuführen.
Um eine offene Lücke zu schließen, muss eine Brücke aus geschmolzenem Metall errichtet werden, was zu einer Erhöhung der Wärmezufuhr führt.
Befolgen Sie diese drei Schritte, um eine dichte, spaltfreie Verbindung der Metallteile zu gewährleisten:
- Zweimal messen, um Abkürzungen zu vermeiden.
- Schleife deine Kanten gerade.
- Drücken Sie die Teile bündig an, bevor Sie sie festklemmen.
Je enger der Sitz, desto weniger Wärme wird benötigt, um eine feste Schweißnaht herzustellen.
Spielt die Stärke Ihres Zusatzdrahts eine Rolle? (Ja, und hier ist der Grund dafür)
Viele Schweißer konzentrieren sich auf die Dicke des Grundmetalls und berücksichtigen dabei nicht die Stärke des Schweißdrahts.
Wenn Sie einen dicken Schweißdraht auf dünnem Blech verwenden, müssen Sie die Leistung Ihres Schweißgeräts erhöhen, um den Draht zu schmelzen. Die Lösung besteht darin, eine Drahtstärke kleiner zu wählen. Wenn unsere Mitarbeiter beispielsweise dünnes Blech mit einem 0,035-Draht MIG-schweißen, schreiben wir ihnen vor, auf einen 0,023-Draht umzusteigen. Ein dünnerer Draht schmilzt bei einer niedrigeren Temperatur, was zu einem glatteren Endprodukt führt.
Schritt 2: Der Testlauf mit Altmetall
Raten Sie nicht bei den Einstellungen Ihres Schweißgeräts. Das Anpassen der Einstellungen während des eigentlichen Projekts ist riskant. Wenn Ihr Gerät zu heiß ist, verziehen Sie das Metall oder brennen es durch.
Warum Sie Ihre Einstellungen niemals einfach erraten sollten
Testen Sie die Einstellungen zunächst an Altmetall. Wenn Sie Spannung und Drahtvorschub nur schätzen, kann sich eine flache Platte innerhalb von Sekunden verziehen.
Unsere Regel in der ShincoFab-Werkstatt: Kein Testlauf mit Ausschuss, kein Lichtbogen am Endprodukt. Wenn man sich fünf Minuten Zeit nimmt, um eine Testnaht zu schweißen, wird dieses Risiko vollständig beseitigt und lasergeschnittene Teile landen nicht im Ausschussbehälter.
Einstellung von Spannung und Verfahrgeschwindigkeit bei „Trash Metal“
Die Prüfstücke müssen aus derselben Charge wie Ihr Projekt stammen und in Dicke und Material genau mit diesem übereinstimmen.
Befolgen Sie diese vier Schritte, um die Einstellungen Ihres Schweißgeräts anhand von Altmetall richtig einzustellen:
- Eine Testverbindung herstellen: Klemmen Sie zwei Reststücke so zusammen, wie es bei Ihrem Projekt der Fall ist.
- Eine kurze Naht nähen: Beobachte die Pfütze und lausche dem Bogen.
- Überprüfen Sie Ihre Heizung: Ist die Schweißnaht zu tief? Verringern Sie die Spannung.
- Passen Sie Ihre Geschwindigkeit an: Bewegen Sie Ihre Hände schnell genug, um die Hitze gering zu halten, aber langsam genug, damit das Metall verschmilzt.
Probieren Sie verschiedene Einstellungen aus, bis die Schweißnaht Ihren Vorstellungen entspricht. Sobald Sie die Einstellungen festgelegt haben, sollten Sie diese nicht mehr ändern.
Schritt 3: Wärmeableitung mit Kühlkörpern
Dünnes Metall erwärmt sich schnell. Man muss die Wärme aus der Platte ableiten, bevor sie Schäden verursacht. Ein Kühlkörper erfüllt genau diese Aufgabe.
Wie Kupfer-Stützleisten dünnes Metall schonen
Kupfer-Stützleisten dienen als Kühlkörper für dünnes Blech. Bei ShincoFab fertigen wir maßgeschneiderte Kupfer-Stützblöcke mit einer Dicke von 1/2 Zoll und einer Breite von 2 Zoll – in der Regel in Längen von 12 Zoll und 24 Zoll – für die Großserienfertigung.
Kupfer verfügt über eine außergewöhnliche Wärmeleitfähigkeit, Wärme deutlich schneller leitend als Kohlenstoffstahl oder Edelstahl. Wenn man einen dicken Kupferstab hinter die Schweißnaht legt, wirkt dieser wie ein riesiger Wärmespeicher, der die intensive Hitze direkt aus der Schweißzone abführt, bevor sie das umgebende Metall verziehen kann.
Anordnung von Kühlkörpern für maximale Wirkung
Ein Kühlkörper benötigt einen festen, flächigen Kontakt, um einen Wärmepfad herzustellen.
Befolgen Sie diese drei Schritte, um Ihre Kühlkörper so einzurichten, dass eine maximale Wärmeübertragung gewährleistet ist:
- Die Naht verstärken: Legen Sie den Kupferstab direkt hinter die Fuge.
- Fest zudrücken: Drücken Sie das Kupfer mit Klemmen fest gegen den Stahl. Wenn ein Luftspalt vorhanden ist, kann keine Wärme übertragen werden.
- Achten Sie auf den Abstand: Bringen Sie die Klemmen nahe an der Verbindungsstelle an, ohne dabei den Schweißbrenner zu behindern.
Wenn Sie keine Kupferstange haben, eignet sich auch ein dicker Aluminiumblock gut.
Schritt 4: Alles sichern (körperliche Fixierungen)
Beim Abkühlen von Metall entstehen starke Zugkräfte. Sie müssen Ihre Teile mechanisch fixieren, damit sie sich nicht bewegen können.
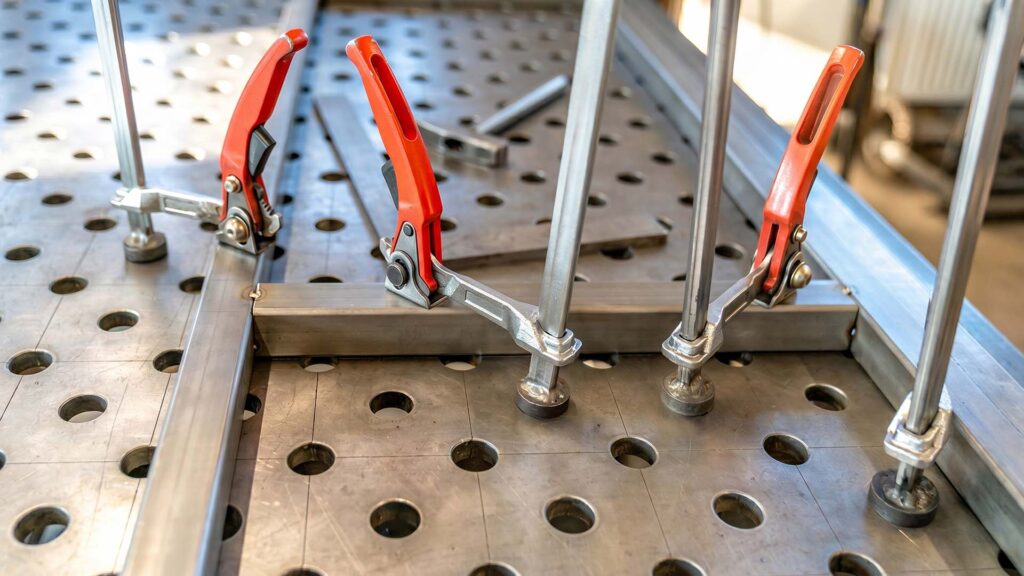
Verwenden Sie hochbelastbare Klemmen und Vorrichtungen
Während die Schweißnaht abkühlt, übt sie eine starke Zugkraft aus.
Zum Festhalten des Materials benötigen Sie hochbelastbare Klemmen. Für wiederkehrende industrielle Arbeiten entwickelt unser Ingenieurteam maßgeschneiderte Schweißvorrichtungen. Diese Vorrichtungen sorgen dafür, dass die Werkstücke jedes Mal korrekt ausgerichtet sind. Wenn das Metall verrutscht, verzieht es sich.
Schweißbare provisorische Verstrebungen und Versteifungen
Verwenden Sie bei Werkstücken, die zu groß für eine Klemme sind, provisorische Stützen.
Wenn Sie einen 90-Grad-Rahmen herstellen, neigt die Ecke dazu, sich beim Abkühlen zusammenzuziehen. Befestigen Sie ein Stück Restmetall diagonal über die Innenecke, um eine starre Verstärkung zu schaffen.
Wenden Sie diese beiden Methoden an, um provisorische Versteifungen anzubringen und ein Verbiegen des Metalls zu verhindern:
- Legen Sie große Platten flach ab: Befestigen Sie ein Stück dickes Winkelprofil direkt neben Ihrer Schweißnaht.
- Seitliche Bewegungen unterbinden: Schweißen Sie die Reststücke senkrecht zu den Verbindungsstellen an.
Sobald das Projekt abgekühlt ist, schneiden Sie die Verstrebungen ab und schleifen Sie die Stellen glatt.
Heften Sie Ihr Werkstück direkt am Tisch fest
Manchmal reicht es nicht aus, Metall an der Werkbank festzuklemmen. Das Metall versucht sich anzuheben, wenn es heiß wird.
Heften Sie Ihr Werkstück direkt an Ihren Metallarbeitstisch an. Dazu genügen drei oder vier kleine Heftschweißpunkte an den Außenkanten. Wenn die endgültigen Schweißnähte abgekühlt sind, schneiden Sie die Heftschweißpunkte mit einer Trennscheibe ab.
Schritt 5: Beherrschen Sie das Heftschweißen
Heftschweißnähte bilden die Grundlage Ihres Projekts.
Warum Reißnägel Ihre erste Verteidigungslinie sind
Heftnägel sorgen dafür, dass alles in der richtigen Position bleibt. Sie verleihen dem Metall die nötige Festigkeit, um den Zugkräften Ihrer endgültigen Schweißnaht standzuhalten.
Die Stifte sollten etwa 1/4 Zoll lang sein. Sie müssen stabil genug sein, um die Teile zusammenzuhalten. Sind sie zu groß, entsteht zu viel Wärme.
Überprüfen Sie nach dem Heften die Abstände. Wenn der Abstand an bestimmten Stellen größer erscheint, bringen Sie zusätzliche Heftstiche an, um den Stoff zu fixieren.
Die „Center-Out“-Tack-Sequenz
Wenn man die Heftklammern am Rand ansetzt, wird das andere Ende durch die Hitze auseinandergedrückt. Verwenden Sie stattdessen die „Center-Out“-Methode.
Befolgen Sie diese drei Schritte, um die „Center-Out“-Tack-Sequenz auszuführen:
- Beginne genau in der Mitte: Setzen Sie die erste Klammer in der Mitte der Fuge an.
- Nach außen bewegen: Bringen Sie nach und nach weitere Reißnägel in Richtung der jeweiligen Kanten an.
- Verteilen Sie sie gleichmäßig: Bei Blechen sollten die Reißnägel in einem Abstand von etwa 2 bis 4 Zoll voneinander angebracht werden.
Durch die „Center-Out“-Sequenz wird die Spannung zu den offenen Enden des Metalls hin verlagert. Die Schrumpfkräfte verteilen sich auf natürliche Weise, anstatt sich an einer Stelle zu konzentrieren.
Schritt 6: Die Wärme kontrollieren (intelligente Schweißtechniken)
Es kommt darauf an, wie Sie die Schweißnaht auftragen. Um Verformungen zu vermeiden, sollten Sie Ihre Bewegungen mit dem Schweißbrenner überdenken.
Kontinuierliches Schweißen unterbrechen (kurze Stiche verwenden)
Anstatt 24 Zoll am Stück zu schweißen, sollten Sie den Vorgang in Abschnitte unterteilen.
Schweißen Sie einen zwei-Zoll-Abschnitt und halten Sie dann inne. Lassen Sie eine Lücke, springen Sie ein Stück weiter und schweißen Sie einen weiteren zwei-Zoll-Abschnitt. So hat das umgebende Metall Zeit zum Abkühlen.
Sie können auch die Seiten abwechseln, um die Belastung auszugleichen. Schweißen Sie drei Zoll auf der linken Seite, gehen Sie dann zur rechten Seite und schweißen Sie dort ebenfalls drei Zoll. Durch dieses Hin- und Herbewegen heben sich die Schrumpfkräfte gegenseitig auf.
Die „Back-Step“-Methode erklärt
Schweißen Sie rückwärts, anstatt entlang der Naht vorwärts zu schweißen.
Beginnen Sie einige Zoll vom Rand entfernt. Schweißen Sie rückwärts in Richtung des Startpunkts. Bewegen Sie sich dann noch einige Zoll weiter die noch nicht geschweißte Naht hinunter. Schweißen Sie erneut rückwärts, bis Sie an Ihr vorheriges Schweißbad anschließen.
Dadurch wird verhindert, dass sich die Wärme in eine Richtung ausbreitet, und die thermische Belastung wird in überschaubare Abschnitte aufgeteilt.
Schneller handeln, um den Druck gering zu halten
Wenn Sie sich zu langsam bewegen, dringt die Wärme tief in die umgebende Platte ein. Halten Sie Ihre Vorschubgeschwindigkeit hoch genug, um die Wärmeeinflusszone schmal zu halten.
Vermeiden Sie weite Webbewegungen, die hohe Temperaturen über einen großen Bereich verteilen. Verwenden Sie stattdessen eine enge, gerade Stringer-Perle.
Widerstehen Sie der Versuchung, zu viel zu schweißen. Eine 3/16-Zoll-Verbindung benötigt keine große 1/4-Zoll-Schweißnaht. Zusätzliches Schweißzusatzmaterial erzeugt übermäßige Wärme und führt zu einer stärkeren Verfestigung des Metalls.
Schritt 7: Abkühlen lassen (Kann man eine Schweißnaht mit Wasser oder Druckluft abkühlen?)
Lassen Sie die fertige Schweißnaht auf natürliche Weise abkühlen. Beschleunigen Sie den Abkühlvorgang nicht.
Warum man heißes Metall niemals abschrecken sollte
Eine frische Schweißnaht darf niemals in Wasser abgeschreckt werden.
Wenn man eine 1.000-Grad-Schweißnaht in kaltes Wasser taucht, löst dies einen heftigen Thermoschock aus. Wie in metallurgische Richtlinien für die Wärmebehandlung und das Abschrecken, diese schnelle, unkontrollierte Abkühlung führt dazu, dass zwei schreckliche Dinge geschehen:
- Das zerstört die Schweißnaht: Durch den plötzlichen Schock wird das Metall spröde, was häufig dazu führt, dass Ihre neue Schweißnaht in der Mitte reißt.
- Das ruiniert die Form: Die Zugkräfte verformen das Teil so stark, dass es nicht mehr repariert werden kann.
Die einzige sichere Möglichkeit besteht darin, das Metall an der Luft auf natürliche Weise abkühlen zu lassen.
Die versteckten Schäden durch Druckluft und feuchte Lappen
Verwenden Sie zum Kühlen von Schweißnähten keine nassen Lappen, Druckluft oder Ventilatoren.
Durch die Zwangskühlung entstehen Temperaturunterschiede über die gesamte Platte hinweg.
So schädigen Methoden der Zwangskühlung Ihr heißes Blech:
- Nasse Lappen: Die oberste Schicht wird zu schnell abgekühlt, was zu Oberflächenrissen führt.
- Druckluft: Eine Seite gefriert, während die andere heiß bleibt, wodurch sich das Metall verzieht.
- Fans: Erzeugen Sie ungleichmäßige Zugluft, die dünnes Blech verzieht.
Lassen Sie das Metall bei Raumtemperatur langsam und gleichmäßig abkühlen.
Was tun, wenn sich das Metall dennoch verzieht?

Wenn sich das Metall trotz ordnungsgemäßer Klemmung, Heftung und Abkühlung immer noch verzieht, haben Sie zwei Möglichkeiten, dies zu beheben.
Wie behebt man Verformungen an Metall nach dem Schweißen?
Beim thermischen Glätten wird Wärme eingesetzt, um Verformungen zu beheben.
Wenn sich eine Platte verzieht, dehnt sich eine Seite aus (die “lange” Seite). Diese lange Seite muss man wieder schrumpfen lassen.
Erhitzen Sie eine kleine Stelle an der Längsseite, bis sie mattrot glüht. Nehmen Sie den Brenner weg und lassen Sie die Stelle an der Luft abkühlen. Während die glühende Stelle abkühlt, zieht sie sich zusammen. Durch diese Kontraktion wird das umgebende Metall wieder in die richtige Position gezogen.
Mechanisches Pressen und Biegen
Wenn Wärme allein nicht ausreicht, verwenden Sie Hydraulikpressen in Kombination mit Hochleistungsklemmen, um eine verbogene Baugruppe in die richtige Form zu bringen.
Befolgen Sie diese drei Schritte, um Wärme und mechanische Kraft beim Richten sicher zu kombinieren:
- Erwärmen Sie den zu biegenden Bereich leicht mit einem Brenner auf etwa 400 bis 600°F.
- Üben Sie mit der Presse ganz langsam Druck aus.
- Drücken Sie ein wenig, halten Sie inne und überprüfen Sie Ihre Ausrichtung.
Schlussfolgerung
Verformungen von vornherein zu vermeiden ist einfacher, als einen beschädigten Rahmen wieder in Form zu biegen. Nehmen Sie sich die Zeit, die Kanten zu säubern, Ihre Einstellungen an einem Reststück zu testen und alles fest zu klemmen.
Bei ShincoFab verarbeiten wir und Blech schweißen Jeden Tag. Diese Standardarbeitsanweisungen (SOPs) sorgen dafür, dass jedes von uns gefertigte Teil präzise und gemäß den Kundenspezifikationen hergestellt wird. Ganz gleich, ob Sie eine maßgefertigte Halterung schweißen oder eine Produktionsserie auslagern – die Kontrolle der Hitze hat oberste Priorität.
Und jetzt ab in die Werkstatt, die Montage sichern und ein paar Flachschweißnähte legen. Wenn Sie präzise Blechbearbeitung in großem Maßstab benötigen, wissen Sie, wo Sie uns finden.

