
La déformation du métal est un problème courant qui peut s'avérer frustrant lors du soudage. À ShincoFab, nous usinons et soudons chaque mois des milliers de pièces en tôle. Après avoir fabriqué des châssis sur mesure, des portes de précision et des boîtiers en tôle à tolérances serrées pour des clients industriels, nos opérateurs ont appris à prévenir la déformation thermique à l'échelle de la production.
Dans ce guide, je vais vous expliquer en détail comment éviter la déformation du métal lors du soudage. Vous découvrirez une méthode étape par étape pour garantir la planéité de vos projets. Nous aborderons la préparation du métal, son immobilisation à l'aide de serre-joints, le réglage de votre machine et l'utilisation d'astuces de soudage pour prévenir toute déformation avant même qu'elle ne se produise.
Résolvons ce problème une bonne fois pour toutes.
Pourquoi le métal se déforme-t-il lorsqu'on le soude ?

Pour éviter la déformation du métal, il faut d'abord comprendre pourquoi elle se produit.
La déformation du métal lors du soudage est due à la dilatation et à la contraction thermiques. Alors que la chaleur de l'arc de soudage provoque la dilatation du métal, le refroidissement rapide qui s'ensuit entraîne une contraction du joint nouvellement fusionné, ce qui génère une forte tension interne qui courbe et déforme le matériau.
Le cycle de chauffage et de refroidissement (dilatation thermique)
Lorsque le métal chauffe, il se dilate. Lorsqu'il refroidit, il se contracte.
Le bain de fusion atteint plus de 2 500 °F en quelques secondes. Le métal autour de la soudure s'échauffe rapidement et est repoussé vers l'extérieur.
Ensuite, vous arrêtez de souder. Le métal refroidit et tente de reprendre sa taille initiale.
Mais à présent, les pièces sont soudées ensemble. Le métal a tendance à se contracter, mais la nouvelle soudure l'empêche de bouger. Cela génère une forte tension interne. C'est cette tension qui, par ses forces de traction, de flexion et de torsion, déforme votre projet.
Pourquoi le métal fin représente votre plus grand défi
Les plaques d'acier épaisses sont résistantes. Ce n'est pas le cas des tôles fines.
Une pièce de métal épaisse agit comme une éponge : elle absorbe la chaleur et l'évacue en toute sécurité hors de la zone de soudure. Le métal fin ne dispose pas de cette masse supplémentaire, de sorte que la chaleur n'a nulle part où aller.
Lorsque vous soudez du métal fin, les trois phénomènes suivants se produisent :
- Il chauffe trop vite : La chaleur se propage largement, provoquant la dilatation de l'ensemble du panneau.
- Il manque de force : Une tôle de faible épaisseur ne peut pas résister à la force de traction exercée par une soudure en cours de refroidissement.
- Il se déforme facilement : Les forces opposées de la chaleur et du froid font rapidement onduler la surface.
Astuces spécifiques au métal à connaître absolument
Ce qui fonctionne bien sur l'acier doux peut endommager d'autres matériaux. Avant de souder, vous devez savoir exactement comment votre métal réagit à la chaleur.
Aluminium : chauffage rapide et contours adoucis
Contrairement à l'acier, l'aluminium ne devient pas rouge vif avant de fondre. Il peut sembler intact une seconde, puis traverser la table la suivante.
On le constate lors de la fabrication aluminium 6061 châssis. Comme il conduit rapidement la chaleur, celle-ci se propage dans toute la pièce. Si les opérateurs injectent un excès de chaleur dans un châssis en aluminium, la structure se déformera et perdra son alignement, ce qui la rendra inutilisable pour les assemblages à tolérances serrées.
Acier inoxydable : forte dilatation et accumulation de chaleur
L'acier inoxydable présente une faible conductivité thermique.
L’année dernière, nous avons produit un important lot de boîtiers alimentaires en acier inoxydable 304 de calibre 18. Nous avons constaté que la chaleur s’accumule précisément au niveau du joint de soudure. D'après les données métallurgiques, l'acier inoxydable austénitique 304 présente un coefficient de dilatation thermique 50% supérieur à celui de l'acier doux, tout en ne conduisant la chaleur qu'à un tiers de ce dernier. La forte chaleur emprisonnée en un seul point provoque une dilatation localisée. Cette combinaison rend difficile le maintien de la planéité des tôles minces en acier inoxydable sans protocoles de fabrication rigoureux.
Étape 1 : Préparez votre pièce métallique et votre machine

La plupart des déformations dues au soudage sont dues à une mauvaise mise en place. Un travail de préparation adéquat permet d'éviter que le métal ne se déforme par la suite.
Refroidisseur pour soudures métalliques propres
Commencez par utiliser une meuleuse. Un métal propre est un métal qui se travaille bien. Chez ShincoFab, notre règle est simple : s’il y a de la calamine, de l’huile ou de la rouille, on n’allume pas le chalumeau.
Si vous utilisez un fil d’apport épais sur une tôle fine, vous vous exposez à un échec. Vous devrez augmenter la puissance de votre poste à souder rien que pour faire fondre ce fil épais. La solution est simple. Optez pour un fil d'un calibre inférieur. Par exemple, si nos opérateurs effectuent un soudage MIG sur de la tôle fine avec un fil de 0,035, nous leur demandons de le remplacer par un fil de 0,023, conformément aux normes du secteur. bonnes pratiques pour réduire au minimum l'apport de chaleur sur les tôles de faible épaisseur. Un fil plus fin fond à une température bien plus basse, ce qui permet d'obtenir un produit fini plus plat et sans déformation.
Prenez une brosse métallique ou un disque à lamelles. Nettoyez les bords jusqu’à ce que le métal soit nu et brillant. Plus le joint est propre, plus vous pourrez déplacer rapidement votre chalumeau. Un mouvement rapide permet d’obtenir une pièce moins chaude et plus plane.
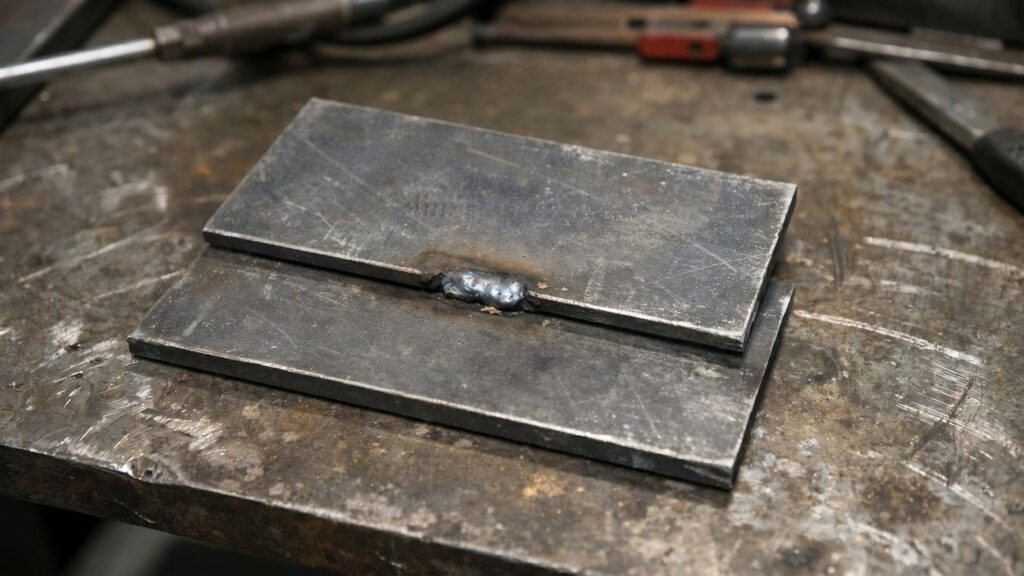
Réussissez parfaitement votre installation (pas de jeu autorisé)
On ne peut pas combler de grands écarts sans y injecter un excès de chaleur.
Pour combler un espace vide, il faut construire un pont de métal en fusion, ce qui augmente l'apport de chaleur.
Suivez ces trois étapes pour garantir un assemblage métallique bien serré et sans jeu :
- Mesurez deux fois pour éviter les raccourcis.
- Affûtez vos carres en ligne droite.
- Alignez bien les pièces avant de les serrer.
Plus l'ajustement est serré, moins il faut de chaleur pour réaliser une soudure solide.
La taille de votre fil d'apport a-t-elle de l'importance ? (Oui, voici pourquoi)
De nombreux soudeurs se concentrent sur l'épaisseur du métal de base et négligent le diamètre du fil d'apport.
Si vous utilisez un fil d'apport épais sur une tôle fine, vous devez augmenter la puissance de votre poste à souder pour faire fondre le fil. La solution consiste à choisir un fil d'un calibre inférieur. Par exemple, si nos opérateurs effectuent des soudures MIG sur de la tôle fine avec un fil de 0,035, nous leur demandons de passer à un fil de 0,023. Un fil plus fin fond à une température plus basse, ce qui permet d'obtenir un produit fini plus plat.
Étape 2 : Essai avec de la ferraille
Ne devinez pas les réglages de votre poste à souder. Modifier les réglages en cours de projet comporte des risques. Si votre machine est trop chaude, vous risquez de déformer ou de percer votre métal.
Pourquoi vous ne devriez jamais deviner vos paramètres
Testez d'abord les réglages sur de la ferraille. Si vous estimez à l'œil nu la tension et la vitesse d'alimentation en fil, vous risquez de déformer un panneau plat en quelques secondes.
Notre règle dans l'atelier ShincoFab : pas d'essai sur une pièce de rebut, pas d'arc sur le produit fini. Prendre cinq minutes pour réaliser un cordon d'essai élimine totalement ce risque et évite que les pièces découpées au laser ne finissent à la poubelle.
Réglage de la tension et de la vitesse de déplacement sur le « Trash Metal »
Les échantillons doivent provenir du même lot que votre projet et correspondre exactement à l'épaisseur et au matériau de celui-ci.
Suivez ces quatre étapes pour régler correctement les paramètres de votre poste à souder sur de la ferraille :
- Réalisez un assemblage d'essai : Serrez deux chutes de tissu ensemble, comme pour votre projet.
- Faites un petit cordon : Regardez la flaque et écoutez l'arc.
- Vérifiez votre chauffage : La soudure est-elle trop profonde ? Réduisez la tension.
- Adaptez votre vitesse : Bougez vos mains assez vite pour maintenir une faible température, mais assez lentement pour faire fondre le métal.
Réglez les boutons jusqu'à ce que la soudure vous semble correcte. Une fois vos réglages validés, ne les modifiez plus.
Étape 3 : Évacuer la chaleur à l'aide de dissipateurs thermiques
Le métal fin chauffe rapidement. Il faut trouver un moyen d'évacuer la chaleur du panneau avant qu'elle ne cause des dommages. C'est exactement le rôle d'un dissipateur thermique.
Comment les barres de renfort en cuivre permettent de préserver les métaux fins
Les barres d'appui en cuivre servent de dissipateurs thermiques pour les tôles fines. Chez ShincoFab, nous usinons des blocs d'appui en cuivre sur mesure d'une épaisseur de 1/2 pouce et d'une largeur de 2 pouces — généralement en longueurs de 12 pouces et 24 pouces — destinés à la production en grande série.
Le cuivre possède une conductivité thermique exceptionnelle, qui transfère la chaleur nettement plus rapidement que le carbone ou l'acier inoxydable. Lorsque vous placez une barre de cuivre épaisse derrière votre soudure, celle-ci agit comme une véritable éponge thermique, absorbant la chaleur intense de la zone de soudure avant qu'elle ne puisse déformer le métal environnant.
Positionnement des dissipateurs thermiques pour une efficacité maximale
Un dissipateur thermique nécessite un contact étroit et plat pour établir une voie de transfert thermique.
Suivez ces trois étapes pour installer vos dissipateurs thermiques de manière à optimiser le transfert thermique :
- Coudre la couture : Placez la barre de cuivre directement derrière le joint.
- Serrez bien fort : Utilisez des serre-joints pour plaquer fermement le cuivre contre l'acier. S'il y a un espace d'air, la chaleur ne peut pas se transmettre.
- Faites attention à votre dégagement : Placez les pinces près du joint sans gêner votre chalumeau.
Si vous n'avez pas de barre de cuivre, un bloc d'aluminium épais fera très bien l'affaire.
Étape 4 : Immobiliser complètement la personne (contraintes physiques)
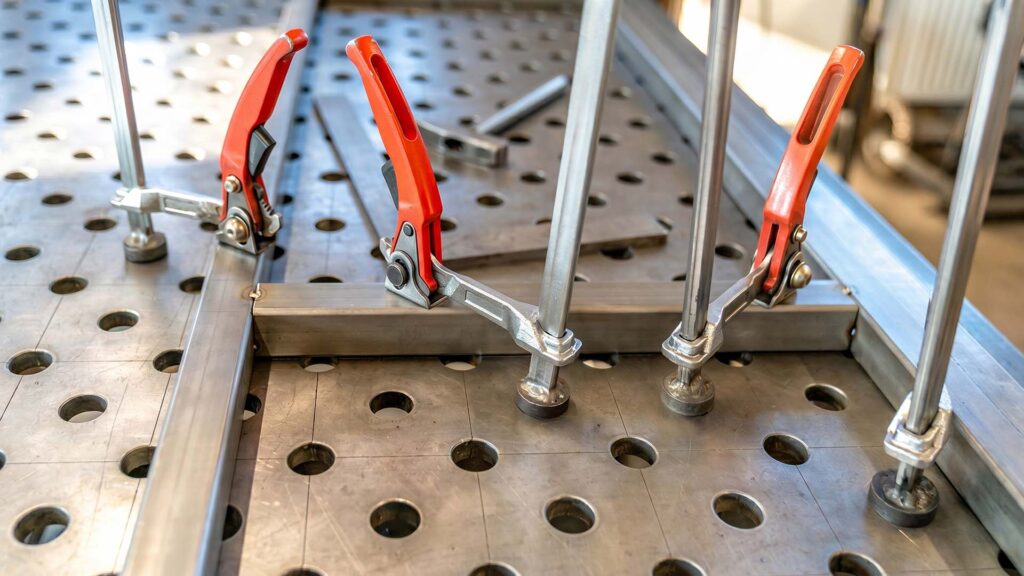
Le refroidissement du métal génère d'importantes forces de traction. Vous devez solidement immobiliser vos pièces afin qu'elles ne puissent pas bouger.
Utilisez des serre-joints et des gabarits robustes
Au fur et à mesure que la soudure refroidit, elle exercera une forte traction.
Vous aurez besoin de serre-joints très résistants pour maintenir le matériau en place. Pour les travaux industriels répétitifs, notre équipe d'ingénieurs conçoit des gabarits de soudage sur mesure. Ces gabarits garantissent un alignement parfait des pièces à chaque fois. Si le métal glisse, il risque de se déformer.
Entretoises et renforts temporaires pour soudure
Pour les pièces trop volumineuses pour être maintenues par une pince, utilisez des entretoises provisoires.
Si vous fabriquez un cadre à 90 degrés, le coin aura tendance à se refermer en refroidissant. Fixez provisoirement un morceau de ferraille en diagonale à l'intérieur du coin pour créer une armature rigide.
Utilisez ces deux méthodes pour ajouter des renforts temporaires et empêcher le métal de se déformer :
- Veillez à ce que les grands panneaux restent à plat : Fixez un morceau de cornière épaisse juste à côté de votre cordon de soudure.
- Éviter les mouvements latéraux : Soudez les chutes perpendiculairement à vos joints.
Une fois que le projet a refroidi, coupez les renforts et poncez les zones concernées jusqu’à ce qu’elles soient lisses.
Fixez votre pièce à la table par des points de soudure
Il arrive parfois que le serrage du métal sur l'établi ne soit pas suffisamment solide. Le métal aura tendance à se soulever lorsqu'il chauffera.
Fixez provisoirement votre projet à votre table de travail métallique à l'aide de soudures de repérage. Il suffit de trois ou quatre petites soudures de repérage sur les bords extérieurs. Une fois vos soudures définitives refroidies, détachez les soudures de repérage à l'aide d'un disque à tronçonner.
Étape 5 : Maîtrisez vos soudures de fixation
Les soudures de point constituent la base de votre projet.
Pourquoi les punaises constituent votre première ligne de défense
Les points d'assurage permettent de maintenir l'ensemble bien aligné. Ils confèrent au métal la résistance nécessaire pour supporter les forces de traction exercées lors de la soudure finale.
Faites en sorte que vos clous mesurent environ 1/4 de pouce de long. Ils doivent être suffisamment solides pour maintenir les pièces ensemble. Si vous les faites trop gros, cela génère un excès de chaleur.
Vérifiez les écarts après avoir posé les points de fixation. Si l'écart semble plus large à certains endroits, ajoutez des points de fixation supplémentaires pour bien le maintenir en place.
La séquence de piquage « du centre vers l'extérieur »
Si vous commencez à clouer par les bords, la chaleur provoquera un écartement de l'autre extrémité. Utilisez plutôt la méthode « du centre vers l'extérieur ».
Suivez ces trois étapes pour effectuer la séquence de points de fixation « du centre vers l'extérieur » :
- Commencez exactement au centre : Placez votre première agrafe au milieu de votre joint.
- Se déplacer vers l'extérieur : Ajoutez progressivement les clous suivants vers chaque bord.
- Espacez-les de manière régulière : Pour la tôle, espacez les punaises d'environ 2 à 4 pouces.
La séquence « du centre vers l'extérieur » repousse les contraintes vers les extrémités ouvertes du métal. Les forces de retrait se répartissent ainsi naturellement au lieu de se concentrer en un seul point.
Étape 6 : Maîtrisez la chaleur (techniques de soudage intelligentes)
La manière dont vous appliquez le fil est importante. Pour éviter que la pièce ne se déforme, repensez la façon dont vous maniez votre chalumeau.
Évitez le soudage en continu (utilisez des points courts)
Au lieu de souder 24 pouces d'affilée, divisez cette longueur en segments.
Soudez un tronçon de deux pouces, puis arrêtez-vous. Laissez un espace, passez à l'endroit suivant et soudez un autre tronçon de deux pouces. Cela permet au métal environnant de refroidir.
Vous pouvez également alterner les côtés pour équilibrer les contraintes. Soudez trois pouces du côté gauche, puis passez du côté droit et soudez trois pouces à cet endroit. En alternant ainsi d'un côté à l'autre, les forces de retrait s'annulent mutuellement.
La méthode du « back-step » expliquée
Au lieu d'avancer le long du cordon de soudure, soudez en reculant.
Commencez à quelques pouces du bord. Soudez en reculant vers le point de départ. Ensuite, descendez de quelques pouces supplémentaires le long du joint non soudé. Soudez à nouveau en reculant jusqu’à rejoindre le bain de fusion précédent.
Cela empêche la chaleur de se propager dans une seule direction et permet de répartir les contraintes thermiques en segments plus faciles à gérer.
Agissez plus vite pour éviter que la tension ne monte
Si vous avancez trop lentement, la chaleur pénètre profondément dans la tôle environnante. Maintenez une vitesse d'avance suffisamment élevée pour que la zone affectée par la chaleur reste étroite.
Évitez les mouvements de tissage amples, qui répartissent les températures élevées sur une grande surface. Privilégiez plutôt un cordon serré et droit.
Résistez à la tentation de trop souder. Un joint de 3/16 de pouce ne nécessite pas un cordon de soudure épais de 1/4 de pouce. Un excès de métal d'apport génère une chaleur excessive et rend le métal plus dur.
Étape 7 : Laisser refroidir (Peut-on refroidir une soudure avec de l'eau ou de l'air comprimé ?)
Laissez la soudure refroidir naturellement. N'accélérez pas le processus de refroidissement.
Pourquoi il ne faut jamais tremper du métal chaud
Ne refroidissez jamais une soudure fraîche dans l'eau.
Lorsque l'on plonge une soudure à 1 000 degrés dans de l'eau froide, cela provoque un choc thermique violent. Comme expliqué en détail dans directives métallurgiques relatives au traitement thermique et à la trempe, ce refroidissement rapide et incontrôlé entraîne deux conséquences désastreuses :
- Cela endommage la soudure : Le choc soudain rend le métal cassant, ce qui provoque souvent une fissure au milieu de votre nouvelle soudure.
- Ça gâche la forme : Les forces de traction tordent la pièce à tel point qu'elle devient irréparable.
La seule solution sûre consiste à laisser le métal refroidir naturellement à l'air libre.
Les dégâts cachés causés par l'air comprimé et les chiffons humides
N'utilisez pas de chiffons humides, d'air comprimé ni de ventilateurs pour refroidir les soudures.
Le refroidissement forcé entraîne des variations de température sur l'ensemble du panneau.
Voici comment les méthodes de refroidissement forcé endommagent votre tôle chaude :
- Chiffons humides : Un refroidissement trop rapide de la couche supérieure peut provoquer des fissures en surface.
- Air comprimé : Un côté se refroidit tandis que l'autre reste chaud, ce qui provoque une déformation du métal.
- Fans : Provoquer des courants d'air irréguliers qui déforment les tôles fines.
Laissez le métal refroidir lentement et uniformément à température ambiante.
Que faire si le métal continue à se déformer ?

Si le métal continue de se déformer malgré un serrage, un assemblage et un refroidissement corrects, deux solutions s'offrent à vous pour y remédier.
Comment corriger la déformation d'une pièce métallique après le soudage ?
Le lissage thermique utilise la chaleur pour corriger les déformations.
Lorsqu'un panneau se déforme, l'un de ses côtés s'étire (le côté “ long ”). Il faut alors rétrécir ce côté long.
Chauffez une petite zone sur le côté long jusqu’à ce qu’elle devienne rouge mat. Éloignez le chalumeau et laissez refroidir à l’air libre. À mesure que la zone chauffée à blanc refroidit, elle se rétracte. Cette contraction ramène le métal environnant dans son alignement initial.
Pressage et pliage mécaniques
Si la chaleur seule ne suffit pas, utilisez des presses hydrauliques associées à des serre-joints très résistants pour remettre en place un ensemble déformé.
Suivez ces trois étapes pour associer en toute sécurité la chaleur et la force mécanique lors du lissage :
- Chauffez légèrement la zone à plier à l'aide d'un chalumeau, à une température comprise entre 400 et 600 °F.
- Appliquez la pression avec la presse très lentement.
- Poussez légèrement, arrêtez-vous, puis vérifiez votre alignement.
Conclusion
Il vaut mieux prévenir la déformation avant qu’elle ne se produise que de devoir redresser un cadre abîmé. Prenez le temps de nettoyer vos bords, de tester vos réglages sur un morceau de chutes et de bien serrer tous les éléments à l’aide de serre-joints.
Chez ShincoFab, nous traitons et soudage de tôles chaque jour. Ces procédures opérationnelles standard (SOP) garantissent que chaque pièce que nous fabriquons est bien d'équerre et conforme aux spécifications du client. Que vous soudiez un support sur mesure ou que vous sous-traitez une série de production, le contrôle de la chaleur est la priorité absolue.
Allez donc à l'atelier, vérifiez bien l'ajustement de vos pièces et réalisez quelques soudures à plat. Si vous avez besoin de travaux de tôlerie de précision à grande échelle, vous savez où nous trouver.

