L'ourlet de tôle est un procédé de fabrication qui consiste à replier un bord brut et tranchant de tôle sur lui-même afin de créer une bordure sûre, lisse et rigide.
Pensez à votre paire de jeans préférée. Regardez le bas de la jambe. Le tissu est replié et cousu en place pour éviter qu'il ne s'effiloche. Un ourlet en tôle est exactement le même concept, mais le tissu est remplacé par de l'acier ou de l'aluminium.
Mais dans notre atelier, ici à ShincoFab, Les enjeux sont un peu plus élevés qu'un jean effiloché. Chaque jour, nous prenons des bordures dangereuses et non finies et nous les plions sur nos presses plieuses pour créer des bords lisses et sûrs. Cela semble simple, mais après avoir traité des milliers de pièces sur mesure, je peux vous dire qu'un ourlet approprié change complètement la façon dont votre pièce métallique survit dans le monde réel.
Avant d'expliquer pourquoi ce processus est nécessaire, permettez-moi de clarifier une confusion que nous constatons presque chaque semaine dans les plans des clients.
La vraie différence entre l'ourlet et la couture
Lorsque nous examinons les fichiers CAO envoyés par les ingénieurs et les concepteurs de produits, nous voyons souvent les mots “ourlet” et “couture” utilisés de manière interchangeable. Ils n'ont pas la même signification et requièrent un outillage complètement différent de notre part.
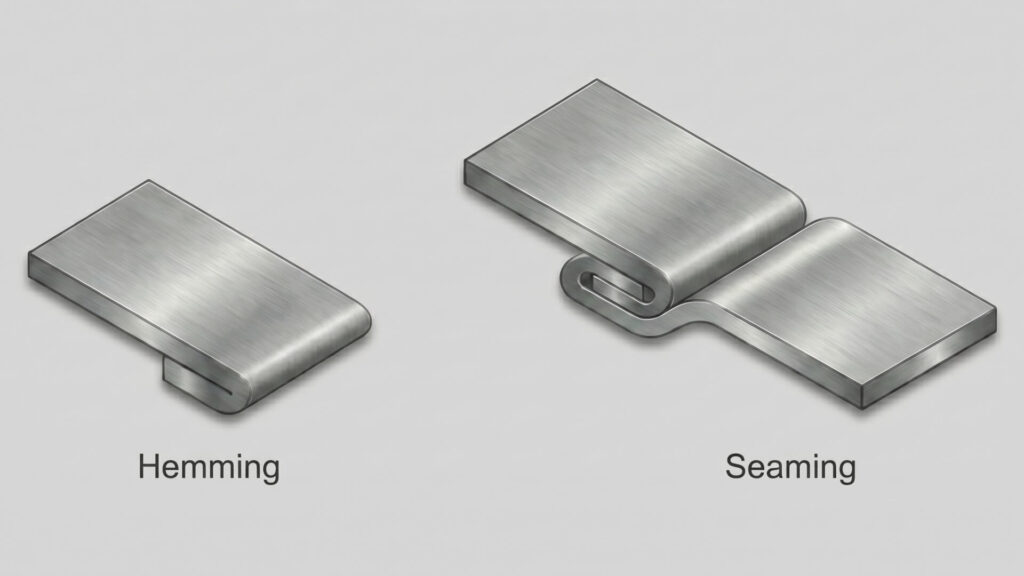
La principale différence entre l'ourlet et la couture dépend du nombre de pièces métalliques concernées :
- L'ourlet se termine par un bord unique. Nous prenons en une seule pièce de tôle et la replier sur elle-même à l'aide d'un emporte-pièce.
- Les coutures relient deux pièces séparées. Nous prenons deux pièces de tôle, liez leurs bords et verrouillez-les fermement. Pensez à la partie supérieure d'une boîte de conserve.
En termes simples, nous faisons un ourlet pour finir un bord brut. Nous réalisons une couture pour relier deux pièces. Maintenant que vous savez que nous ne traitons qu'une seule pièce de métal à la fois, voyons pourquoi le pliage de ce bord n'est généralement pas négociable dans nos travaux de fabrication quotidiens.
Pourquoi avez-vous besoin d'un ourlet ?
Tout droit sorti de nos machines de découpe laser ou de nos cisailles, le bord brut d'un métal de calibre 18 agit comme une lame de rasoir. Vous ne voulez pas le laisser ainsi.
D'après notre expérience, l'ajout d'un ourlet offre à nos clients trois avantages considérables :
- Sécurité (il sauve les doigts). Nos opérateurs manipulent physiquement ces pièces. Si, plus tard, quelqu'un saisit votre pièce sur une ligne d'assemblage, il ne devrait pas saigner. Un ourlet devient un risque d'arête en une frontière sûre et lisse à l'aide d'un contrôle technique pour éliminer ou minimiser l'exposition des employés.
- Il ajoute une force considérable. Le pliage du métal double son épaisseur à l'endroit où il est le plus faible. Nous suggérons souvent à nos clients de faire des ourlets pour rigidifier un panneau flottant et l'empêcher d'osciller sans avoir à passer à une tôle plus épaisse et plus lourde.
- Il a l'air professionnel. Les bords coupés présentent des aspérités, des bavures et des marques de chaleur dues au laser. Un ourlet dissimule ces salissures et confère aux produits, tels que les enceintes de cuisine commerciale que nous fabriquons, une finition propre et de qualité supérieure.
Les 4 types courants d'ourlets en tôle
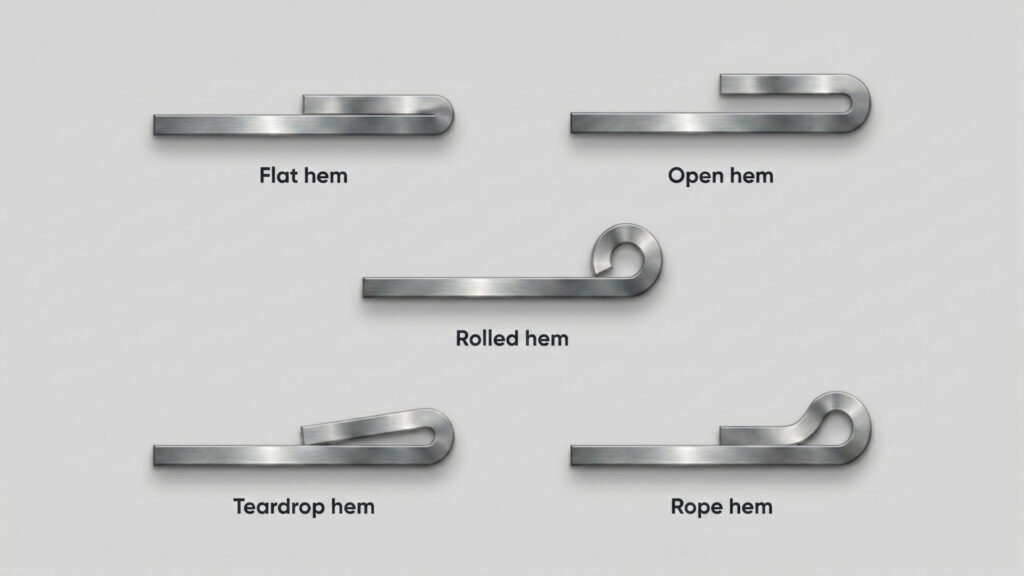
Tous les ourlets ne sont pas identiques. Sur le sol ShincoFab, le choix dépend de l'application de votre pièce. Il existe quatre principaux types d'ourlets de tôle utilisés dans la fabrication : les ourlets fermés (plats), les ourlets ouverts, les ourlets en forme de goutte d'eau et les ourlets roulés.
Il existe quatre principaux types d'ourlets de tôle utilisés dans la fabrication : les ourlets fermés (plats), les ourlets ouverts, les ourlets en forme de goutte d'eau et les ourlets roulés. Fournissez une référence rapide pour votre conception :
| Type d'ourlet | Structure / Profil | Meilleure application |
|---|---|---|
| Ourlet fermé (plat) | Plié et pressé complètement à plat, sans espace intérieur. | Résistance maximale, finitions affleurantes (par exemple, armoires métalliques). |
| Ourlet ouvert | Replié sur lui-même, il laisse une petite poche d'air bien définie à l'intérieur. | Métaux plus épais, ou espace permettant de glisser des fils/composants à l'intérieur. |
| Ourlet en goutte d'eau | Plié à plus de 180 degrés, il forme un vide d'air en forme de goutte d'eau. | Les métaux fragiles ou cassants (comme l'aluminium 6061) pour éviter les fissures. |
| Ourlet roulé (corde) | Enroulé en un cercle complet, il forme un tube lisse et creux. | Poignées industrielles ou objets nécessitant une prise en main ergonomique en toute sécurité. |
Ourlet fermé (plat)
Nous rabattons le bord et le pressons complètement à plat sous la presse plieuse pour qu'il n'y ait aucun espace à l'intérieur. Nous utilisons cette méthode lorsque les clients ont besoin d'une résistance maximale et d'une finition plane et lisse (très populaire pour les armoires métalliques que nous fabriquons).
Ourlet ouvert
Il se replie également, mais laisse une petite poche d'air à l'intérieur. Pourquoi recommandons-nous de laisser une poche d'air ? Tout d'abord, cela nous permet d'éviter les fissures lorsque nous travaillons avec des métaux plus épais. Deuxièmement, cela laisse de la place si votre équipe d'assemblage doit glisser un fil ou un autre composant à l'intérieur du pli plus tard.
Ourlet en goutte d'eau
Il se plie à 180 degrés pour former une goutte d'eau. Nous l'utilisons exclusivement pour les métaux fragiles. Si nous essayions d'écraser certaines qualités d'aluminium totalement à plat sur nos machines, elles se briseraient. La forme en goutte d'eau permet un pliage sûr sans contrainte matérielle.
Ourlet roulé (ou corde)
Au lieu d'un pli plat, nous enroulons le bord en un cercle complet, créant ainsi un tube lisse. C'est la meilleure option pour les poignées. Lorsque nous fabriquons des boîtes à outils personnalisées ou des poignées industrielles, nous optons pour ce type de matériau, car sa prise en main est parfaitement sûre.
Comment choisir le bon métal pour votre ourlet
Les métaux agissent différemment sous l'effet du tonnage. Si un concepteur junior force un métal fragile à former un pli serré sur un fichier CAO, il se brisera sur la presse plieuse. Vous venez de gaspiller un bon matériau.
Pour vous faire gagner du temps et de l'argent dans le domaine du prototypage, voici une liste d'astuces basées sur ce qui fonctionne de manière fiable sur nos machines. Les métaux les plus couramment utilisés pour l'ourlet de tôle sont l'acier laminé à froid, l'aluminium et l'acier inoxydable :
- Acier laminé à froid (par exemple, SPCC) : Le cheval de bataille facile à vivre. Il se plie facilement sans se casser. Si la feuille est relativement fine, on peut utiliser sans risque un Ourlet fermé.
- Aluminium (par exemple, 6061 ou 5052) : Ils sont légers mais peuvent être fragiles. Nous avons vu le 6061 se fissurer presque à chaque fois qu'il est écrasé à plat. Pour garder le métal intact, nous conseillons toujours un ourlet en forme de goutte d'eau ou un ourlet ouvert pour tenir compte de la ductilité réduite de l'acier 6061. les alliages rigides traités thermiquement comme le 6061.
- Acier inoxydable (par exemple, 304) : Dur et têtu. Pour le plier, il faut une machine très puissante. En raison de sa dureté et de sa propension au retour élastique, il est nécessaire d'utiliser une machine à cintrer. Ourlet fermé peut soumettre le métal à de trop fortes contraintes. Une Ourlet ouvert est le moyen le plus sûr de prévenir les micro-fractures.
Règles d'or pour la conception d'un ourlet
Une mauvaise conception ruine un bon métal avant même que nos machines ne soient allumées. Pour obtenir un ourlet parfait sans que nous ayons à vous renvoyer votre plan pour révision, respectez les trois règles suivantes. presse plieuse de précision pour la réalisation d'ourlets:
- Règle #1 : Surveillez l'épaisseur du matériau. L'ourlet aime le métal fin. Chez ShincoFab, nous déconseillons vivement d'essayer d'ourler des tôles d'une épaisseur supérieure à 0,125 pouce (calibre 11). Le métal de forte épaisseur ne fera que lutter contre la matrice et se fissurera sous l'effet du tonnage.
- Règle #2 : Veiller à la bonne longueur de l'appartement. Il faut suffisamment de matière pour que l'outillage de la machine puisse la saisir et la plier. Le bord de retour du pliage (longueur de la bride) doit être au moins quatre fois plus épais que la tôle. S'il est trop court, il glisse hors de la matrice.
- Règle #3 : Respecter le rayon de courbure. Pour les ourlets ouverts, ne forcez pas un tour trop serré. La courbure intérieure doit être au moins égale à l'épaisseur du matériau. Cela permet de réduire les tensions et d'éviter que le métal ne se brise lors de l'enfoncement.
Comment une presse plieuse ourle-t-elle la tôle ?
Une fois votre projet défini, notre atelier prend le relais. Voici comment nos opérateurs exécutent ces plis :
La méthode de la presse plieuse
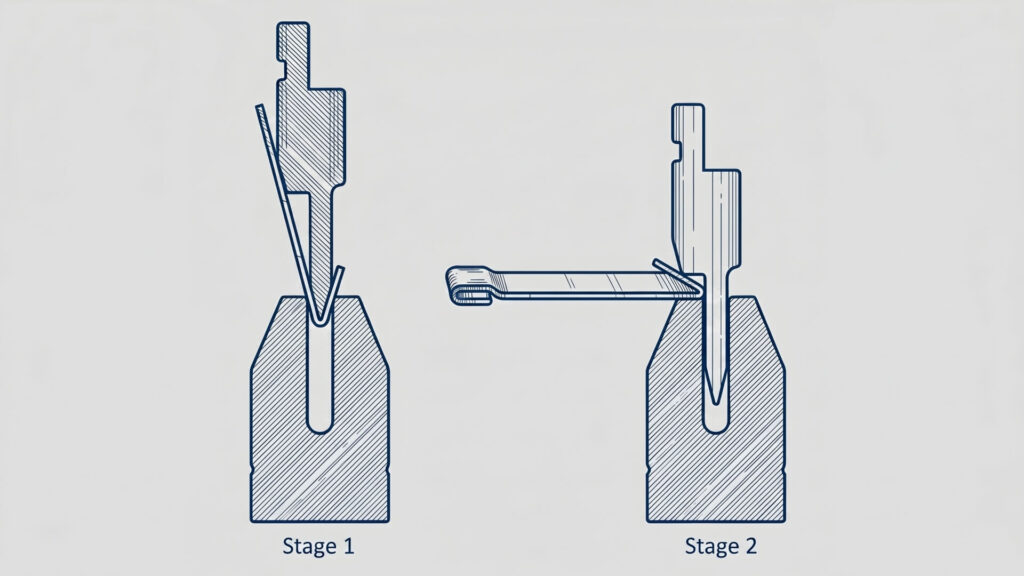
C'est notre norme quotidienne et elle est très fiable pour les travaux de tous les jours. Le processus d'ourlet standard de la presse plieuse se déroule en deux étapes distinctes :
- Plier à un angle aigu : Tout d'abord, nous utilisons un emporte-pièce en V et un poinçon pour plier le bord du métal brut en un angle aigu (généralement autour de 30 degrés).
- Comprimez le pli pour le fermer : Ensuite, nous passons à une matrice d'aplatissement (ou une matrice d'ourlet spécialisée) qui descend et écrase le pli contre lui-même.
Ourlage de la matrice
Vous avez besoin de fabriquer 10 000 pièces en urgence ? Nous proposons cette solution pour la production de masse. Elle utilise un outil sur mesure pour plier tout le bord en une seule fois. L'outil personnalisé coûte plus cher au départ, mais la vitesse de production réduit considérablement le coût par pièce.
Ourlet en rouleau
Si votre métal a un bord incurvé, une presse plieuse standard ne fonctionnera pas. Pour cela, de petits rouleaux guident le bord, poussant le métal petit à petit. Cette technique est idéale pour les pièces automobiles ou électroménagères complexes et courbes.
Comment remédier aux maux de tête courants liés à l'ourlet
Le métal n'a pas sa langue dans sa poche. Voici les problèmes les plus courants que nous résolvons dans l'atelier, et comment nous y remédions pour que votre commande ne soit pas retardée :
- Le bord extérieur de la balle se fissure : Se produit généralement lors de l'écrasement d'un métal fragile à plat. Notre solution : Nous interrompons le tirage et passons à un ourlet en forme de goutte d'eau ou à un ourlet ouvert pour soulager le stress.
- Déformation et courbure : Votre écran plat est soudainement ondulé. Notre solution : L'opérateur doit recalibrer le bombage de la presse plieuse. Nous veillons à ce que le panneau soit entièrement soutenu et à ce que le tonnage soit parfaitement régulier sur toute la longueur du banc.
- Le pli ne se ferme pas : La machine ne peut pas saisir le bord correctement. Notre solution : Nous examinons votre plan. En général, la longueur de la bride est trop courte (moins de 4 fois l'épaisseur du matériau).
L'impact de l'ourlet sur vos coûts de fabrication
Chaque fois que nous plier le métal, Il ajoute une opération à l'atelier, ce qui augmente le temps de travail des machines et la main-d'œuvre. Mais vous pouvez contrôler ce budget :
- S'en tenir à l'essentiel. Un ourlet ouvert ou fermé standard est bon marché. Presque n'importe quelle presse plieuse de base peut les réaliser rapidement.
- Évitez les formes délicates si vous le pouvez. Les ourlets en goutte d'eau et les ourlets roulés sont excellents. Mais ils nécessitent des outils spéciaux et des temps de préparation plus longs. Ne les payez que si votre métal ou votre dessin l'exige.
- Faire correspondre le processus au volume. N'achetez pas une matrice personnalisée coûteuse pour un petit lot de pièces. Laissez l'atelier utiliser une presse plieuse standard pour réduire vos coûts initiaux.
Avez-vous vraiment besoin d'un ourlet ? (Alternatives moins chères)
Parfois, en tant que partenaire de fabrication, nous vous dirons qu'un ourlet complet est excessif. Si votre budget est serré, envisagez les alternatives que nous vous proposons :
- Demander l'ébavurage : Si vous souhaitez simplement éviter que des personnes se coupent, demandez-nous d'ébavurer ou de culbuter la pièce. Nous éliminons les arêtes vives sans plier le métal. C'est nettement moins cher.
- Faire un pli à 90 degrés : Besoin de rigidifier un panneau souple ? Un pliage standard à 90 degrés ajoute une rigidité importante en un seul passage rapide sur la presse plieuse, ce qui évite l'étape secondaire de l'aplatissement.
Conclusion
L'ourlet de tôle n'a pas besoin d'être compliqué. Il s'agit en fait d'associer le bon pli au bon métal. Si vous le faites correctement, vous obtiendrez une pièce sûre, solide et d'aspect très professionnel.
Vous connaissez maintenant les règles du jeu du point de vue d'un fabricant. Vous savez quand écraser un ourlet, quand laisser un espace ouvert et quand un simple travail d'ébavurage est la meilleure solution.
Il ne reste plus qu'à transformer votre plan en métal. L'équipe de ShincoFab est là pour s'occuper du pliage. Nous fabriquons de la tôle tous les jours et savons exactement comment réaliser votre projet sans les rebuts et les maux de tête. Choisissez le bon ourlet, envoyez-nous vos fichiers STEP ou DXF, et mettons-nous au travail.

