
La sérigraphie sur métal est un procédé de fabrication précis qui utilise un pochoir et un écran à mailles serrées pour presser l'encre directement sur une surface métallique. Ce procédé crée une liaison permanente, résistante aux produits chimiques, qui permet aux logos, aux avertissements de sécurité et aux textes de survivre aux environnements industriels difficiles dans lesquels les autocollants bon marché échoueraient.
Au ShincoFab, Notre équipe de fabrication de tôles imprime des dizaines de milliers de pièces métalliques. Nous savons exactement ce qui permet à l'encre d'adhérer de façon permanente à l'aluminium nu et pourquoi elle s'écaille lorsqu'elle est mal appliquée. Dans ce guide, vous apprendrez comment fonctionne le processus, quels sont les meilleurs métaux et finitions à utiliser, comment choisir la bonne encre, quel est le coût réel des commandes en gros et comment notre équipe de contrôle de la qualité (CQ) corrige les défauts d'adhérence les plus courants.
Qu'est-ce que la sérigraphie sur métal ?
La sérigraphie sur métal est un procédé de fabrication très précis qui utilise un pochoir photo-émulsion personnalisé et un écran à mailles serrées pour presser l'encre directement sur une surface métallique. L'encre ne passe qu'à travers les espaces ouverts de la maille, créant ainsi un texte ou un logo net et permanent directement sur le substrat.
Comment fonctionne le processus (dans notre atelier)
Voyons comment cela se passe chez ShincoFab. Vous n'avez pas besoin d'un diplôme d'ingénieur, mais vous devez comprendre la réalité physique du processus.
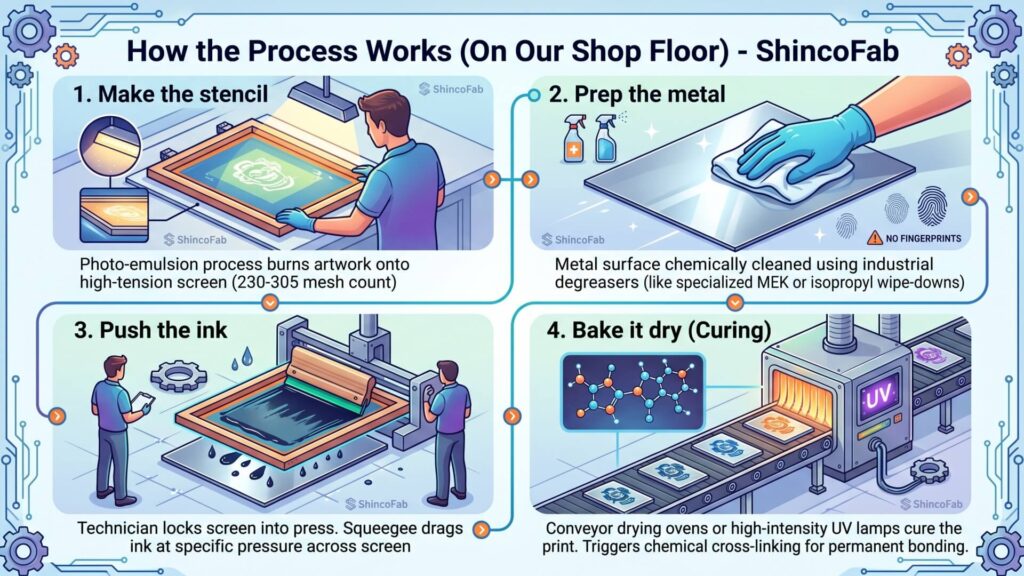
- Réaliser le pochoir : Tout d'abord, un processus de photo-émulsion brûle votre œuvre d'art sur un écran en maille. Pour les textes métalliques fins, nous utilisons généralement un écran à haute tension (généralement entre 230 et 305 mailles) afin que l'encre n'inonde pas le substrat.
- Préparer le métal : Nous essuyons et nettoyons chimiquement la surface métallique à l'aide de dégraissants industriels (tels que des nettoyants spécialisés à base de MEK ou d'isopropyle). Si une empreinte digitale est laissée sur le métal, l'encre s'enlèvera plus tard.
- Pousser l'encre : Un technicien insère l'écran dans notre presse d'imprimerie par-dessus la partie métallique. Une lame de caoutchouc plate (raclette) entraîne l'encre sur l'écran à une pression spécifique.
- Le cuire à sec (Curing) : L'encre humide sur le métal ne sert à rien. Des fours de séchage à convoyeur ou des lampes UV à haute intensité durcissent les composants métalliques fraîchement imprimés. Cela déclenche un processus de réticulation chimique qui lie de manière permanente l'encre au métal.
Pourquoi choisir la sérigraphie ? (Les avantages)
Vous vous demandez peut-être pourquoi vous ne devriez pas utiliser un autocollant en vinyle résistant. La réponse se résume à la robustesse et à l'esthétique professionnelle.
Durabilité intégrée pour les environnements difficiles
Lorsque nos clients commandent des boîtiers personnalisés pour des équipements de télécommunications extérieurs, les étiquettes bon marché ne survivent pas.
La sérigraphie crée un lien permanent. Une fois que nos fours ont durci l'encre, celle-ci atteint une résistance de niveau industriel.
- Résistant aux intempéries : Il résiste au soleil et aux rayons UV sans s'écailler.
- Résistant aux produits chimiques : L'huile de moteur, la graisse et les solvants industriels puissants ne tacheront pas votre texte.
- Résistant aux rayures : Nous effectuons fréquemment la Test d'adhérence par rayures croisées ASTM D3359 sur nos lots imprimés. Une sérigraphie correctement séchée ne s'écaillera pas, même si vous y appliquez une lame.
Des couleurs parfaitement assorties à votre marque
Un logo délavé et sans couleur donne l'impression qu'un châssis électronique de haute technicité est bon marché. Chez ShincoFab, nos clients sont obsédés par les couleurs de leur marque.
Avec la sérigraphie, vous obtenez des correspondances de couleurs précises. Nous formulons nos encres en respectant scrupuleusement les normes en vigueur. Système de correspondance Pantone normalisé (PMS) pour s'assurer que les couleurs de votre marque sont reproduites avec exactitude.
- Des solides vibrants : L'encre s'applique en couche épaisse, laissant une finition brillante et tactile que vous pouvez réellement sentir.
- Pas de pixellisation : Contrairement aux imprimantes UV numériques à plat, les écrans déposent un bloc de couleur solide sans micro-bandes bizarres ni points flous.
Quelle est la durée de vie de l'encre sérigraphique sur le métal ?
Lorsqu'elle est correctement formulée et durcie, l'encre sérigraphique sur métal offre une longévité exceptionnelle. Pour les équipements industriels d'intérieur, l'impression durera généralement plus longtemps que la machine elle-même, restant éclatante pendant 10 à 15 ans ou plus. Pour les boîtiers extérieurs exposés à la lumière directe du soleil, aux intempéries et aux rayons UV, les encres époxy catalysées durent facilement 5 à 7 ans avant de montrer une dégradation de la couche supérieure. L'ajout d'une couche protectrice transparente permet de dépasser largement la barre des 10 ans.
Combien cela coûte-t-il réellement ? (Le point de vue du fabricant)

Venons-en directement au prix. Lorsqu'un client me demande un devis, je dois lui expliquer qu'en sérigraphie, vous payez la préparation, pas l'impression.
La tarification en vrac vous permet d'économiser de l'argent
La création d'une trame personnalisée prend du temps à l'atelier. Un technicien prépare le fichier vectoriel, grave le pochoir et calibre la presse. Ce coût d'installation fixe varie généralement entre $50 et $150 par couleur.
Si vous n'avez besoin que de 10 supports métalliques imprimés, le coût par pièce est élevé parce que vous absorbez les frais d'installation de $150 sur 10 unités (ce qui revient à ajouter $15 à chaque pièce). Mais si vous commandez 1 000 unités ? Le calcul est inversé. Une fois que notre presse est en marche, l'estampage de chaque pièce supplémentaire prend quelques secondes.
- Petits lots (1-50 pièces) : Coût élevé par pièce. (Dans ce cas, je recommande souvent à nos clients de passer à l'impression numérique UV s'ils n'ont pas d'exigences strictes en matière de durabilité).
- Grands lots (plus de 100 pièces) : Les coûts de la sérigraphie chutent à seulement $0,10 à $0,50 par pièce et c'est le grand gagnant.
- Commandes répétées : Des économies massives. Chez ShincoFab, nous stockons vos écrans dans notre bibliothèque. Lorsque vous renouvelez votre commande le mois suivant, nous sautons complètement le processus d'installation.
Délais d'exécution standard : Le coût n'est pas le seul facteur ; le temps, c'est de l'argent. Pour les ateliers professionnels de fabrication B2B, les délais standard pour les lots de sérigraphie à haut volume varient généralement entre 5 à 10 jours ouvrables, En fonction de la complexité du travail de préparation et de la programmation des fours.
Sérigraphie vs. gravure laser et tampographie
Avant de choisir une méthode de marquage, il est utile de comparer la sérigraphie aux autres méthodes. Voici une comparaison rapide des trois techniques de marquage industriel les plus courantes :
| Fonctionnalité | Sérigraphie | Gravure au laser | Tampographie |
|---|---|---|---|
| Meilleure application | Tôles plates, grands boîtiers, logos de marque | Numéros de série, codes-barres, outils médicaux nus | Pièces courbes, formes irrégulières, petits cadrans internes |
| Options de couleur | Correspondance Pantone exacte (PMS), plusieurs couleurs | Couleur unique (brut, teinte métal brûlé) | Nombre limité de couleurs d'accompagnement par passage |
| Durabilité | Élevée (résistance aux produits chimiques et aux UV) | Extrême (gravure physique dans le substrat) | Modérée (sujette au grattage physique) |
| Coût en volume | Coût par pièce extrêmement faible à l'échelle | Coût moyen à élevé par pièce (processus lent) | Faible coût par pièce |
Pouvez-vous faire cela chez vous ? (Bricolage ou embauche d'un professionnel)
Sur les forums, je vois souvent des amateurs demander s'ils peuvent sérigraphier du métal dans leur garage. Oui, c'est possible, mais c'est beaucoup plus difficile que d'imprimer un t-shirt en coton.
Si vous vendez ces composants à des clients B2B, je vous recommande vivement de faire appel à un atelier de fabrication professionnel. Pourquoi ? Les encres métalliques à base de solvant dégagent des fumées toxiques qui nécessitent de sérieuses mesures de sécurité. ventilation et protection respiratoire conformément à la norme OSHA 1910.134. Plus important encore, les pistolets thermiques de bricolage ne peuvent pas maintenir la température ambiante précise de 300°F pendant 20 minutes d'affilée. Il m'est arrivé que des clients paniqués nous apportent des travaux de bricolage dont le logo avait déteint pendant le transport, nous suppliant de les décaper et de les réimprimer à l'aide de nos fours industriels.
Sélection des matériaux pour la sérigraphie sur métal
La combinaison du support et de l'encre détermine la réussite de votre impression. Voici comment nous les associons dans l'atelier.
Quels sont les meilleurs métaux pour la sérigraphie ?
La surface sur laquelle vous imprimez modifie complètement le comportement de l'encre. Les meilleurs métaux pour la sérigraphie sont l'aluminium, l'acier inoxydable, les métaux à revêtement en poudre et l'aluminium anodisé.
- Aluminium : Léger et facile à travailler. L'encre adhère solidement à l'aluminium brut lorsqu'elle est nettoyée chimiquement.
- Acier inoxydable : Le réservoir à usage intensif. Il a l'air haut de gamme, mais il peut être lisse. Nous devons souvent assurer une phase de dégraissage sans faille avant d'imprimer sur de l'acier inoxydable brossé.
- Revêtement par poudre (notre préféré) : C'est une surface de rêve pour la sérigraphie. L'encre forme une liaison permanente avec une couche de poudre mate ou satinée. En outre, comme les pièces revêtues de poudre ont déjà été durcies à 400°F au cours de leur propre processus de revêtement, elles peuvent supporter en toute sécurité les cycles de four de 300°F / 20 minutes nécessaires à la réticulation complète des encres époxydiques en deux parties. Mais attention : les peintures en poudre fortement texturées (finitions “sable” ou “rides”) déforment les textes fins.
- Aluminium anodisé : Il donne une impression de haute technologie, mais les structure poreuse microscopique d'un film anodique signifie que les encres standard n'adhèrent pas correctement. Vous devez utiliser une encre catalysée ou des colorants à base de solvant capables de pénétrer dans ces pores de taille nanométrique, faute de quoi l'impression finira par s'effacer.
Quelles sont les encres qui fonctionnent le mieux sur le métal ?
L'encre sur métal doit se battre pour survivre. Chez ShincoFab, nous stockons différentes formules pour différents environnements d'utilisation finale.
- Encres à base de solvant / époxy (en deux parties) : Il s'agit de nos encres les plus puissantes. Nous mélangeons un durcisseur (catalyseur) à l'encre de base dans un rapport strict (généralement 10:1 ou 4:1 selon la marque) avant l'impression. Une fois mélangée, l'encre a une “durée de vie en pot” limitée (généralement de 4 à 8 heures) avant de durcir dans le seau et de devenir inutilisable. Elles mordent chimiquement dans le métal et sont très résistantes aux produits chimiques agressifs. Une fois cuites dans nos fours à 300°F pendant 20 minutes, elles résistent à l'usure industrielle extrême.
- Encres à séchage UV : Les encres à séchage UV sont des formules photopolymères qui durcissent instantanément lorsqu'elles sont exposées à une lumière ultraviolette concentrée. Conçues pour la vitesse pure, nous soumettons le métal fraîchement imprimé à des lampes UV intenses pour figer l'encre en quelques secondes. Elles sont idéales pour l'électronique d'intérieur à haut volume.
Comment formater une œuvre d'art pour la sérigraphie sur métal ?
Si j'avais un dollar pour chaque fois que nous avons reçu un JPEG basse résolution pour un travail d'impression...
Pour éviter des retards dans notre service d'ingénierie, configurez correctement vos fichiers :
- Fichiers vectoriels uniquement : Nous avons besoin de vecteurs .AI, .EPS, ou .PDF. Pas de JPEG.
- Faites attention à vos dégagements : Ne placez pas le texte à moins de 3 millimètres d'un coude de tôle ou d'un trou noyé. L'écran ne peut pas s'appuyer à plat à cet endroit.
- Trait et polices de caractères : L'encre s'étale légèrement sur le métal. L'épaisseur des lignes doit être d'au moins 0,010 pouce et les polices de caractères doivent être supérieures à 6 points.
Pourquoi la préparation des surfaces n'est-elle pas négociable ?
Une fois que votre dessin vectoriel numérique est approuvé et que le pochoir est gravé, l'étape de la fabrication physique commence. Mais la meilleure encre du monde n'adhérera pas à une plaque sale. Les tôles brutes sortent de nos machines CNC couvertes de fluides de coupe et de fines poussières métalliques.
Si nous sautons la ligne de lavage chimique, l'encre est visuellement bonne. Par conséquent, lorsque l'huile résiduelle invisible s'évapore une semaine plus tard, le logo tombe tout simplement. Il ne faut donc jamais précipiter la préparation. C'est l'étape la plus importante de tout notre processus de fabrication.
3 erreurs courantes dans l'atelier (et comment notre contrôle de qualité les corrige)

Même les professionnels rencontrent des problèmes. Lorsqu'un lot arrive à notre bureau de contrôle de la qualité avec une mauvaise apparence, c'est généralement pour l'une des trois raisons suivantes :
1. The Ink is Bleeding (Fuzzy Edges)
Des lignes nettes qui se transforment en flaques désordonnées indiquent que le nombre de mailles de l'écran est trop faible. Les trous sont trop grands et laissent couler un flot d'encre sur le métal.
- Notre solution : Nous lavons le métal, nous arrachons l'écran et nous gravons le dessin sur un écran plus serré à haute maille (305 mesh par exemple) afin de limiter le flux d'encre.
2. L'adhésion échoue (test de l'écaille)
Nous soumettons nos lots à un test d'adhérence sur ruban adhésif. L'encre qui s'arrache avec le ruban adhésif révèle une défaillance fondamentale de la préparation. L'encre a adhéré aux huiles invisibles de la surface, et non au métal.
- Notre solution : Nous arrêtons la presse. Le métal retourne directement à la station de lavage chimique pour un nettoyage au solvant plus approfondi avant de réessayer.
ÉTUDE DE CAS : Résolution d'un problème d'adhérence d'un boîtier de télécommunication
Le problème : Un client nous a apporté un lot de 500 boîtiers de télécommunication extérieurs imprimés par un fournisseur moins cher. Le logo s'écaillait sous l'effet du frottement de la boîte d'expédition.
Le diagnostic : Nous avons effectué un test ASTM D3359 sur le ruban adhésif. L'encre s'est décollée instantanément. Nos ingénieurs ont trouvé des traces microscopiques de liquide de coupe CNC que le fournisseur précédent avait omis de laver avant l'impression.
Notre solution : Nous avons dépouillé chimiquement les boîtiers, les avons passés dans notre ligne de lavage MEK spécialisée en deux étapes et les avons réimprimés à l'aide d'une encre époxy catalysée. Après une cuisson à 300°F, la nouvelle impression a survécu à des tests extrêmes avec des lames à rayures croisées sans aucun éclat.
3. Texte flou sur une finition rugueuse
L'impression d'une police de 6 points sur un panneau rugueux et texturé revêtu de poudre entraîne la chute de l'encre humide dans les vallées microscopiques de la texture.
- Notre solution : On ne peut pas faire mieux que la physique. Soit nous conseillons au client d'opter pour une peinture en poudre lisse et satinée, soit nous épaississons audacieusement la police de caractères dans son fichier graphique afin qu'elle survive à la surface bosselée.
Comment enlever l'encre de sérigraphie sur le métal ?
Si une impression échoue au contrôle de qualité ou si vous devez réutiliser une pièce, l'élimination de l'encre dépend entièrement de sa polymérisation. Dans le cas d'une encre non polymérisée ou fraîchement imprimée, un solvant industriel (comme du MEK pur ou de l'acétone) la nettoiera facilement.
Cependant, une fois que l'encre époxy en deux parties est entièrement cuite et réticulée dans l'aluminium ou l'acier inoxydable, les solvants standard ne fonctionnent plus, ce qui prouve sa durabilité. Pour enlever l'encre complètement durcie, vous devez utiliser des décapants chimiques puissants ou décaper mécaniquement le métal par sablage avant de préparer à nouveau la surface.
Conclusion
La sérigraphie sur métal ne doit pas être un casse-tête. Qu'il s'agisse de choisir la bonne encre catalysée pour une finition anodisée ou d'imposer des lavages chimiques stricts, le succès réside dans les détails.
Chez ShincoFab, nous savons de première main qu'une impression impeccable commence bien avant que l'encre ne soit ouverte - elle commence par la précision avec laquelle la tôle brute est coupée, pliée et préparée. Si vous configurez correctement vos fichiers et respectez le processus de durcissement, vos composants métalliques n'auront pas seulement un aspect professionnel, mais ils survivront à tout ce que le monde réel leur réserve.

