L'orlatura della lamiera è un processo di fabbricazione che ripiega su se stesso un bordo grezzo e tagliente di lamiera per creare un bordo sicuro, liscio e rigido.
Pensate al vostro paio di jeans preferiti. Osservate la parte inferiore della gamba. Il tessuto è ripiegato e cucito in posizione per evitare che si sfilacci. Un orlo in lamiera è esattamente lo stesso concetto, solo che sostituisce il tessuto con acciaio o alluminio.
Ma nella nostra officina qui a ShincoFab, La posta in gioco è un po' più alta del denim sfilacciato. Ogni giorno prendiamo bordi pericolosi e non finiti e li pieghiamo sulle nostre presse piegatrici per creare bordi lisci e sicuri. Sembra semplice, ma dopo aver trattato migliaia di pezzi personalizzati, posso dirvi di persona che un orlo corretto cambia completamente il modo in cui il vostro pezzo metallico sopravvive nel mondo reale.
Prima di spiegare perché questo processo è necessario, vorrei chiarire un equivoco che vediamo quasi ogni settimana nei progetti dei clienti.
La vera differenza tra orlatura e cucitura
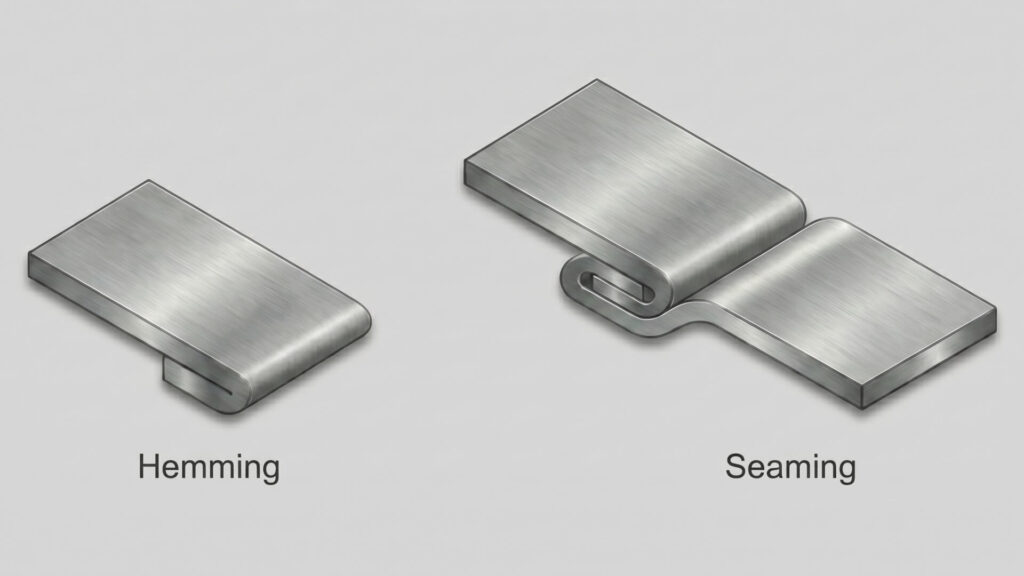
Quando esaminiamo i file CAD inviati da ingegneri e progettisti di prodotti, vediamo spesso le parole “orlatura” e “aggraffatura” usate in modo intercambiabile. Non hanno lo stesso significato e richiedono strumenti completamente diversi da parte nostra.
La differenza principale tra orlatura e cucitura dipende dal numero di pezzi di metallo coinvolti:
- L'orlo rifinisce un singolo bordo. Prendiamo un pezzo unico di lamiera e ripiegarla su se stessa utilizzando una matrice per orlare.
- L'aggraffatura unisce due pezzi separati. Prendiamo due pezzi di lamiera, unire i loro bordi e bloccarli. Pensate alla parte superiore di una lattina di zuppa.
In parole povere, si fa l'orlo per rifinire un bordo grezzo. Cuciamo per collegare due parti. Ora che sapete che abbiamo a che fare con un solo pezzo di metallo alla volta, vediamo perché la piegatura di quel bordo è di solito irrinunciabile nelle nostre lavorazioni quotidiane.
Perché avete bisogno di un orlo?
Direttamente dalle nostre macchine da taglio laser o dalle cesoie, un bordo grezzo di metallo da 18 gauge è come una lama di rasoio. Non è il caso di lasciarlo così.
Secondo la nostra esperienza, l'aggiunta di un orlo offre ai nostri clienti tre enormi vantaggi:
- Sicurezza (salva le dita). I nostri operatori maneggiano fisicamente questi pezzi. Se qualcuno afferra il vostro pezzo in una linea di assemblaggio, non dovrebbe sanguinare. L'orlo si trasforma in un pericolo per i bordi in un bordo sicuro e liscio utilizzando un controllo ingegneristico per eliminare o ridurre al minimo l'esposizione dei dipendenti.
- Aggiunge una forza notevole. Piegando la lamiera si raddoppia lo spessore proprio nel punto più debole. Spesso suggeriamo ai clienti di fare degli orli per irrigidire un pannello floscio, impedendogli di oscillare senza dover passare a una lamiera più spessa e pesante.
- Ha un aspetto professionale. I bordi tagliati presentano punti ruvidi, sbavature e segni di calore dovuti al laser. Un'orlatura nasconde questo inconveniente e conferisce ai prodotti, come le coperture per cucine commerciali che costruiamo, una finitura pulita e di alta qualità.
I 4 tipi più comuni di orlatura della lamiera
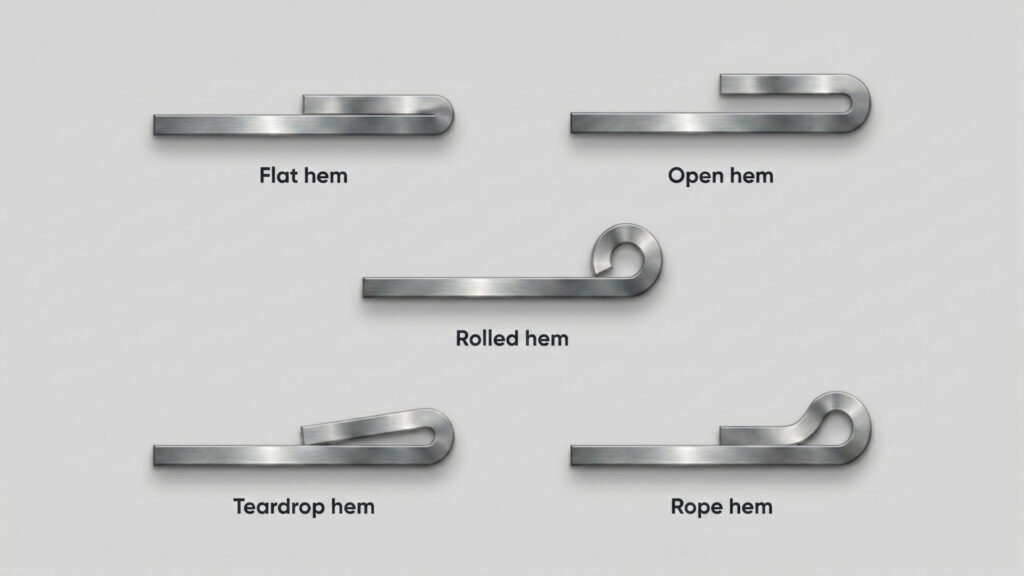
Non tutti gli orli sono uguali. Sul piano ShincoFab, la scelta dipende dall'applicazione del pezzo. Esistono quattro tipi principali di orli per lamiera utilizzati nella fabbricazione: orli chiusi (piatti), orli aperti, orli a goccia e orli arrotolati.
Esistono quattro tipi principali di orli in lamiera utilizzati nella fabbricazione: orli chiusi (piatti), orli aperti, orli a goccia e orli arrotolati. Fornite un riferimento rapido per il vostro progetto:
| Tipo di orlo | Struttura / Profilo | Migliore applicazione |
|---|---|---|
| Orlo chiuso (piatto) | Ripiegato e pressato completamente in piano con uno spazio interno pari a zero. | Massima resistenza, finiture a filo (ad esempio, armadi metallici). |
| Orlo aperto | Ripiegato, lascia all'interno una piccola e definita sacca d'aria. | Metalli più spessi o spazio per far scorrere fili/componenti all'interno. |
| Orlo a goccia | Piegato a 180 gradi, formando un traferro a goccia. | Metalli fragili o friabili (come l'alluminio 6061) per evitare crepe. |
| Orlo arrotolato (corda) | Arricciate in un cerchio completo, creando un tubo liscio e cavo. | Maniglie industriali o oggetti che richiedono una presa ergonomica e completamente sicura. |
Orlo chiuso (piatto)
Pieghiamo il bordo e lo pressiamo completamente in piano sotto la pressa piegatrice, in modo che non vi sia alcuno spazio all'interno. Questa soluzione viene utilizzata quando i clienti hanno bisogno della massima resistenza e di una finitura liscia e a filo (molto richiesta per gli armadi metallici che produciamo).
Orlo aperto
Anche questo si ripiega, ma lascia una piccola sacca d'aria all'interno. Perché consigliamo di lasciare una sacca d'aria? Innanzitutto, ci aiuta a evitare le crepe quando lavoriamo con metalli più spessi. In secondo luogo, lascia spazio se il team di assemblaggio deve far scorrere un filo o un altro componente all'interno della piega in un secondo momento.
Orlo a goccia
Si piega a 180 gradi per formare una forma a goccia. Lo usiamo esclusivamente per i metalli fragili. Se provassimo a schiacciare alcuni tipi di alluminio in modo completamente piatto sulle nostre macchine, si romperebbero. La forma a goccia consente di piegare in modo sicuro senza stressare il materiale.
Orlo arrotolato (o a corda)
Invece di una piega piatta, arricciamo il bordo in un cerchio completo, creando un tubo liscio. È l'opzione migliore in assoluto per le maniglie. Quando realizziamo cassette degli attrezzi personalizzate o maniglie industriali, questa è la nostra scelta perché è completamente sicura da impugnare.
Come scegliere il metallo giusto per il vostro orlo
I metalli si comportano in modo diverso con il tonnellaggio. Se un progettista junior forza un metallo fragile in una piega stretta su un file CAD, questo si spezzerà sulla pressa piegatrice. Si è appena sprecato del buon materiale.
Per risparmiare tempo e denaro per la prototipazione, ecco la nostra scheda informativa basata su ciò che funziona in modo affidabile sulle nostre macchine. I metalli più comuni utilizzati per l'orlatura delle lamiere sono l'acciaio laminato a freddo, l'alluminio e l'acciaio inossidabile:
- Acciaio laminato a freddo (es. SPCC): Il cavallo di battaglia facile da usare. Si piega bene senza spezzarsi. Se il foglio è relativamente sottile, si può tranquillamente utilizzare un Orlo chiuso.
- Alluminio (ad esempio, 6061 vs. 5052): Leggero, ma può essere fragile. Abbiamo visto la 6061 rompersi quasi ogni volta che viene schiacciata in piano. Per mantenere intatto il metallo, consigliamo sempre un orlo a goccia o un orlo aperto per adattarsi alla ridotta duttilità del metallo. leghe rigide trattate termicamente come la 6061.
- Acciaio inossidabile (es. 304): È duro e ostinato. Per piegarlo è necessaria una grande potenza della macchina. Essendo così duro e incline al ritorno elastico, una Orlo chiuso può sollecitare eccessivamente il metallo. Un Orlo aperto è la scelta più sicura per prevenire le microfratture.
Regole d'oro per la progettazione di un orlo
Un cattivo disegno rovina un buon metallo prima ancora che le nostre macchine si accendano. Per ottenere un orlo perfetto senza doverci rimandare la vostra cianografia per le revisioni, attenetevi a queste tre regole per orlatura di precisione con pressa piegatrice:
- Regola #1: Attenzione allo spessore del materiale. L'orlatura ama il metallo sottile. Noi di ShincoFab sconsigliamo attivamente di provare a orlare lamiere più spesse di 0,125 pollici (calibro 11). Il metallo di grosso spessore si scontrerà con la matrice e si romperà sotto il peso del tonnellaggio.
- Regola #2: la lunghezza del piatto deve essere corretta. Il materiale deve essere sufficiente per consentire all'utensile della macchina di afferrare e piegare. Il bordo di ritorno della piegatura (lunghezza della flangia) deve essere almeno quattro volte lo spessore della lamiera. Se è troppo corto, scivola fuori dalla matrice.
- Regola #3: Rispettare il raggio di curvatura. Per gli orli aperti, non forzare un giro troppo stretto. La curva interna deve essere almeno pari allo spessore del materiale. In questo modo si alleggerisce la tensione e si evita che il metallo si spezzi durante la pressatura.
Come fa una pressa piegatrice a orlare la lamiera?
Una volta messo a punto il progetto, è la nostra officina a occuparsene. Ecco come i nostri operatori eseguono queste pieghe:
Il metodo della pressa piegatrice
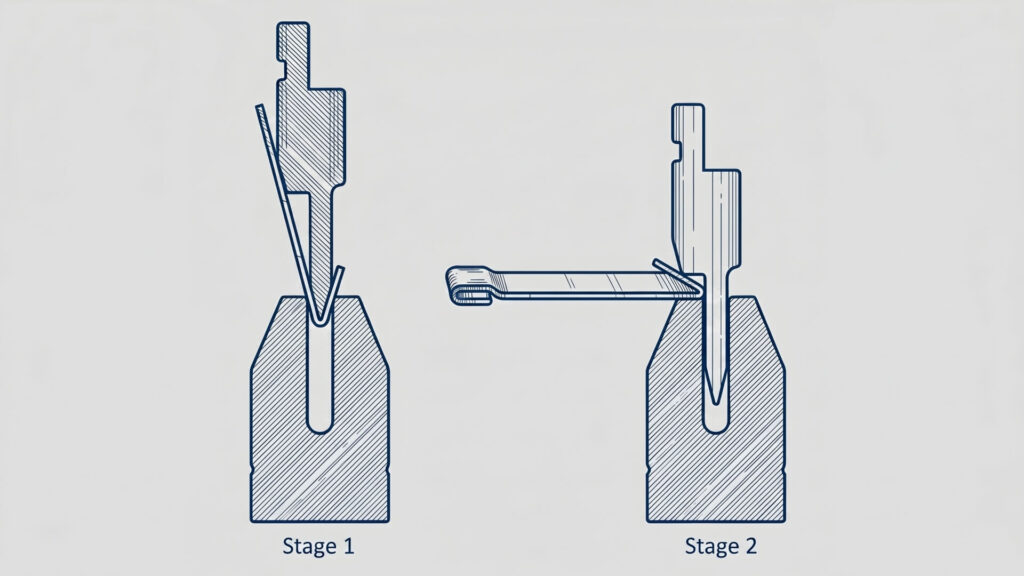
È il nostro standard quotidiano ed è altamente affidabile per i lavori di tutti i giorni. Il processo standard di orlatura con la pressa piegatrice si svolge in due fasi distinte:
- Piegare ad angolo acuto: Per prima cosa, utilizziamo una mola a V e un punzone per piegare il bordo del metallo grezzo in un angolo acuto (in genere circa 30 gradi).
- Comprimere la piega fino a chiuderla: Successivamente, si passa a una matrice di appiattimento (o a una matrice di orlatura specializzata) che scende e schiaccia la piega contro se stessa.
Orlatura degli stampi
Avete bisogno di produrre 10.000 pezzi in fretta? Noi proponiamo questa macchina per la produzione di massa. Utilizza uno strumento personalizzato per piegare l'intero bordo in una sola volta. Lo stampo personalizzato costa di più in anticipo, ma la velocità di produzione riduce notevolmente il costo per pezzo.
Orlo a giorno
Se il metallo ha un bordo curvo, una pressa piegatrice standard non funziona. In questo caso, piccoli rulli guidano lungo il bordo, spingendo il metallo poco a poco. È perfetta per i pezzi complessi e curvi di automobili o elettrodomestici.
Come risolvere i più comuni mal di testa da orlatura
Il metallo ha una mente tutta sua. Ecco i problemi più comuni che risolviamo in officina e come li risolviamo per evitare che il vostro ordine subisca ritardi:
- Si rompe sul bordo esterno: Di solito si verifica quando si schiaccia un metallo fragile e piatto. La nostra soluzione: Fermiamo la tiratura e cambiamo il disegno in un orlo a goccia o aperto per alleviare lo stress.
- Deformazioni e incurvamenti: Il vostro pannello piatto è improvvisamente ondulato. La nostra soluzione: L'operatore deve ricalibrare il coronamento della pressa piegatrice. Ci assicuriamo che il pannello sia completamente supportato e che il tonnellaggio sia perfettamente uniforme su tutta la lunghezza della tavola.
- La piega non si chiude: La macchina non riesce ad afferrare correttamente il bordo. La nostra soluzione: Esaminiamo il vostro progetto. Di solito, la lunghezza della flangia è troppo corta (meno di 4 volte lo spessore del materiale).
Come l'orlatura influisce sui costi di produzione
Ogni volta che piegare il metallo, Si aggiunge un'operazione al piano, aumentando il tempo macchina e la manodopera. Ma è possibile controllare questo budget:
- Attenersi alle basi. Un orlo standard aperto o chiuso è economico. Quasi tutte le presse piegatrici di base possono realizzarli rapidamente.
- Se possibile, evitate le forme difficili. Gli orli a goccia e arrotolati sono eccellenti. Ma richiedono strumenti speciali e tempi di preparazione più lunghi. Pagateli solo se il vostro metallo o il vostro design lo richiedono rigorosamente.
- Abbinare il processo al volume. Non acquistate un costoso stampo personalizzato per un piccolo lotto di pezzi. Lasciate che l'officina utilizzi una pressa piegatrice standard per contenere i costi iniziali.
Avete davvero bisogno di un orlo? (Alternative più economiche)
A volte, in qualità di partner di produzione, vi diremo che un orlo completo è eccessivo. Se il vostro budget è limitato, considerate le alternative che vi proponiamo:
- Chiedere la sbavatura: Se volete solo evitare che qualcuno si tagli, chiedeteci di sbavare o burattare il pezzo. Eliminiamo gli spigoli vivi senza piegare il metallo. È molto più economico.
- Fare una piega a 90 gradi: Avete bisogno di irrigidire un pannello floscio? Una piegatura standard a 90 gradi aggiunge una notevole rigidità con un solo rapido colpo di pressa piegatrice, risparmiando la fase secondaria di appiattimento.
Conclusione
L'orlatura della lamiera non deve essere complicata. Si tratta di abbinare la piega giusta al metallo giusto. Se lo fate bene, otterrete un pezzo sicuro, resistente e dall'aspetto altamente professionale.
Ora avete il manuale dal punto di vista del costruttore. Sapete quando spaccare un orlo, quando lasciare una fessura aperta e quando una semplice sbavatura è la scelta migliore.
L'unica cosa che resta da fare è trasformare il progetto in metallo vero e proprio. La squadra di ShincoFab è qui per gestire la piegatura. Produciamo lamiere ogni giorno e sappiamo esattamente come realizzare il vostro progetto senza scarti e grattacapi. Scegliete l'orlo giusto, inviateci i vostri file STEP o DXF, e mettiamoci al lavoro.

