Das Falzen von Blechen ist ein Fertigungsverfahren, bei dem eine rohe, scharfe Blechkante auf sich selbst zurückgefaltet wird, um einen sicheren, glatten und festen Rand zu schaffen.
Denken Sie an Ihr Lieblingspaar Jeans. Sehen Sie sich den unteren Teil des Beins an. Der Stoff ist hochgeklappt und vernäht, damit er nicht ausfranst. Ein Blechsaum ist genau das gleiche Konzept, nur dass hier der Stoff durch Stahl oder Aluminium ersetzt wird.
Aber in unserer Werkstatt hier bei ShincoFab, Wenn es um die Sicherheit geht, steht etwas mehr auf dem Spiel als ausgefranster Jeansstoff. Jeden Tag nehmen wir gefährliche, unfertige Ränder und biegen sie auf unseren Abkantpressen um, um glatte, sichere Kanten zu erzeugen. Es klingt einfach, aber nach der Bearbeitung tausender kundenspezifischer Teile kann ich Ihnen aus erster Hand sagen, dass ein ordnungsgemäßer Saum die Überlebensfähigkeit Ihres Metallteils in der realen Welt völlig verändert.
Bevor ich erkläre, warum dieser Prozess notwendig ist, möchte ich eine Verwechslung aufklären, die wir fast wöchentlich bei Kundenentwürfen beobachten.
Der wahre Unterschied zwischen Säumen und Säumen
Wenn wir CAD-Dateien von Ingenieuren und Produktdesignern prüfen, sehen wir oft, dass die Begriffe “Säumen” und “Säumen” synonym verwendet werden. Sie bedeuten nicht dasselbe und erfordern völlig unterschiedliche Werkzeuge auf unserer Seite.
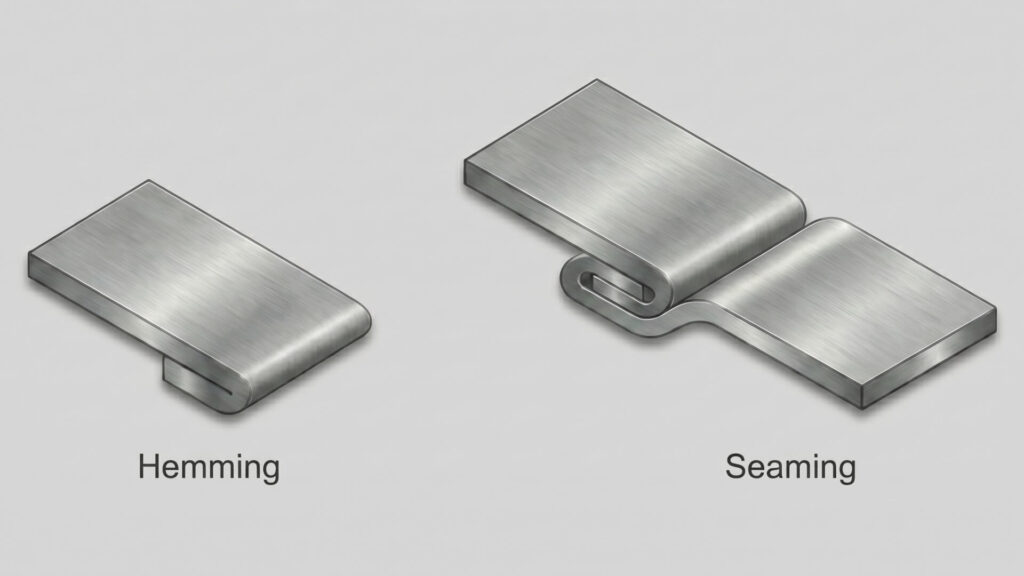
Der Hauptunterschied zwischen Säumen und Säumen hängt von der Anzahl der beteiligten Metallteile ab:
- Der Saum schließt eine einzelne Kante ab. Wir nehmen einteilig des Blechs und falten Sie es mit einer Saumstanze über sich selbst.
- Die Naht verbindet zwei getrennte Teile miteinander. Wir nehmen zwei Stücke aus Blech, verbinden ihre Kanten miteinander und schließen sie fest. Denken Sie an den Deckel einer Suppendose.
Einfach ausgedrückt: Wir säumen, um eine rohe Kante abzuschließen. Wir säumen, um zwei Teile zu verbinden. Jetzt, da Sie wissen, dass wir es immer nur mit einem Stück Metall zu tun haben, wollen wir uns ansehen, warum das Falzen dieser Kante bei unseren täglichen Fertigungsabläufen normalerweise nicht verhandelbar ist.
Warum brauchen Sie einen Saum?
Direkt aus unseren Laserschneidmaschinen oder Scheren wirkt eine rohe Kante aus 18er-Metall wie eine Rasierklinge. Sie wollen es nicht so belassen.
Unserer Erfahrung nach bringt das Hinzufügen eines Saums unseren Kunden drei große Vorteile:
- Sicherheit (Es spart Finger). Unsere Mitarbeiter bearbeiten diese Teile physisch. Wenn jemand Ihr Teil später am Fließband anfasst, sollte es nicht bluten. Ein Saum macht eine scharfe Kantengefahr in eine sichere, glatte Umrandung mit einem technische Maßnahmen zur Beseitigung oder Minimierung der Exposition der Arbeitnehmer.
- Sie verleiht dem Ganzen eine große Stärke. Durch das Falten des Blechs verdoppelt sich seine Dicke genau dort, wo es am schwächsten ist. Wir schlagen unseren Kunden oft vor, eine schlaffe Platte zu versteifen, damit sie nicht mehr wackelt, ohne dass ein dickeres, schwereres Blech verwendet werden muss.
- Es sieht professionell aus. Schnittkanten weisen raue Stellen, Grate und Hitzespuren vom Laser auf. Ein Saum verbirgt diese Unordnung und verleiht Produkten - wie den von uns gebauten gewerblichen Küchengehäusen - ein hochwertiges, sauberes Finish.
Die 4 gängigen Arten von Blechsäumen
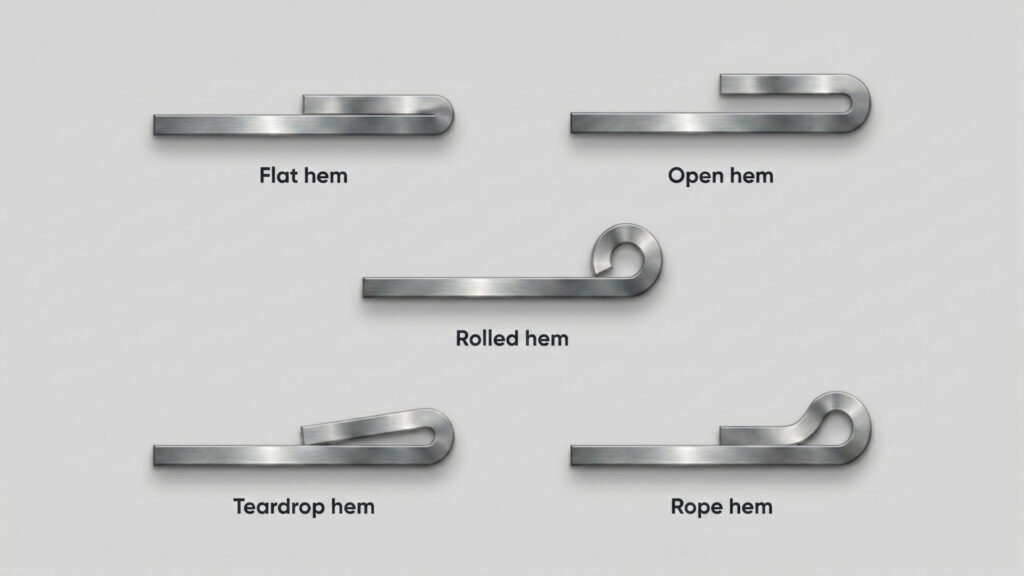
Nicht alle Säume sind gleich. Auf dem Boden von ShincoFab hängt die Wahl von der Anwendung Ihres Teils ab. Es gibt vier Haupttypen von Blechsäumen, die in der Fertigung verwendet werden: geschlossene (flache) Säume, offene Säume, tropfenförmige Säume und gerollte Säume.
Es gibt vier Haupttypen von Blechsäumen, die in der Fertigung verwendet werden: geschlossene (flache) Säume, offene Säume, Tränensäume und gerollte Säume. Geben Sie eine schnelle Referenz für Ihr Design:
| Saumtyp | Aufbau / Profil | Beste Anwendung |
|---|---|---|
| Geschlossener (flacher) Saum | Umgeklappt und völlig flach gepresst, ohne Zwischenraum. | Maximale Festigkeit, bündige Abschlüsse (z. B. Metallschränke). |
| Offener Saum | Umgeklappt, aber mit einer kleinen, definierten Lufttasche im Inneren. | Dickere Metalle oder Platz, um Drähte/Komponenten hineinzuschieben. |
| Tränensaum | Um 180 Grad gebogen, wodurch ein tropfenförmiger Luftspalt entsteht. | Zerbrechliche oder spröde Metalle (wie 6061 Aluminium), um Risse zu vermeiden. |
| Gerollter Saum (Seil) | Zu einem vollen Kreis gerollt, wodurch eine glatte, hohle Röhre entsteht. | Industrielle Griffe oder Gegenstände, die einen absolut sicheren und ergonomischen Griff erfordern. |
Geschlossener (flacher) Saum
Wir falten die Kante um und pressen sie unter der Abkantpresse völlig flach, so dass innen kein Spalt entsteht. Wir verwenden diese Methode, wenn die Kunden maximale Festigkeit und eine bündige, glatte Oberfläche benötigen (sehr beliebt bei den von uns hergestellten Metallschränken).
Offener Saum
Auch dieser lässt sich umklappen, aber er hinterlässt eine kleine Lufttasche im Inneren. Warum empfehlen wir, eine Lücke zu lassen? Erstens hilft es uns, Risse zu vermeiden, wenn wir mit dickeren Metallen arbeiten. Zweitens lässt es Platz, wenn Ihr Montageteam später einen Draht oder ein anderes Bauteil in die Falte schieben muss.
Tränensaum
Diese biegt sich um 180 Grad und bildet eine tropfenförmige Form. Wir verwenden dies ausschließlich für zerbrechliche Metalle. Wenn wir versuchen würden, bestimmte Aluminiumsorten auf unseren Maschinen völlig flach zu zertrümmern, würden sie einfach auseinanderbrechen. Die Tränenform ermöglicht eine sichere Biegung ohne Materialstress.
Gerollter Saum (oder Seilsaum)
Anstelle einer flachen Falte rollen wir die Kante zu einem vollen Kreis ein, wodurch eine glatte Röhre entsteht. Dies ist die absolut beste Option für Griffe. Wenn wir kundenspezifische Werkzeugkästen oder Griffe für die Industrie anfertigen, ist dies unsere erste Wahl, weil es sich absolut sicher anfühlt.
Wie Sie das richtige Metall für Ihren Saum auswählen
Metalle verhalten sich unter Tonnage anders. Wenn ein Nachwuchskonstrukteur ein sprödes Metall in einer CAD-Datei in eine enge Falte zwingt, wird es auf der Abkantpresse brechen. Sie haben gerade gutes Material verschwendet.
Um Ihnen beim Prototyping Zeit und Geld zu sparen, finden Sie hier unsere Spickzettel, die darauf basieren, was auf unseren Maschinen zuverlässig funktioniert. Zu den am häufigsten verwendeten Metallen für das Falzen von Blechen gehören kaltgewalzter Stahl, Aluminium und Edelstahl:
- Kaltgewalzter Stahl (z.B. SPCC): Das leichtgängige Arbeitstier. Es lässt sich gut biegen, ohne zu brechen. Wenn Ihr Blech relativ dünn ist, können wir sicher eine enge Geschlossener Saum.
- Aluminium (z.B. 6061 vs. 5052): Es ist leicht, kann aber spröde sein. Wir haben gesehen, dass 6061 fast jedes Mal bricht, wenn es flach gequetscht wird. Um das Metall intakt zu halten, raten wir immer zu einem Teardrop-Saum oder einem offenen Saum, um die geringere Duktilität des Materials zu berücksichtigen. starre, wärmebehandelte Legierungen wie 6061.
- Rostfreier Stahl (z. B. 304): Zäh und widerspenstig. Um es zu biegen, braucht man viel Maschinenkraft. Weil es so hart ist und zur Rückfederung neigt, muss ein Geschlossener Saum kann das Metall zu stark belasten. Eine Offener Saum ist die sicherste Methode zur Vermeidung von Mikrofrakturen.
Goldene Regeln für die Gestaltung eines Saums
Ein schlechtes Design ruiniert gutes Metall, bevor unsere Maschinen überhaupt eingeschaltet sind. Um einen perfekten Saum zu erhalten, ohne dass wir Ihren Entwurf zur Überarbeitung zurückschicken müssen, halten Sie sich an diese drei Regeln für Präzisions-Abkantpresse säumen:
- Regel #1: Achten Sie auf Ihre Materialstärke. Säumen liebt dünnes Metall. Bei ShincoFab raten wir aktiv davon ab, Bleche mit einer Dicke von mehr als 0,125 Zoll (11-Gauge) zu säumen. Stärkeres Metall wird sich nur gegen die Matrize wehren und unter der Tonnage reißen.
- Regel #2: Die Länge der Wohnung muss stimmen. Wir brauchen genügend Material, damit die Werkzeuge der Maschine greifen und falten können. Die Rücklaufkante (Flanschlänge) sollte mindestens viermal so dick sein wie das Blech. Wenn sie zu kurz ist, rutscht sie aus der Matrize.
- Regel #3: Beachten Sie den Biegeradius. Erzwingen Sie bei offenen Säumen keine zu enge Wendung. Die innere Biegung sollte mindestens der Dicke Ihres Materials entsprechen. Dies verringert die Spannung und verhindert, dass das Metall beim Niederdrücken reißt.
Wie werden Bleche mit einer Abkantpresse gesäumt?
Sobald Ihr Entwurf feststeht, übernimmt unsere Werkstatt die Arbeit. Hier sehen Sie, wie unsere Mitarbeiter diese Falzungen ausführen:
Die Abkantpressen-Methode
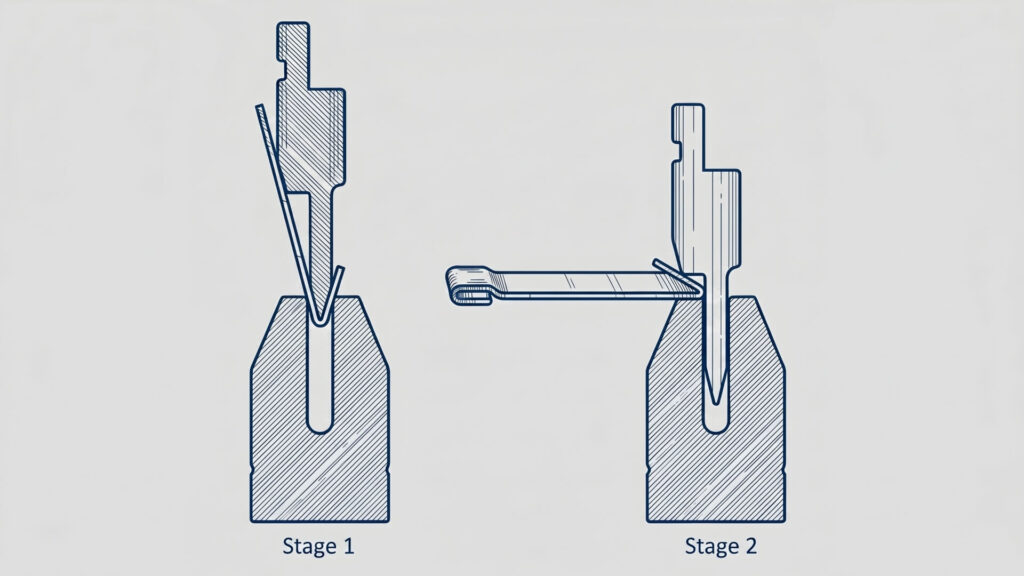
Dies ist unser täglicher Standard und ist sehr zuverlässig für die tägliche Arbeit. Der Standard-Abkantprozess wird in zwei verschiedenen Schritten durchgeführt:
- In einem spitzen Winkel biegen: Zunächst wird die rohe Metallkante mit einer V-Matrize und einem Stempel in einen spitzen Winkel gebogen (in der Regel um 30 Grad).
- Drücken Sie den Falz zu: Als Nächstes wechseln wir zu einer Glättungsmatrize (oder einer speziellen Falzmatrize), die den Falz flach gegen sich selbst drückt.
Gesenkschmieden
Sie müssen schnell 10.000 Teile herstellen? Wir bieten dies für die Massenproduktion an. Dabei wird ein spezielles Werkzeug verwendet, um die gesamte Kante auf einmal zu falten. Das Sonderwerkzeug ist zwar teurer, aber die Produktionsgeschwindigkeit reduziert die Kosten pro Teil erheblich.
Rollsäumung
Wenn Ihr Metall eine gekrümmte Kante hat, kann eine normale Abkantpresse nicht eingesetzt werden. In diesem Fall führen kleine Rollen an der Kante entlang und schieben das Metall nach und nach um. Die Abkantpresse ist perfekt für komplexe, gebogene Automobil- oder Geräteteile.
Wie man häufige Kopfschmerzen beim Säumen behebt
Metall hat seinen eigenen Kopf. Hier finden Sie die häufigsten Probleme, die wir in der Werkstatt lösen, und wie wir sie beheben, damit Ihr Auftrag nicht verzögert wird:
- Rissbildung an der Außenkante: Dies geschieht in der Regel, wenn ein sprödes Metall flach gequetscht wird. Unsere Lösung: Wir unterbrechen den Lauf und stellen Ihr Design auf einen tropfenförmigen oder offenen Saum um, um die Belastung zu verringern.
- Verziehen und Verbiegen: Ihr Flachbildschirm ist plötzlich wellig. Unsere Lösung: Der Bediener muss die Bombierung der Abkantpresse neu kalibrieren. Wir stellen sicher, dass die Platte vollständig unterstützt wird und die Tonnage über die gesamte Länge des Bettes perfekt gleichmäßig ist.
- Der Falz lässt sich nicht schließen: Die Maschine kann die Kante nicht richtig greifen. Unsere Lösung: Wir prüfen Ihren Bauplan. In der Regel ist die Flanschlänge zu kurz (weniger als 4x Materialstärke).
Wie sich das Säumen auf Ihre Produktionskosten auswirkt
Jedes Mal, wenn wir Metall biegen, Das bedeutet, dass ein zusätzlicher Arbeitsgang in der Fertigung erforderlich ist, der die Maschinenzeit und den Arbeitsaufwand erhöht. Aber Sie können dieses Budget kontrollieren:
- Bleiben Sie bei den Grundlagen. Ein offener oder geschlossener Standardsaum ist billig. Fast jede einfache Abkantpresse kann diese schnell herstellen.
- Vermeiden Sie knifflige Formen, wenn Sie können. Teardrop- und Rollsäume sind hervorragend. Sie erfordern jedoch Spezialwerkzeuge und längere Rüstzeiten. Zahlen Sie dafür nur, wenn Ihr Metall oder Ihr Design dies unbedingt erfordert.
- Passen Sie den Prozess an das Volumen an. Kaufen Sie kein teures Sonderwerkzeug für eine kleine Serie von Teilen. Lassen Sie die Werkstatt eine Standard-Abkantpresse verwenden, um die Anfangskosten niedrig zu halten.
Brauchen Sie wirklich einen Saum? (Günstigere Alternativen)
Als Ihr Fertigungspartner werden wir Ihnen manchmal sagen, dass ein vollständiger Saum zu viel des Guten ist. Wenn Ihr Budget knapp bemessen ist, sollten Sie die von uns angebotenen Alternativen in Betracht ziehen:
- Fragen Sie nach dem Entgraten: Wenn Sie nur verhindern wollen, dass sich jemand schneidet, bitten Sie uns, das Teil zu entgraten oder zu schleifen. Wir schleifen scharfe Kanten weg, ohne das Metall zu verbiegen. Das ist wesentlich billiger.
- Machen Sie eine 90-Grad-Faltung: Sie müssen eine schlaffe Platte versteifen? Eine standardmäßige 90-Grad-Biegung erhöht die Steifigkeit mit nur einem kurzen Druck auf die Abkantpresse und spart den zweiten Schritt des Abflachens.
Schlussfolgerung
Das Säumen von Blechen muss nicht kompliziert sein. Es kommt wirklich darauf an, die richtige Falz mit dem richtigen Metall zu verbinden. Wenn Sie es richtig machen, erhalten Sie ein Teil, das sicher und stabil ist und sehr professionell aussieht.
Jetzt kennen Sie das Regelwerk aus der Sicht eines Verarbeiters. Sie wissen, wann Sie einen Saum plattdrücken, wann Sie einen offenen Spalt lassen und wann eine einfache Entgratungsarbeit die beste Lösung ist.
Das Einzige, was noch bleibt, ist die Umsetzung Ihres Entwurfs in echtes Metall. Die Mannschaft von ShincoFab ist hier, um das Biegen zu übernehmen. Wir stellen jeden Tag Bleche her und wissen genau, wie wir Ihren Entwurf ohne Ausschuss und Kopfschmerzen umsetzen können. Wählen Sie den richtigen Saum, Senden Sie uns Ihre STEP- oder DXF-Dateien, und machen wir uns an die Arbeit.

