Ma olen aastaid töötanud presspingi ja lehtmetallide valmistamise ümber. siinsamas põrandal ShincoFab. Ma tean täpselt, kui raske on kujundada suuri kõverusi, ilma et oma eelarvet kohandatud vormide jaoks lõhkuda, sest ma olen näinud, et kliendid peaaegu lahkuvad projektidest, kui neile on pakutud $8000 ainult kohandatud valtsimisvormi eest.
Kui soovite tõhusalt prototüüpida kõverate detailide prototüüpe, siis olete õiges kohas. Selles juhendis näitan teile täpselt, kuidas põrkepõhine vormimine töötab ja kuidas see võib säästa tuhandeid dollareid.
Saate teada, milliseid metalle on kõige parem kasutada, millise tootmismahu puhul on see protsess mõistlik ja kuidas projekteerida tegelikult töötavaid osi. Samuti annan teile kolm kriitilist küsimust, mida küsida oma valmistajalt, et te ei peaks lõpuks nende vigade eest maksma.
Siin on kõik, mida peate teadma, et saada oma kumerad lehtmetallosad õigesti valmistatud, mis põhineb tuhandetel tundidel, mida oleme kulutanud nende täpsete paindete valimiseks meie enda CNC-presspinkidel.
Mis on Bump Forming?
Tavaline presspink on suurepärane teravate nurkade valmistamiseks. Aga mis siis, kui teie disain nõuab laia, pidevat silindrit?
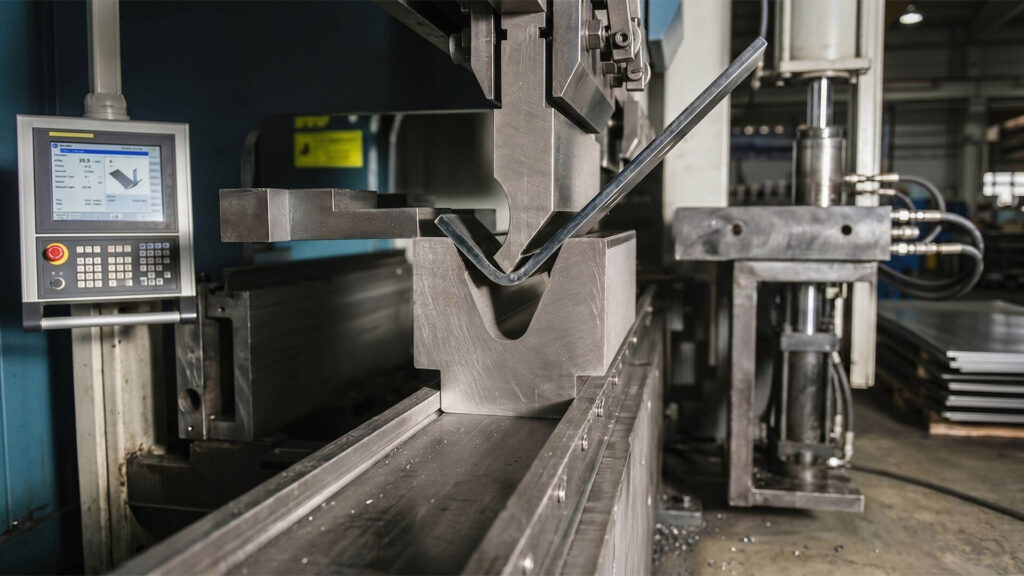
Siinkohal tulebki mängu põrke moodustamine. Mõned inimesed nimetavad seda põrke painutamiseks või astmeliseks painutamiseks. See on väga tõhus viis, kuidas tekitada lamedale lehtmetallist tükile suur raadius.
Selle asemel, et painutada metalli ühe massiivse löögiga, jaotab põrke vormimine töö osadeks. Masin teeb kümneid pisikesi, tihedalt üksteise järel paiknevaid painutusi. Iga löök surub metalli tavaliselt 2 kuni 5 kraadi.
Kui need väikesed tabamused üksteise kõrvale laduda, moodustavad nad ühtlase, suure kõveruse.
Bump vormimine on lehtmetalli valmistamise protsess, mis loob suuri, ulatuslikke kõverusi, tehes kümneid pisikesi, tihedalt üksteise järel paiknevaid kurve. Selle meetodiga valmistatakse suuri koonuseid ja silindreid, kasutades tavalisi CNC-presspinkide abil, mis säästab tuhandeid dollareid, kuna ei vaja spetsiaalseid kõvasid tööriistu.
- Ehitab suuri kõverusi: See muudab lameda metalli kergesti koonusteks, silindriteks või ulatuslikeks kõverateks.
- Kasutab standardvarustust: See tugineb tavalisele CNC-presspidurile (nagu Amada ja Trumpf masinad, mida me igapäevaselt kasutame) massiivsete, spetsiaalsete plaadirullide asemel.
- Säästab raha: Saate kohandatud kõverad ilma tuhandeid dollareid maksmata kohandatud kõvade tööriistade eest.
Kuid selleks, et see kõver oleks täiesti sile, on vaja täpset matemaatikat ja väga oskuslikke käsi. Lubage mul näidata teile täpselt, kuidas see protsess tegelikult töötab. ShincoFab müügisaalis.
Kuidas Bump vormimise protsess tegelikult toimib?
Te ei saa lihtsalt ära arvata, kuhu metalli painutada. Edukas põrkeprofiiliga detail nõuab hoolikat planeerimist juba enne masina sisselülitamist. Iga kord, kui uus plaan minu lauale jõuab, on siin kolm sammu, mida meie inseneriteaduskond teeb. muuta lame leht sileda kõveraks.
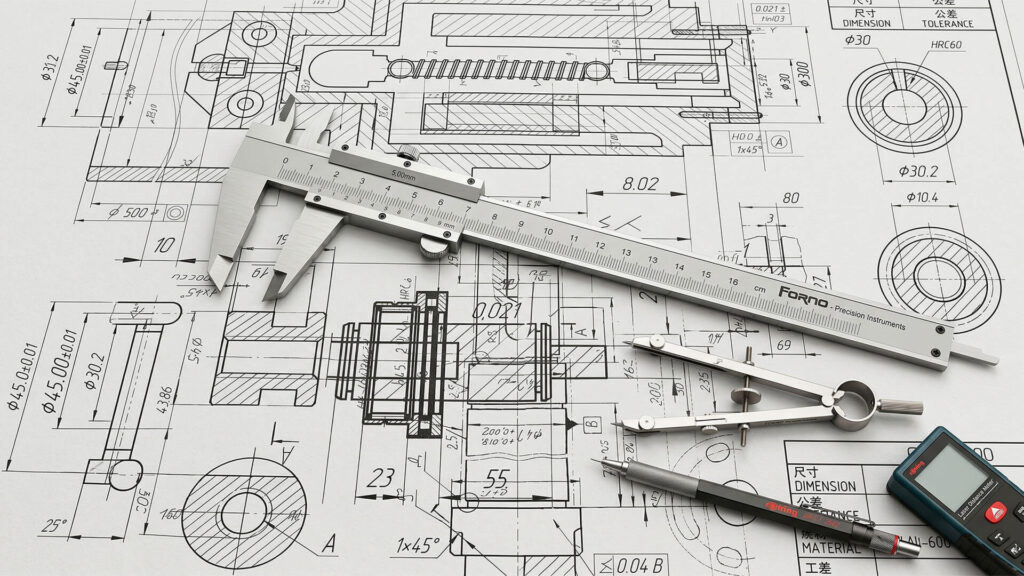
1. samm: matemaatika tegemine
Enne kui midagi presspinkidel painutada, peavad insenerid arvutama sisekõvera kogukaare pikkuse ja määrama täpse raadiuse sammu. Raadiuse samm dikteerib iga pisikese painutuse vahemaad, mis lõppkokkuvõttes kontrollib, kui sile või teravmeelne lõplik kumer metallosa välja näeb.
- Kaare pikkus :See on kõveruse kogupikkus metalli siseküljel.
- Raadius Pitch: See on täpne vahemaa iga pisikese kurvi vahel.
Raadiuse samm on hea osa saladus. Kui samm on kitsas, on tabamuste vahemaa väike. See annab teile ilusti sileda kõveruse. Kuid rohkem tabamusi võtab rohkem aega. Tavaliselt kasutame 3D-modelleerimise tarkvara nagu SolidWorks‘ lehtmetallist moodul, et simuleerida kõigepealt kõverusi. See võimaldab meil tasakaalustada matemaatikat, et anda teile parim viimistlus ilma teie raha raiskamata.
2. samm: presspinkide seadistamine
Kui matemaatilised arvutused on lõpetatud, peab presspinkide operaator masinat hoolikalt seadistama, valides alumise stantsi laiuse, mis on kaks korda suurem kui raadiuse samm, ja valides väga madala ülemise stantsi sügavuse.
- Die laius: Alumise tööriista ava peab olema täpselt õige. Tavaliselt on see umbes kahekordne teie raadiuse samm. Kui stants on liiga lai, vajub metall liiga kaugele ja teie kõverus muutub katkendlikuks.
- Punch sügavus: Masin painutab ainult metalli 2 kuni 5 kraadi tabamuse kohta. Ülemine löök vajutab vaevu metalli, tavaliselt laskub vaid 0,010 kuni 0,030 tolli stantsi avasse.
Sügavuse õigeks määramine nõuab sageli katsetamist ja eksimist. Meie pliioperaatorid katsetavad alati kõigepealt täpselt samast materjalipartiist valmistatud jäätmetükki, et arvestada metalli tagasilöögiga. Näiteks käitub roostevabast terasest 304 leht surve all täiesti erinevalt kui leebe teras.
Samm 3: Metalli painutamine
Nüüd algab füüsiline töö. Operaator libistab lamedat lehte vastu tagantjärele, mida nimetatakse tagantjärele. Masin surub alla, tehes esimese pisikese painutuse. Seejärel lükkab tagantjärele mõõtur metalli ettepoole täpselt 0,050 kuni 0,125 tolli võrra. Masin lööb uuesti.
See kordub kümneid kordi. Aeglaselt, samm-sammult, kaardub lame leht lauge raadiusesse.
Operaator peatub sageli, et kontrollida detaili vastavust kohandatud mallile. (me tavaliselt laserlõikame selle jaoks kiire puust või akrüülist profiilimõõdiku otse meie kaupluses).. Kui nad teevad ühe väikese vea teise tabamuse puhul, siis see viga mitmekordistub. Kui tabamus number neljakümnele langeb, võib kogu osa olla hävitatud.
See nõuab kannatlikkust, matemaatikat ja tõsiseid füüsilisi oskusi, kuid kui seda õigesti kasutada, on kasu suur.

Millised on Bump vormimise suurimad eelised?
Miks tuginevad nii paljud insenerid ja projekteerijad põrkepõhisele vormimisele? Sest see lahendab kaks tohutut probleemi: aega ja raha.
Suurimad eelised, mida põrkeraua vormimine annab, on kallite algsete tööriistade kulude täielik kõrvaldamine, prototüüpide oluliselt kiirem valmimisaeg ja täielik paindlikkus disainis. Kasutades standardseid presspinkide seadmeid, saavad valmistajad luua kohandatud kõverusi ja hõlpsasti muuta konstruktsioone, ilma et oleks vaja uusi püsivaid vorme.
- Null ettetellimiskulud: Kohandatud vormid maksavad tuhandeid dollareid. Bump vormimine kasutab standardseid tööriistu, mida teie tootja juba omab. See raha jääb teie taskusse.
- Kiirem läbitöötamise aeg: Kohandatud vormi ootamine võib teie projekti edasi lükata kuu või rohkem. Löökvormimise puhul saab kauplus alustada kohe. Te saate oma osad kätte päevade, mitte nädalate jooksul.
- Täielik disaini paindlikkus: Te ei ole lukustatud ühte kindlasse vormi. Kas teil on vaja muuta oma disaini silindrist koonuseks? Või muuta kõverusraadiust? Operaator lihtsalt muudab masina matemaatikat. Uusi vorme ei ole vaja.
Millised on Bump vormimise puudused?
Mul on olnud kliente, kes tulevad meie tehasesse ja arvavad, et põrke vormimine on võluväli, mis kõik ära lahendab. Ei ole. Sellega kaasnevad mõned varjatud peavalud.
Peamised puudused, mida põrke vormimine põhjustab, on nõue väga eliitse operaatori oskustele, aeganõudvad matemaatilised ja šabloonide seadistused ning vältimatu materjalijääk. Täpse stantsimissügavuse käsitsi proovimise ja eksimuse laad tähendab, et enne tootmise lõpetamist tuleb alati arvestada ohverdatud katsedetailidega.
- Elite operaatori oskused: See on kõige raskem töö, mida saab presspinkidel teha. Operaatoril kulub viis kuni kümme aastat, et seda tõeliselt omandada. Kui kasutate nooremate operaatoritega kärbitud töökoda, näete kohutavaid, tahutud kõverusi, mis meenutavad stoppmärki.
- Aeganõudev seadistamine: Tegelik painutamine on kiire. Aga inseneriteadmised on aeglased. Teie valmistaja peab tegema keerulisi matemaatilisi arvutusi ja lõikama kohandatud malle, et kontrollida kõverusi.
- Materjalijäätmed: Täpselt õige löögisügavuse määramine nõuab katsetamist ja eksimist. Me ütleme oma klientidele alati, et nad peaksid arvestama 1 või 2 ohverdatud katseosaga. enne lõplike detailide valmistamist masinat valima.
Nende puuduste tõttu ei ole põrkeprofiil alati parim valik iga projekti jaoks. Mõnikord on mõistlikum kulutada raha püsivale vormile. Võrdleme põrkepõhist vormimist otse kõva tööriistaga, et te saaksite teha õige otsuse.
Bump Forming vs. Hard Tooling: Kumba peaksite valima?
Teil on kaks võimalust kõverate metallosade valmistamiseks: põrke- või kõva tööriistade vormimine. Kuidas valida? Kõik sõltub teie tootmismahust.
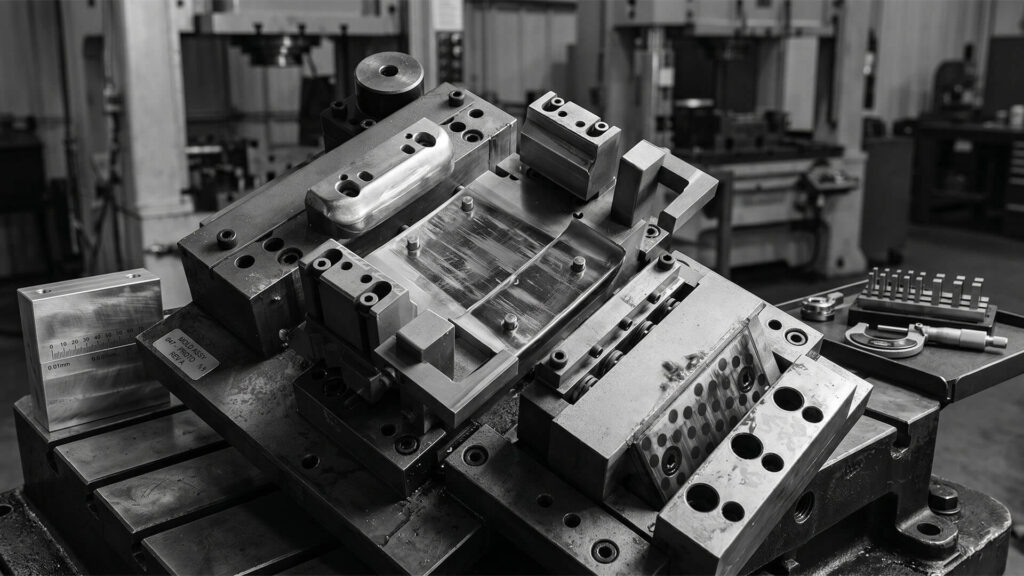
Kõva tööriistade valmistamisel kasutatakse spetsiaalselt valmistatud vormi, et tembeldada teie kõverus üheainsa raske löögiga.
Kui valite metallivormimise meetodite vahel, valige kõva tööriist, kui te toodate massiliselt tuhandeid identseid osi ja vajate rangeid tolerantse. Seevastu valige põrke vormimine, kui valmistate prototüüpe või valmistate väikeseid partiisid, sest sellega välditakse suuri tööriistakulusid ja detailid valmivad päevade jooksul.
- Kõva tööriistad: Valige see, kui te toodate massiliselt tuhandeid osi. See annab väga täpseid, identsed ja tihedate tolerantsidega tükid. Kuid kohandatud vorm võib maksta tuhandeid dollareid ja selle valmistamine võib võtta aega neli nädalat.
- Kuumuse moodustamine: Valige see, kui valmistate prototüüpe või töötate väikeseid partiisid. Te väldite täielikult massiivseid ettetellimiskulusid. Lisaks saate oma osad kätte päevade, mitte kuude jooksul.
Lühidalt öeldes on kõvad tööriistad mõeldud mastaapide jaoks. Kuumvormimine on kiiruse ja paindlikkuse jaoks.
Milline on Bump Forming'i kasumimarginaal?
Kuidas te teate, millal lõpetada põrgu moodustamine? See taandub põhilisele matemaatikale.
Põrandavormimisel on tööriistakulud null, kuid käsitsi tehtav töö on kallis. Kvalifitseeritud operaator peab hoolikalt jälgima iga üksikut painutust.
Põrandatöötlemise rahaline tasuvuspunkt jääb tavaliselt 100 ja 200 detaili vahele. Alla 100 detaili tootmises jääb käsitsi tehtav töö odavamaks kui tööriistade valmistamine. Kui aga tootmine ületab 200 detaili, muutub investeerimine püsivasse kõvasse tööriista või spetsiaalsesse plaatvaltsimisse kulutasuvamaks.
- Alla 100 osa: Jääge kinni kühmu moodustamise juurde. Kõrge tööjõukulu on ikka palju odavam kui $5000 kohandatud vormi ostmine.
- Üle 200 osa: On aeg loobuda kühmu moodustamisest. Makske kõvade tööriistade eest või tehke töö spetsiaalsel plaadirullikul. Sellise mahu juures läheb aeglane käsitsitöö teile kallimaks kui tööriistad.
Võrrelge alati tööriistade alghinda kogu tunnitasu tööjõuga.
Millised on parimad metallid Bump vormimise jaoks?
Kõik metallid ei ela seda protsessi üle. Bump vormimine tekitab lehtedele palju pingeid. Aastate jooksul oleme õppinud selgeks, millised metallid käituvad presspinkidel ja millised tõrjuvad.
Parimad metallivalikud
Parimad metallid põrkevormimiseks on väga nõtked materjalid, mis suudavad venida ja taluvad korduvaid presspingi lööke ilma purunemiseta. Parimad valikud on leebe teras selle andestatavuse tõttu, 304 roostevabast terasest vastupidavuse tõttu ja standardsed alumiiniumisulamid, nagu 5052, kerge vormimisvõime tõttu.
- Leebe teras: See on absoluutselt parim valik. See on andestav ja talub sujuvalt mitmeid kurve.
- Roostevaba teras: Vastupidav ja vastupidav. Nõuab masinalt suuremat survet, kuid hoiab kõverust ilusti. Lihtsalt pidage meeles, et tagasipõrge on agressiivne.
- Standardsed alumiiniumisulamid (nagu 5052): Enamik kvaliteediklassidest on kerged ja väga hästi vormitavad. Veenduge vaid, et te kontrolliksite oma kaupluses täpset klassi.
Vältitavad materjalid
Halvimad materjalid põrke vormimiseks on haprad või struktuuriliselt kahjustatud metallid, mis korduva pinge all kergesti murduvad. Täielikult tuleks vältida karastatud metalle, nagu 6061-T6 alumiinium, mis mikropraguneb surve all, ja perforeeritud plekke, mis painduvad ettearvamatult nõrkade struktuursete kohtade tõttu.
- 6061-T6 alumiinium: Vältige seda iga hinna eest. See on karastatud, habras metall. Me oleme näinud, et see sõna otseses mõttes murdub või mikro-kraaksub presspiduril. korduvate löökide stressi all.
- Perforeeritud lehed: Juhuslikke auke täis metall paindub ettearvamatult. Väljalõiked tekitavad nõrgad kohad, jättes teile ebaühtlase, räpase kõveruse. mis näeb kohutav välja, ükskõik kui hea operaator on.
Kuidas kujundada paremaid põrkeprofiiliga osi?
Halb konstruktsioon tagab halva osa. Te soovite teha operaatori töö võimalikult lihtsaks.
Paremate põrkeprofiiliga detailide konstrueerimiseks peaksid insenerid hoidma geomeetrilised kujundid lihtsad, vältima äärmiselt kitsast painderaadiust, lõdvendama mõõtmete tolerantse ja hoidma metalli laiust alla 24 tolli. Nende tootmispiiranguid silmas pidades projekteerimine tagab sujuvama protsessi ja vähendab detailide rikkeohtu.
- Lihtsad kujundid: Püüdke saavutada puhtaid, pidevaid kõverusi. Keerulised, sakilised geomeetrilised kujundid suurendavad oluliselt seadistamisaega ja vigade ohtu.
- Painutusraadiused: Ärge sundige äärmiselt kitsast raadiust. Metalli surumine kitsasse kaaresse tekitab karmid sooned ja nõrgestab detaili.
- Mõõtmete tolerantsid: See on väga manuaalne protsess. See põhineb inimese oskustel ja katsete ja vigade tegemisel. Andke kauplusele veidi hingamisruumi oma mõõtmete osas. (nt lubada ±0,030 kuni ±0,060 tolli, mitte rangelt ±0,010 tolli)., eriti pikkade kurvide puhul.
- Maksimaalne laius (24 tolli): Kui metall muutub laiemaks, muutub painutusnurga täiesti sirge hoidmine uskumatult keeruliseks. Kui teie detail peab olema pikem kui 24 tolli, rääkige varakult oma valmistajaga, et teada saada, kas nende seadmed saavad sellega hakkama.
Isegi veatu konstruktsiooni korral jätab põrke vormimine selge jälje. Kuna kumerus koosneb tegelikult kümnetest pisikestest lamedatest painutustest, näete metallile nõrku jooni.
Aga mis siis, kui te ehitate tarbekaupa, mis peab välja nägema veatu? Vaatame, kuidas neid jälgi varjata.
Kuidas varjata painutusjooni pärast põrke vormimist?
Kuumuse vormimine ei loo matemaatiliselt täiuslikku kõverat. See loob hulga pisikesi tasaseid kohti.
Kui te vaatate tähelepanelikult, näete nõrku painutusjooni. See on masina sees oleva peidetud klambri puhul hea. Kuid see on suur probleem, kui osa asub otse kliendi ees.
Selleks, et varjata põrke vormimisel tekkinud nõrgad painutusjooned, kasutavad valmistajad pärast metalli väljumist presspinkidest kosmeetilist viimistlustehnikat. Parimad meetodid hõlmavad harjumuste käsitsi lihvimist ja lihvimist, kere täitekihi pealekandmist või paksu, tekstuurse pulbervärvi kasutamist.

- Lihvimine ja liiv: Kvalifitseeritud töötaja võib käsitsi lihvida harjad maha, kasutades kahetoimelist lihvijat. See võtab lisaaega, kuid töötab ideaalselt paljaste metallosade puhul.
- Kere täiteaine: Kui te kavatsete metalli värvida, saab väikeseid mõõnasid hõlpsasti tasandada, kui te kannate kere täitematerjali.
- Pulbriga katmine: Raske, 3 kuni 5 miili tekstuurne pulbervärv varjab suurepäraselt väiksemaid pinnavigu. See täidab painutusjooned, ilma et oleks vaja käsitsi lihvida.
Milleks kasutatakse Bump vormimist reaalses maailmas?
Võiksite arvata, et põrke vormimine on mõeldud ainult lihtsate, madalate metallklambrite jaoks. See ei ole nii. Suuremad tööstusharud tuginevad sellele protsessile iga päev.
Kumervormimine on laialdaselt kasutusel suurtes tööstusharudes suurte, kumerate lehtmetallosade valmistamiseks ilma kallite tööriistade kasutamiseta. Tavaliste reaalsete rakenduste hulka kuuluvad kosmosesõidukite ninakoonused ja kerepaneelid, autode kumerad kaitserauad ja kohandatud kütusepaagid ning meditsiinilised täppisinstrumendid ja abivahendid.

- Lennundus: Insenerid kasutavad seda kergete ninakoonuste ja laialivalguvate kerepaneelide ehitamiseks.
- Autotööstus: Kauplused kasutavad seda kumerate kaitsekorvide, õlipannide ja kohandatud kütusepaakide jaoks.
- Meditsiiniline: Disainerid kasutavad seda täpsete meditsiiniliste instrumentide ja abivahendite prototüüpimiseks.
See protsess toimib selgelt suurte panustega projektide puhul. Kuid pidage meeles, et teie lõplik osa on ainult nii hea kui seda valmistav töökoda.
Milliseid küsimusi peaksite oma valmistajalt enne alustamist küsima?
Kühmu moodustamine on kunst. Te ei saa usaldada oma projekti algaja kätte. Kui kliendid meie ShincoFabi rajatist auditeerivad, austan alati insenere, kes esitavad raskeid küsimusi.
Enne põrkeprojekti alustamist peate esitama oma valmistajale kolm kriitilist küsimust, et veenduda tema asjatundlikkuses. Veenduge, et nad teavad, kuidas käsitleda materjali tagasilööki, veenduge, et nad kasutavad kõverate kontrollimiseks kohandatud füüsilisi malle, ja kinnitage, et nende presspink kasutab kroonimise kompensatsiooni.
- Materjali tagasipöördumine: Küsige, kuidas nad käitlevad materjali tagasilööki. Metall põrkub pärast painutamist loomulikult tagasi. Nutikas kauplus teeb alati kõigepealt katse vanametalliga, et arvutada täpne surve, mis on vajalik selle tagasilöögi ületamiseks.
- Kohandatud mallid: Küsige, kas nad kasutavad kohandatud malle. Põrkumine on väga manuaalne protsess. Operaator peaks kontrollima teie detaili füüsilise malli suhtes. (nagu meie kasutatavad laseriga lõigatud) pärast iga paari tabamust, et tagada, et kõver jääb täiesti õigele teele.
- Hüvitis kroonimise eest: Küsige, kas nende presspinki kasutatakse kompensatsiooni. Suured presspidurid painduvad tegelikult suure surve all keskelt. Kroonimiskompensatsioon surub aktiivselt tagasi, hoides masina täiesti tasasena, nii et teie detailid ei väändu. Kui nad ei tea, mis on kroonimine, jalutage ära.
Kui nad vastavad nendele küsimustele kindlalt, olete heades kätes.
Kokkuvõte
Kühmu moodustamine ei ole maagia. See on lihtsalt nutikas ja kuluefektiivne viis suurte kumerate detailide saamiseks, ilma et peaks maksma kallite erimoodustiste eest.
Kui te valmistate prototüüpe või töötate väikeseid partiisid, on see hõlpsasti parim valik. Vaja on vaid kindlat konstruktsiooni, õiget metalli ja kogenud operaatorit.
Meie ShincoFab'i lehtmetallide tootmisettevõttes näeme omal nahal, kuidas see protsess säästab klientidele iga päev aega ja raha. Täpne matemaatika ja füüsilised oskused tasuvad end töökojas tõepoolest ära.
Hoidke oma tootmismahtu kontrolli all. Lihtsustage oma kõverusi. Küsige oma valmistajalt enne alustamist rasked küsimused. Kui järgite neid samme, saab teie järgmine kumerate metallide projekt olema tohutu edu.

