Jeg har brugt mange år på at arbejde med kantpresser og fremstilling af metalplader. lige her på gulvet i ShincoFab. Jeg ved præcis, hvor svært det er at forme store kurver uden at sprænge budgettet på specialforme, for jeg har set kunder, der næsten gik væk fra projekter, når de fik et tilbud på $8.000 bare for en specialvalse.
Hvis du vil lave en effektiv prototype af buede dele, er du kommet til det rette sted. I denne guide vil jeg vise dig præcis, hvordan bump forming fungerer, og hvordan det kan spare dig for tusindvis af kroner.
Du vil lære de bedste metaller at bruge, den nøjagtige produktionsmængde, hvor denne proces giver mening, og hvordan du designer dele, der rent faktisk fungerer. Jeg vil også give dig tre kritiske spørgsmål, som du skal stille din producent, så du ikke ender med at betale for deres fejl.
Her er alt, hvad du behøver at vide for at få lavet dine buede metalplader rigtigt, baseret på tusindvis af timer, vi har brugt på at indstille disse nøjagtige bøjninger på vores egne CNC-bukkepresser.
Hvad er bumpforming?
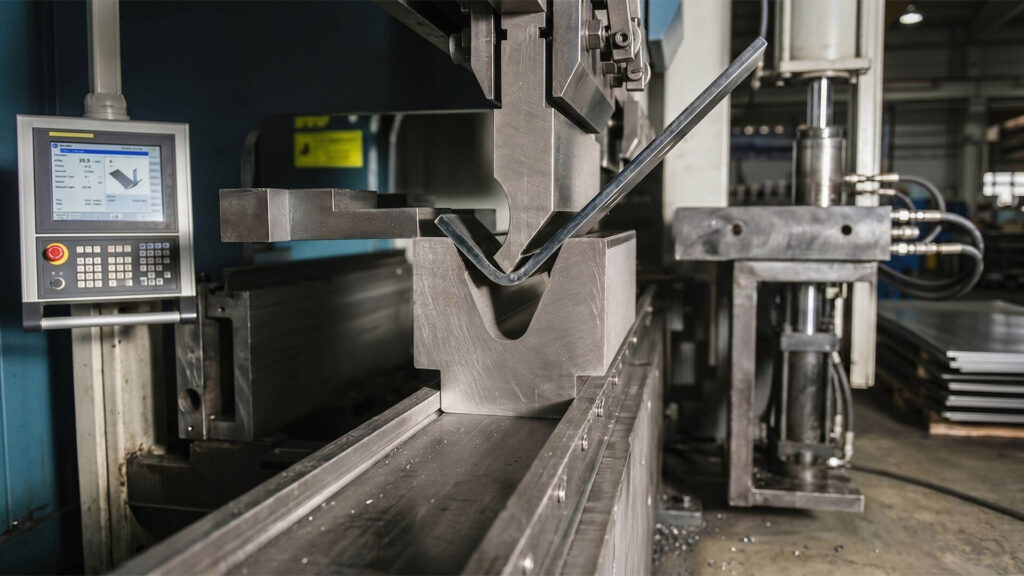
En almindelig kantpresse er god til at lave skarpe hjørner. Men hvad nu, hvis dit design kræver en bred, kontinuerlig cylinder?
Det er her, bumpformning kommer ind i billedet. Nogle kalder det bumpbukning eller trinbukning. Det er en meget effektiv måde at skabe en stor radius i et fladt stykke metalplade.
I stedet for at bøje metallet i ét stort slag, bryder bumpformningen opgaven ned. Maskinen laver dusinvis af bittesmå, tætliggende bøjninger. Hvert slag presser metallet typisk 2 til 5 grader.
Når man stabler disse små hits ved siden af hinanden, danner de en jævn, stor kurve.
Bump forming er en proces til fremstilling af metalplader, der skaber store, fejende kurver ved at lave dusinvis af små, tætliggende bøjninger. Denne metode bygger store kegler og cylindre ved hjælp af standard CNC-bukkepresser og sparer tusindvis af dollars ved at eliminere behovet for specialfremstillet hårdt værktøj.
- Bygger store kurver: Den forvandler let fladt metal til kegler, cylindre eller fejende bøjninger.
- Bruger standardudstyr: Den er afhængig af en normal CNC-kantpresse (som f.eks. Amada og Trumpf maskiner, vi kører dagligt) i stedet for massive, specialiserede pladevalser.
- Sparer dig penge: Du får brugerdefinerede kurver uden at betale tusindvis af dollars for brugerdefineret hårdt værktøj.
Men at få den kurve til at se helt glat ud kræver præcis matematik og meget dygtige hænder. Lad mig vise dig præcis, hvordan denne proces faktisk fungerer på ShincoFab Butiksgulvet.
Hvordan fungerer Bump Forming-processen egentlig?
Man kan ikke bare gætte sig til, hvor man skal bøje metallet. En vellykket stødformet del kræver omhyggelig planlægning, før maskinen overhovedet tændes. Når jeg får en ny tegning på mit bord, er her de tre trin, vores ingeniørteam tager for at gøre en flad plade til en glat kurve.
Trin 1: Lav matematikken
Før man bøjer noget på kantpressen, skal ingeniørerne beregne den samlede buelængde på den indvendige kurve og bestemme den nøjagtige radiusafstand. Radiusafstanden dikterer afstanden mellem hver lille bøjning, som i sidste ende styrer, hvor glat eller facetteret den endelige buede metaldel kommer til at se ud.
- Buens længde :Dette er den samlede længde af kurven på indersiden af metallet.
- Radius Hældning: Dette er den nøjagtige afstand mellem hver lille bøjning.
Radius pitch er hemmeligheden bag en god del. Hvis stigningen er smal, er afstanden mellem slagene lille. Det giver en smuk og jævn kurve. Men flere hits tager længere tid. Vi bruger normalt 3D-modelleringssoftware som SolidWorks‘ metalplademodul til at simulere bøjningerne først. Det giver os mulighed for at afbalancere regnestykket og give dig den bedste finish uden at spilde dine penge.
Trin 2: Opsætning af kantpressen
Når de matematiske beregninger er færdige, skal kantpresseoperatøren omhyggeligt indstille maskinen ved at vælge en bredde på den nederste matrice, der er dobbelt så stor som radiusafstanden, og indstille en meget lav dybde på den øverste stans.
- Formens bredde: Åbningen på det nederste værktøj skal være helt rigtig. Det er normalt omkring det dobbelte af din radiusafstand. Hvis værktøjet er for bredt, synker metallet for langt ned, og din kurve bliver ujævn.
- Stansedybde: Maskinen bøjer kun metallet 2 til 5 grader pr. slag. Det øverste stempel trykker knap nok ind i metallet og falder typisk kun 0,010 til 0,030 tommer ind i formens åbning.
At få den rigtige dybde kræver ofte forsøg og fejl. Vores ledende operatører tester altid først et skrotstykke af nøjagtig samme materialebatch for at tage højde for metaltilbageslag. For eksempel opfører en plade af rustfrit stål 304 sig helt anderledes under tryk end blødt stål.
Trin 3: Bøjning af metallet
Nu begynder det fysiske arbejde. Operatøren skubber den flade plade mod et bagstop kaldet et baganslag. Maskinen trykker ned og laver den første lillebitte bøjning. Baganslaget skubber derefter metallet fremad med en præcis stigning på 0,050 til 0,125 tommer. Maskinen rammer den igen.
Dette gentages dusinvis af gange. Langsomt, trin for trin, krøller det flade ark sig til en fejende radius.
Operatøren stopper ofte for at kontrollere emnet i forhold til en brugerdefineret skabelon (vi laserskærer typisk en hurtig profilmåler i træ eller akryl direkte i vores butik til dette). Hvis de laver en lille fejl ved hit nummer to, mangedobles fejlen. Ved hit nummer fyrre kan hele delen være ødelagt.
Det kræver tålmodighed, matematik og seriøse fysiske færdigheder, men udbyttet er enormt, hvis du bruger det rigtigt.

Hvad er de største fordele ved bumpforming?
Hvorfor er så mange ingeniører og designere afhængige af bumpformning? Fordi det løser to store problemer: tid og penge.
De største fordele ved bumpformning er den fuldstændige eliminering af dyre værktøjsomkostninger på forhånd, betydeligt hurtigere gennemløbstider for prototyper og total designfleksibilitet. Ved at bruge standard kantpresseudstyr kan fabrikanter skabe brugerdefinerede kurver og nemt ændre design uden at kræve nye permanente forme.
- Ingen værktøjsomkostninger på forhånd: Specialfremstillede forme koster tusindvis af dollars. Bumpformning bruger standardværktøjer, som din fabrikant allerede ejer. Du beholder pengene i lommen.
- Hurtigere gennemløbstider: At vente på en specialform kan forsinke dit projekt med en måned eller mere. Med bumpformning kan værkstedet gå i gang med det samme. Du får dine dele på få dage, ikke uger.
- Total fleksibilitet i designet: Du er ikke låst til en bestemt form. Har du brug for at ændre dit design fra en cylinder til en kegle? Eller justere kurveradiusen? Operatøren ændrer bare matematikken i maskinen. Der kræves ingen nye forme.
Hvad er ulemperne ved bumpforming?
Jeg har haft kunder, der kom ind på vores fabrik og troede, at bumpforming var en magisk løsning på alt. Det er det ikke. Det kommer med et par skjulte hovedpiner.
De største ulemper ved bumpformning er, at det kræver en meget dygtig operatør, tidskrævende matematiske og skabelonmæssige opsætninger og uundgåeligt materialespild. Den manuelle trial-and-error-karakter af at indstille den nøjagtige stansedybde betyder, at du altid skal tage højde for ofrede testdele, før du afslutter produktionen.
- Eliteoperatør-færdigheder: Dette er det sværeste job, man kan udføre på en kantpresse. Det tager en operatør fem til ti år virkelig at mestre det. Hvis du bruger et billigt værksted med unge operatører, vil du se forfærdelige, facetterede kurver, der ligner et stopskilt.
- Tidskrævende opsætning: Den faktiske bøjning er hurtig. Men ingeniørarbejdet på forhånd er langsomt. Din fabrikant skal lave kompliceret matematik og skære tilpassede skabeloner bare for at tjekke kurverne.
- Skrot af materiale: At få den helt rigtige stansedybde kræver, at man prøver sig frem. Vi beder altid vores kunder om at tage højde for 1 eller 2 ofrede testdele for at indstille maskinen, før du laver dine endelige stykker.
På grund af disse ulemper er bumpformning ikke altid det bedste valg til alle projekter. Nogle gange giver det mere mening at bruge pengene på en permanent form. Lad os sammenligne bumpforming direkte med hårdt værktøj, så du kan træffe det rigtige valg.
Bumpformning vs. hårdt værktøj: Hvad skal du vælge?
Du har to måder at lave buede metaldele på: stødformning eller hårdt værktøj. Hvordan vælger du? Det kommer helt an på din produktionsmængde.
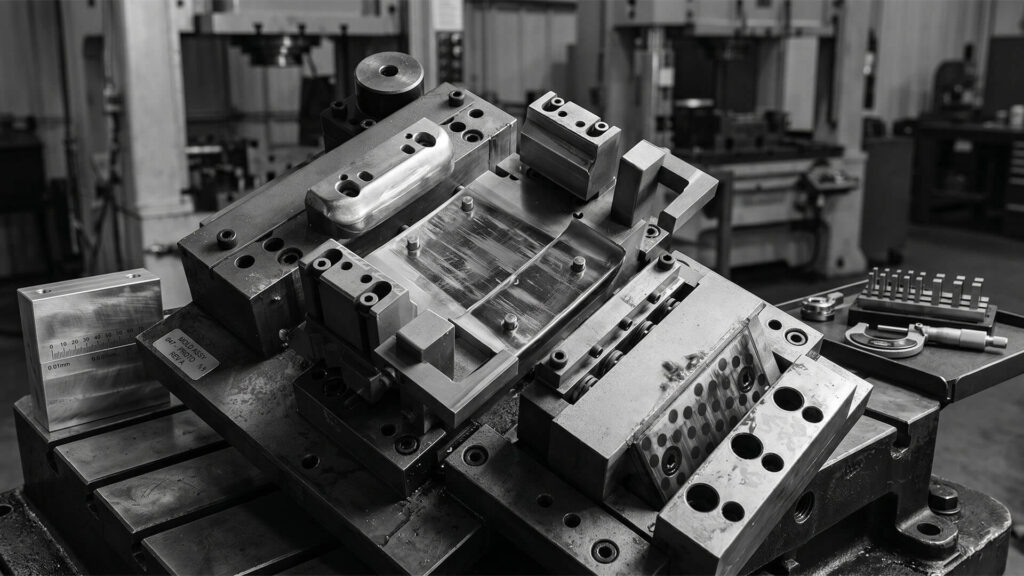
Hard tooling bruger en specialfremstillet form til at præge din kurve i et enkelt, tungt slag.
Når du skal vælge mellem metalformningsmetoder, skal du vælge hårdt værktøj, hvis du masseproducerer tusindvis af identiske dele og har brug for snævre tolerancer. Omvendt skal du vælge bumpformning, hvis du bygger prototyper eller kører små serier, da du undgår store værktøjsomkostninger og kan levere dele på få dage.
- Hårdt værktøj: Vælg denne, hvis du masseproducerer tusindvis af dele. Den leverer meget nøjagtige, identiske dele med snævre tolerancer. Men den specialfremstillede form kan koste tusindvis af dollars og tage fire uger at bygge.
- Bumpformning: Vælg dette, hvis du bygger prototyper eller kører små serier. Du undgår helt de store omkostninger til værktøj på forhånd. Desuden får du dine dele på få dage, ikke måneder.
Kort sagt, hårdt værktøj er til skala. Bumpformning er til hastighed og fleksibilitet.
Hvad er break-even-punktet for bumpforming?
Hvordan ved man, hvornår man skal stoppe med at lave bump? Det handler om grundlæggende matematik.
Bumpformning har ingen værktøjsomkostninger, men det manuelle arbejde er dyrt. En dygtig operatør skal nøje overvåge hver eneste bøjning.
Det økonomiske break-even-punkt for bumpformning er typisk mellem 100 og 200 dele. Ved produktionskørsler på under 100 dele er den manuelle arbejdskraft stadig billigere end værktøjet. Men når produktionen overstiger 200 dele, bliver det mere omkostningseffektivt at investere i permanent hårdt værktøj eller specialiseret pladevalsning.
- Under 100 dele: Hold dig til bumpformning. De høje arbejdsomkostninger er stadig meget billigere end at købe en specialform til $5.000.
- Over 200 dele: Det er på tide at droppe stødformning. Betal for det hårde værktøj, eller kør jobbet på en specialiseret pladevalse. Ved denne volumen vil det langsomme manuelle arbejde koste dig mere end værktøjet.
Sammenlign altid den forudgående værktøjspris med det samlede timeforbrug.
Hvad er de bedste metaller til bumpformning?
Ikke alle metaller overlever denne proces. Bumpformning lægger en masse stress på pladen. I årenes løb har vi på den hårde måde lært, hvilke metaller der opfører sig godt på kantpressen, og hvilke der kæmper imod.
De bedste valg af metal
De bedste metaller til bumpformning er meget duktile materialer, der kan strække sig og modstå gentagne tryk på kantpressen uden at gå i stykker. De bedste valg omfatter blødt stål for dets smidighed, 304 rustfrit stål for holdbarhed og standard aluminiumslegeringer som 5052 for letvægtsformbarhed.
- Mildt stål: Dette er det absolut bedste valg. Den er tilgivende og tager flere bøjninger uden problemer.
- Rustfrit stål: Hårdfør og holdbar. Det kræver mere pres fra maskinen, men det holder en kurve smukt. Bare husk, at tilbagespringningen er aggressiv.
- Standard aluminiumslegeringer (som 5052): De fleste kvaliteter er lette og meget formbare. Bare sørg for at tjekke den nøjagtige kvalitet hos din forhandler.
Materialer, der skal undgås
De værste materialer til bumpformning er skøre eller strukturelt kompromitterede metaller, der let knækker under gentagen belastning. Du bør helt undgå hærdede metaller som 6061-T6-aluminium, der får mikrorevner under tryk, og perforerede plader, der bøjer uforudsigeligt på grund af svage strukturelle punkter.
- 6061-T6 aluminium: Undgå dette for enhver pris. Det er et hærdet, skørt metal. Vi har set den bogstaveligt talt knække eller mikrokrakelere på kantpressen under stress fra gentagne slag.
- Perforerede plader: Metal fyldt med tilfældige huller bøjer uforudsigeligt. Udskæringerne skaber svage punkter og efterlader dig med en ujævn, rodet kurve. Det ser forfærdeligt ud, uanset hvor god operatøren er.
Hvordan designer man bedre stødformede dele?
Et dårligt design garanterer en dårlig del. Man ønsker at gøre operatørens arbejde så let som muligt.
For at designe bedre stødformede dele bør ingeniører holde geometriske former enkle, undgå ekstremt snævre bøjningsradier, løsne dimensionelle tolerancer og holde metallet under 24 tommer bredt. At designe med disse produktionsgrænser i tankerne sikrer en mere jævn proces og reducerer risikoen for, at delene går i stykker.
- Enkle former: Sigt efter rene, kontinuerlige kurver. Komplekse, ujævne geometrier øger opsætningstiden og risikoen for fejl drastisk.
- Bøjningsradier: Tving ikke en ekstremt snæver radius. At presse metallet ind i en snæver kurve skaber hårde riller og svækker emnet.
- Dimensionelle tolerancer: Dette er en meget manuel proces. Den er afhængig af menneskelig dygtighed og forsøg og fejl. Giv butikken lidt spillerum i dine dimensioner (f.eks. at tillade ±0,030 til ±0,060 tommer i stedet for en streng ±0,010), især i lange sving.
- Maksimal bredde (24 tommer): Når metallet bliver bredere, bliver det utroligt svært at holde bøjningsvinklen helt lige. Hvis din del skal være længere end 24 tommer, skal du tale med din producent i god tid for at se, om deres udstyr kan klare det.
Selv med et fejlfrit design efterlader bumpformning et tydeligt fodaftryk. Fordi kurven faktisk er lavet af dusinvis af små flade bøjninger, vil du se svage linjer på metallet.
Men hvad nu, hvis du bygger et forbrugerprodukt, der skal se fejlfrit ud? Lad os se på, hvordan man kan skjule disse mærker.
Hvordan skjuler man bøjningslinjer efter bumpformning?
Bumpforming skaber ikke en matematisk perfekt kurve. Det skaber en række små flade pletter.
Hvis du ser godt efter, kan du se svage bøjningslinjer. Det er fint nok til et skjult beslag inde i en maskine. Men det er et stort problem, hvis delen sidder lige foran din kunde.
For at skjule de svage bøjningslinjer, der opstår ved bumpformning, bruger fabrikanterne kosmetiske efterbehandlingsteknikker, når metallet forlader kantpressen. De bedste metoder omfatter manuel slibning af rillerne, påføring af et lag spartelmasse eller brug af en tyk, struktureret pulverlak.

- Slib og sand: En dygtig medarbejder kan manuelt slibe rillerne ned ved hjælp af en dobbeltvirkende slibemaskine. Det tager ekstra tid, men det fungerer perfekt til bare metaldele.
- Fyldstof til kroppen: Hvis du planlægger at male metallet, kan du nemt udjævne de små fordybninger med et hurtigt lag spartelmasse.
- Pulverlakering: En tung, 3 til 5 mil struktureret pulverlak er fantastisk til at skjule mindre overfladefejl. Den udfylder bøjningslinjerne uden at behøve manuel slibning.
Hvad bruges bumpforming til i den virkelige verden?
Du tror måske, at bumpformning kun er til basale metalbeslag på lavt niveau. Det er det ikke. Store industrier er afhængige af netop denne proces hver eneste dag.
Bumpformning bruges i vid udstrækning på tværs af store industrier til at fremstille store, buede metaldele uden dyrt værktøj. Almindelige anvendelser i den virkelige verden omfatter næsekegler og skrogpaneler til rumfart, buede skærme til biler og tilpassede brændstoftanke samt medicinske præcisionsinstrumenter eller hjælpemidler.

- Luft- og rumfart: Ingeniører bruger det til at bygge lette næsekegler og svungne skrogpaneler.
- Biler: Butikker bruger det til buede skærme, olietanke og specialfremstillede brændstoftanke.
- Medicinsk: Designere bruger det til at lave prototyper på medicinske præcisionsinstrumenter og hjælpemidler.
Denne proces fungerer helt klart til projekter med høj indsats. Men husk, at din endelige del kun er så god som det værksted, der laver den.
Hvilke spørgsmål skal du stille din producent, før du går i gang?
Bumpformning er en kunst. Du kan ikke overlade dit projekt til en nybegynder. Når kunder besøger vores ShincoFab-anlæg, har jeg altid respekt for de ingeniører, der stiller de svære spørgsmål.
Før du starter et bumpformningsprojekt, skal du stille din producent tre kritiske spørgsmål for at verificere deres ekspertise. Sørg for, at de ved, hvordan man håndterer materialets tilbagespring, kontroller, at de bruger brugerdefinerede fysiske skabeloner til at kontrollere kurver, og bekræft, at deres kantpresser bruger kronekompensation.
- Tilbagespringning af materiale: Spørg, hvordan de håndterer materialets tilbagespring. Metal springer naturligt tilbage efter en bøjning. Et smart værksted vil altid køre et skrotstykke først for at beregne det nøjagtige tryk, der er nødvendigt for at overvinde denne tilbagespringning.
- Tilpassede skabeloner: Spørg, om de bruger brugerdefinerede skabeloner. Bumping er en meget manuel proces. Operatøren bør kontrollere din del i forhold til en fysisk skabelon. (som de laserskårne, vi bruger) efter hvert par slag for at sikre, at kurven forbliver helt på rette spor.
- Kompensation for kroning: Spørg, om deres kantpresse bruger kronekompensation. Store kantpresser bøjer faktisk i midten under hårdt pres. Kronekompensation skubber aktivt tilbage og holder maskinen helt flad, så dine dele ikke bliver skæve. Hvis de ikke ved, hvad kroning er, så gå din vej.
Hvis de svarer bekræftende på disse spørgsmål, er du i gode hænder.
Konklusion
Bumpformning er ikke magi. Det er bare en smart, omkostningseffektiv måde at få store buede dele på uden at skulle betale for dyre specialforme.
Hvis du bygger prototyper eller kører små serier, er det uden tvivl din bedste mulighed. Du skal bare have et solidt design, det rigtige metal og en erfaren operatør.
På vores pladeværksted, ShincoFab, ser vi hver eneste dag, hvordan denne proces sparer kunderne tid og penge. Den præcise matematik og de fysiske færdigheder betaler sig virkelig på værkstedsgulvet.
Hold styr på din produktionsmængde. Forenkle dine kurver. Stil de svære spørgsmål til din producent, før du går i gang. Hvis du følger disse trin, vil dit næste buede metalprojekt blive en stor succes.

