Jag har tillbringat många år med att arbeta med kantpressar och plåttillverkning här på golvet på ShincoFab. Jag vet exakt hur svårt det är att forma stora kurvor utan att spränga budgeten för anpassade formar, eftersom jag har sett kunder nästan gå bort från projekt när de citerade $8.000 bara för en anpassad rullform.
Om du vill prototypa böjda delar på ett effektivt sätt är du på rätt plats. I den här guiden kommer jag att visa dig exakt hur bumpformning fungerar och hur det kan spara tusentals dollar.
Du kommer att få lära dig vilka metaller som är bäst att använda, exakt vilken produktionsvolym som gör processen meningsfull och hur man utformar delar som faktiskt fungerar. Jag kommer också att ge dig tre kritiska frågor som du bör ställa till din tillverkare så att du inte får betala för deras misstag.
Här är allt du behöver veta för att få dina krökta plåtdelar tillverkade på rätt sätt, baserat på tusentals timmar som vi har ägnat åt att ställa in exakt dessa bockningar på våra egna CNC-styrda kantpressar.
Vad är bumpformning?
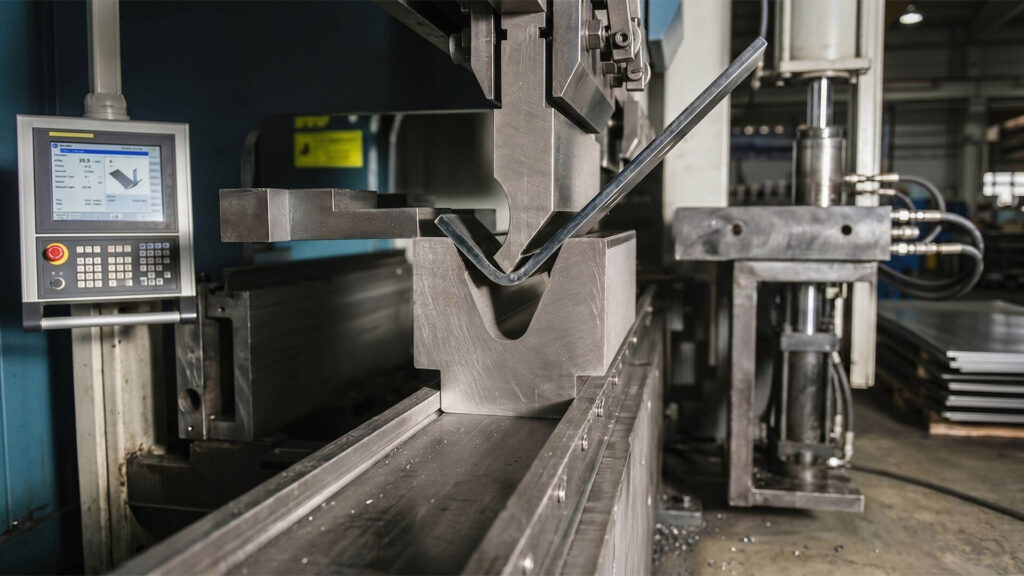
En vanlig kantpress är perfekt för att göra skarpa hörn. Men vad händer om din design kräver en bred, kontinuerlig cylinder?
Det är där bumpformning kommer in i bilden. Vissa människor kallar det bumpböjning eller stegböjning. Det är ett mycket effektivt sätt att skapa en stor radie i en platt plåtbit.
I stället för att böja metallen i ett enda stort slag, bryter stötformningen ner jobbet. Maskinen gör dussintals små, tätt placerade bockningar. Varje träff pressar metallen typiskt 2 till 5 grader.
När du staplar dessa små träffar sida vid sida bildar de en jämn, stor kurva.
Bumpformning är en tillverkningsprocess för plåt som skapar stora, svepande kurvor genom att göra dussintals små, tätt placerade böjar. Denna metod bygger stora koner och cylindrar med hjälp av standard CNC-kantpressar, vilket sparar tusentals dollar genom att eliminera behovet av anpassade hårda verktyg.
- Bygger stora kurvor: Den förvandlar enkelt platt metall till koner, cylindrar eller svepande böjar.
- Använder standardutrustning: Den förlitar sig på en vanlig CNC-styrd kantpress (som t.ex. Amada och Trumpf maskiner som vi kör dagligen) istället för massiva, specialiserade plattvalsar.
- Sparar pengar åt dig: Du får anpassade kurvor utan att betala tusentals dollar för anpassade hårda verktyg.
Men för att få den kurvan att se helt jämn ut krävs exakt matematik och mycket skickliga händer. Låt mig visa dig exakt hur den här processen faktiskt fungerar på ShincoFab butiksgolvet.
Hur fungerar bumpformningsprocessen egentligen?
Du kan inte bara gissa var du ska böja metallen. En framgångsrik stötformad detalj kräver noggrann planering innan maskinen ens slås på. När jag får en ny ritning på mitt bord följer här de tre steg som vårt ingenjörsteam tar för att göra en slät kurva av ett platt ark.
Steg 1: Räkna på det
Innan något bockas i kantpressen måste ingenjörerna beräkna den totala båglängden för innerkurvan och bestämma den exakta radieavståndet. Radieavståndet bestämmer avståndet mellan varje liten böjning, vilket i slutändan styr hur slät eller fasetterad den slutliga böjda metalldelen kommer att se ut.
- Bågens längd :Detta är den totala längden på kurvan på insidan av metallen.
- Radie Pitch: Detta är det exakta avståndet mellan varje liten böj.
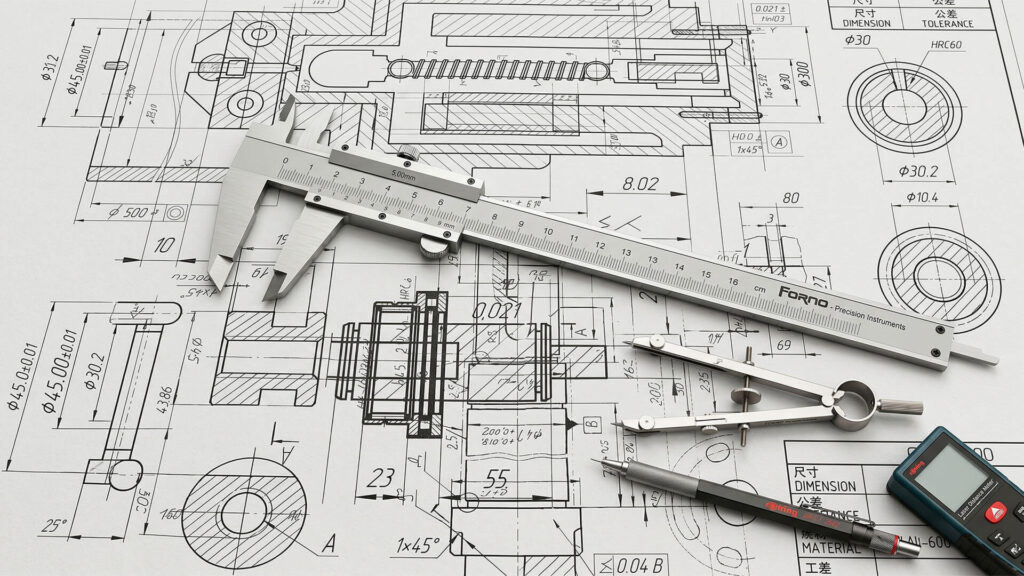
Radius pitch är hemligheten bakom en bra del. Om delningen är smal är avståndet mellan träffarna litet. Detta ger dig en vackert slät kurva. Men fler träffar tar mer tid. Vi använder vanligtvis 3D-modelleringsprogram som SolidWorks‘ plåtmodul för att simulera böjningarna först. Detta gör att vi kan balansera matematiken för att ge dig den bästa finishen utan att slösa bort dina pengar.
Steg 2: Inställning av kantpressen
När de matematiska beräkningarna är klara måste kantpressoperatören noggrant ställa in maskinen genom att välja en bredd på den nedre stansen som är dubbelt så stor som radieavståndet och välja ett mycket litet djup på den övre stansen.
- Matrikelbredd: Öppningen på bottenverktyget måste vara exakt rätt. Den är vanligtvis ungefär dubbelt så stor som radiehöjden. Om verktyget är för brett sjunker metallen ner för långt och kurvan blir ojämn.
- Stansdjup: Maskinen böjer bara metallen 2 till 5 grader per träff. Den övre stansen trycker knappt in i metallen och faller vanligtvis ner bara 0,010 till 0,030 tum in i matrisöppningen.
För att få rätt djup krävs ofta försök och misstag. Våra ledande operatörer testar alltid först en skrotbit av exakt samma materialbatch för att ta hänsyn till metallens återfjädring. Till exempel beter sig en plåt av rostfritt 304 helt annorlunda under tryck än mjukt stål.
Steg 3: Bockning av metall
Nu börjar det fysiska arbetet. Operatören skjuter den platta skivan mot ett bakstycke, en så kallad backgauge. Maskinen trycker nedåt och gör den första lilla böjningen. Bakstycket skjuter sedan fram metallen med ett exakt steg på 0,050 till 0,125 tum. Maskinen slår till igen.
Detta upprepas dussintals gånger. Sakta, steg för steg, rullar det platta arket ihop sig till en svepande radie.
Operatören stannar ofta för att kontrollera detaljen mot en anpassad mall (vi brukar laserskära en snabb profilmätare i trä eller akryl direkt i vår butik för detta). Om de gör ett litet misstag på träff nummer två, multipliceras det felet. Vid träff nummer fyrtio kan hela delen vara förstörd.
Det kräver tålamod, matematik och seriös fysisk skicklighet, men vinsten är enorm om du använder den på rätt sätt.

Vilka är de största fördelarna med bumpformning?
Varför förlitar sig så många ingenjörer och konstruktörer på stötformning? För att det löser två stora problem: tid och pengar.
De största fördelarna med stötformning är att man helt slipper dyra verktygskostnader, får betydligt snabbare leveranstider för prototyper och får total designflexibilitet. Genom att använda standardutrustning för kantpressar kan tillverkarna skapa anpassade kurvor och enkelt ändra konstruktioner utan att behöva nya permanenta formar.
- Inga initiala verktygskostnader: Anpassade formar kostar tusentals dollar. Bumpformning använder standardverktyg som din tillverkare redan äger. Du behåller pengarna i din ficka.
- Snabbare handläggningstider: Att vänta på en anpassad gjutform kan försena ditt projekt med en månad eller mer. Med stötformning kan verkstaden starta omedelbart. Du får dina delar inom några dagar, inte veckor.
- Total flexibilitet i designen: Du är inte låst till en specifik form. Behöver du ändra din design från en cylinder till en kon? Eller justera kurvradien? Operatören ändrar bara matematiken i maskinen. Inga nya formar krävs.
Vilka är nackdelarna med bumpformning?
Jag har haft kunder som kommit in i vår fabrik och trott att bumpformning är en magisk lösning på allt. Det är det inte. Det kommer med några dolda huvudvärk.
De största nackdelarna med stötformning är att det krävs en mycket skicklig operatör, tidskrävande matematiska och mallbaserade inställningar samt oundvikligt materialspill. Det manuella "trial-and-error"-förfarandet för att ställa in det exakta stansdjupet innebär att du alltid måste räkna med offrade testdelar innan du slutför produktionen.
- Elitoperatörskompetens: Detta är det svåraste jobbet du kan göra på en kantpress. Det tar en operatör fem till tio år att verkligen bemästra det. Om du använder en billig verkstad med juniora operatörer kommer du att se fruktansvärda, fasetterade kurvor som liknar en stoppskylt.
- Tidskrävande installation: Själva bockningen går snabbt. Men ingenjörsarbetet i förväg är långsamt. Din tillverkare måste göra komplexa beräkningar och skära ut anpassade mallar bara för att kontrollera kurvorna.
- Materialskrot: Att få exakt rätt stansdjup kräver att man provar sig fram. Vi säger alltid till våra kunder att de ska räkna med 1 eller 2 offrade testdelar för att ringa in maskinen innan du gör dina sista bitar.
På grund av dessa nackdelar är bumpformning inte alltid det bästa valet för varje projekt. Ibland är det mer meningsfullt att spendera pengarna på en permanent form. Låt oss jämföra bumpformning direkt mot hårda verktyg så att du kan fatta rätt beslut.
Bultformning kontra hårdbearbetning: Vilket bör du välja?
Du har två sätt att tillverka krökta metalldelar: stötformning eller hårdbearbetning. Hur ska du välja? Det beror helt på din produktionsvolym.
Hard tooling använder en specialtillverkad form för att stämpla din kurva i en enda, tung träff.
När du väljer mellan olika metallformningsmetoder ska du välja hårda verktyg om du ska massproducera tusentals identiska delar och kräver snäva toleranser. Välj däremot stötformning om du bygger prototyper eller kör små serier, eftersom du då undviker stora verktygskostnader och kan leverera detaljer på några dagar.
- Hårda verktyg: Välj detta om du massproducerar tusentals detaljer. Det ger mycket exakta, identiska delar med snäva toleranser. Den anpassade gjutformen kan dock kosta tusentals dollar och ta fyra veckor att bygga.
- Bumpformning: Välj detta om du bygger prototyper eller kör små partier. Du undviker helt den massiva verktygskostnaden på förhand. Dessutom får du dina delar inom några dagar, inte månader.
Kort sagt, hårda verktyg är till för skalan. Bumpformning är för snabbhet och flexibilitet.
Vad är break-even-punkten för bumpformning?
Hur vet man när man ska sluta med bumpformning? Det handlar om grundläggande matematik.
Bumpformning har inga verktygskostnader, men det manuella arbetet är dyrt. En skicklig operatör måste noggrant övervaka varje enskild bockning.
Den ekonomiska break-even-punkten för stötformning inträffar vanligtvis mellan 100 och 200 delar. För produktionsserier under 100 delar är det manuella arbetet fortfarande billigare än verktyg. Men när produktionen överstiger 200 delar blir det mer kostnadseffektivt att investera i permanenta hårda verktyg eller specialiserad plåtvalsning.
- Under 100 delar: Stick med bumpformning. Den höga arbetskostnaden är fortfarande mycket billigare än att köpa en $5,000 anpassad form.
- Över 200 delar: Det är dags att skippa stötformningen. Betala för det hårda verktyget eller kör jobbet på en specialiserad plattvals. Vid den här volymen kommer det långsamma manuella arbetet att kosta dig mer än verktyget.
Jämför alltid det initiala priset för verktyg med den totala arbetstiden per timme.
Vilka är de bästa metallerna för bumpformning?
Inte alla metaller överlever denna process. Bumpformning utsätter plåten för stora påfrestningar. Under årens lopp har vi lärt oss den hårda vägen vilka metaller som beter sig bra i kantpressen och vilka som kämpar emot.
De bästa metallvalen
De bästa metallerna för stötformning är mycket duktila material som kan sträckas och motstå upprepade kantpressningsträffar utan att spricka. De bästa valen inkluderar mjukt stål för dess förlåtelse, 304 rostfritt stål för hållbarhet och standard aluminiumlegeringar som 5052 för lätt formbarhet.
- Milt stål: Detta är det absolut bästa valet. Det är förlåtande och tar flera böjningar smidigt.
- Rostfritt stål: Tuff och hållbar. Den kräver mer tryck från maskinen, men den håller en kurva vackert. Tänk bara på att återfjädringen är aggressiv.
- Standard aluminiumlegeringar (t.ex. 5052): De flesta kvaliteterna är lätta och mycket formbara. Se bara till att kontrollera den exakta kvaliteten med din verkstad.
Material som bör undvikas
De sämsta materialen för stötformning är spröda eller strukturellt komprometterade metaller som lätt går sönder under upprepad stress. Du bör helt undvika härdade metaller som 6061-T6 aluminium, som mikrospricker under tryck, och perforerad plåt, som böjer sig oförutsägbart på grund av svaga strukturella punkter.
- 6061-T6 aluminium: Undvik detta till varje pris. Det är en härdad, spröd metall. Vi har sett den bokstavligen gå sönder eller få mikrosprickor i kantpressen under påfrestningen av upprepade träffar.
- Perforerade ark: Metall full av slumpmässiga hål böjer sig oförutsägbart. Utskärningarna skapar svaga punkter, vilket ger en ojämn, rörig kurva Det ser hemskt ut, oavsett hur bra operatören är.
Hur konstruerar man bättre stötformade delar?
En dålig design garanterar en dålig del. Du vill göra operatörens jobb så enkelt som möjligt.
För att konstruera bättre stötformade detaljer bör ingenjörerna hålla de geometriska formerna enkla, undvika extremt snäva böjradier, lätta på dimensionstoleranserna och hålla metallen under 24 tum bred. Att konstruera med dessa tillverkningsgränser i åtanke säkerställer en smidigare process och minskar risken för att detaljen går sönder.
- Enkla former: Sikta på rena, kontinuerliga kurvor. Komplexa, ojämna geometrier ökar installationstiden drastiskt och risken för misstag.
- Radier för böjning: Forma inte en extremt snäv radie. Att pressa in metallen i en snäv kurva skapar hårda åsar och försvagar detaljen.
- Dimensionella toleranser: Detta är en mycket manuell process. Den förlitar sig på mänsklig skicklighet och försök och misstag. Ge butiken lite andrum i dina mått (t.ex. tillåta ±0,030 till ±0,060 tum i stället för ett strikt ±0,010), särskilt i långa kurvor.
- Maximal bredd (24 tum): När metallen blir bredare blir det otroligt svårt att hålla böjvinkeln helt rak. Om din del måste vara längre än 24 tum, prata med din tillverkare tidigt för att se om deras utrustning kan hantera den.
Även med en felfri design lämnar bumpformning ett tydligt fotavtryck. Eftersom kurvan faktiskt består av dussintals små platta böjningar kommer du att se svaga linjer på metallen.
Men vad händer om du bygger en konsumentprodukt som måste se felfri ut? Låt oss titta på hur man kan dölja dessa märken.
Hur döljer man böjlinjer efter stötformning?
Bumpformning skapar inte en matematiskt perfekt kurva. Det skapar en serie av små platta fläckar.
Om du tittar noga ser du svaga böjlinjer. Det här är bra för ett dolt fäste inuti en maskin. Men det är ett stort problem om detaljen sitter rakt framför din kund.
För att dölja de svaga böjlinjer som skapas genom stötformning använder tillverkarna kosmetiska efterbehandlingstekniker efter att metallen lämnat kantpressen. De bästa metoderna inkluderar manuell slipning och slipning av åsarna, applicering av ett skikt av karossfyllmedel eller användning av en tjock, texturerad pulverlack.

- Slipning och sandning: En skicklig arbetare kan slipa ner åsarna manuellt med en dubbelverkande slipmaskin. Det tar lite extra tid, men fungerar perfekt för nakna metalldelar.
- Kroppsfyllmedel: Om du planerar att måla metallen kan du enkelt jämna ut de små svackorna med en snabb strykning med bodyfiller.
- Pulverlackering: En tung, 3 till 5 mil texturerat pulverlack är fantastisk när det gäller att dölja mindre ytfel. Den fyller ut böjlinjerna utan att det behövs någon manuell slipning.
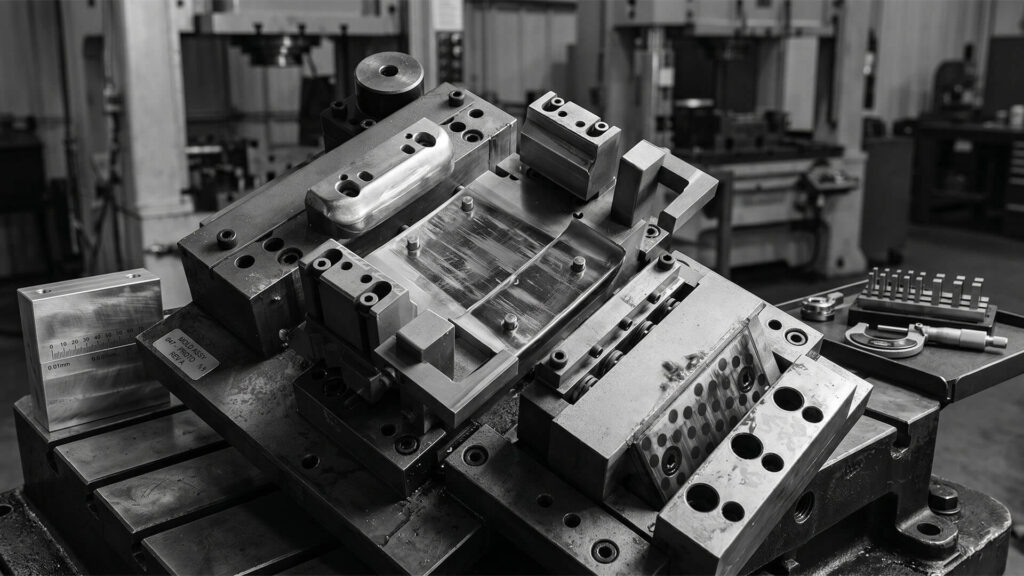
Vad används bumpformning till i den verkliga världen?
Du kanske tror att stötformning bara är till för enkla metallfästen på låg nivå. Det är det inte. Stora industrier förlitar sig på exakt denna process varje dag.
Bumpformning används ofta i stora industrier för att tillverka stora, böjda plåtdelar utan dyra verktyg. Vanliga tillämpningar i verkligheten är bland annat flygplansnosar och flygkroppspaneler, böjda skärmar och anpassade bränsletankar för bilar samt medicinska precisionsinstrument eller hjälpmedel.

- Flyg- och rymdindustrin: Ingenjörer använder det för att bygga lätta nosspetsar och svepande flygkroppspaneler.
- Fordon: Butiker använder det för att tillverka böjda skärmar, oljetråg och anpassade bränsletankar.
- Medicinsk: Konstruktörer använder den för att ta fram prototyper av medicinska precisionsinstrument och hjälpmedel.
Den här processen fungerar uppenbarligen för projekt med höga insatser. Men kom ihåg att din slutprodukt bara är lika bra som verkstaden som tillverkar den.
Vilka frågor bör du ställa till din tillverkare innan du börjar?
Bumpformning är en konst. Du kan inte anförtro ditt projekt åt en nybörjare. När kunder besöker vår ShincoFab-anläggning respekterar jag alltid de ingenjörer som ställer de svåra frågorna.
Innan du påbörjar ett projekt med stötformning måste du ställa tre kritiska frågor till din tillverkare för att verifiera deras expertis. Se till att de vet hur de ska hantera materialets återfjädring, kontrollera att de använder anpassade fysiska mallar för att kontrollera kurvorna och bekräfta att deras kantpress använder kronkompensation.
- Material återfjädring: Fråga hur de hanterar materialets återfjädring. Metall studsar naturligt tillbaka efter en böjning. En smart verkstad kör alltid en skrotbit först för att beräkna det exakta tryck som behövs för att övervinna denna studs.
- Anpassade mallar: Fråga om de använder anpassade mallar. Bumpning är en mycket manuell process. Operatören bör kontrollera din del mot en fysisk mall (som de laserskurna som vi använder) efter några träffar för att se till att kurvan håller sig perfekt på rätt spår.
- Ersättning för kronan: Fråga om deras kantpress använder sig av kronkompensation. Stora kantpressar böjer sig faktiskt i mitten under hårt tryck. Crowning compensation trycker aktivt tillbaka och håller maskinen helt platt så att dina delar inte vrider sig. Om de inte vet vad crowning är, gå därifrån.
Om de svarar med tillförsikt på dessa frågor är du i goda händer.
Slutsats
Bumpformning är inte magi. Det är bara ett smart och kostnadseffektivt sätt att få fram stora böjda delar utan att betala för dyra specialformar.
Om du bygger prototyper eller kör små serier är det helt klart det bästa alternativet. Du behöver bara en solid design, rätt metall och en erfaren operatör.
På vårt plåtverkstad ShincoFab ser vi på nära håll hur den här processen sparar tid och pengar åt kunderna varje dag. Den exakta matematiken och den fysiska skickligheten lönar sig verkligen på verkstadsgolvet.
Håll din produktionsvolym i schack. Förenkla dina kurvor. Ställ de svåra frågorna till din tillverkare innan du börjar. Om du följer dessa steg kommer ditt nästa projekt med krökt metall att bli en stor framgång.

