Har du svært ved at vælge mellem 5052-H32 og 6061-T6 aluminium? Du er ikke alene.
Som ledende fabrikant her på ShincoFab, Jeg har brugt over et årti på at gå rundt på vores metalværksteder, og jeg ser ingeniører og indkøbere specificere den forkerte legering næsten hver uge. Det forkerte valg ser ikke bare dårligt ud på papiret. Det fører til revnet metal på vores kantpresser, gummiagtigt aluminium svejset på vores dyre CNC-fræsere og tusindvis af dollars i spildte projektbudgetter. Jeg vil gerne redde dig fra disse dyre fejltagelser i den virkelige verden.
I denne hurtige guide får du direkte svar fra et fabriksgulvsperspektiv. Ingen kedelige kemiforelæsninger. Jeg lover at vise dig præcis, hvornår du skal bruge 5052, hvornår du skal tage 6061, hvordan de klarer sig under vores TIG-svejsere, og endda hvordan du kan redde dit projekt, hvis du ved et uheld har bestilt det forkerte metal.
Se her, hvordan du vælger det rigtige metal til dit blueprint.
Sådan vælger du den rigtige legering
Lad os springe den lange intro over og gå lige til sagen. Valget mellem disse to metaller handler om, hvad du har tænkt dig at gøre med dem.
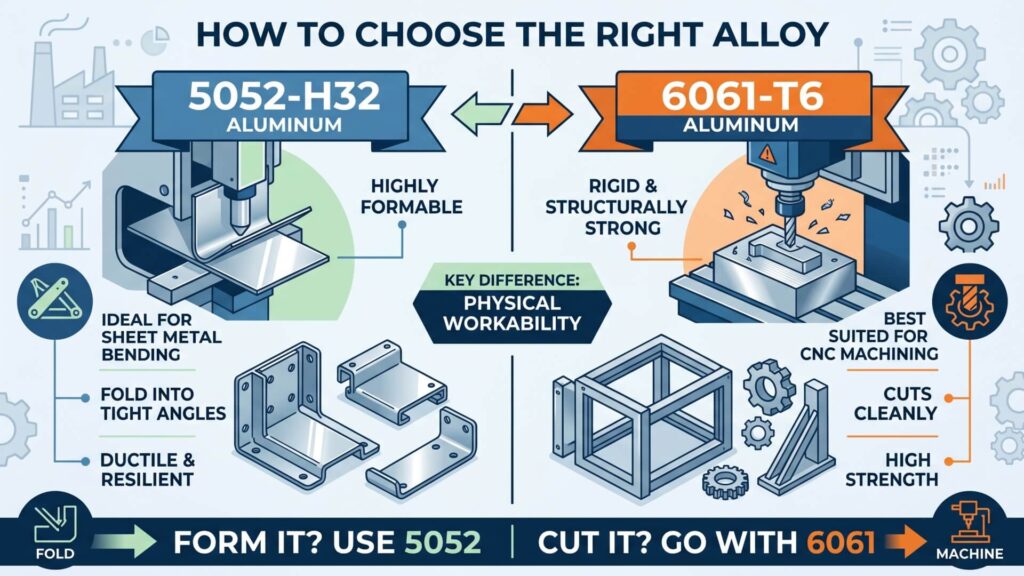
Den største forskel mellem 5052-H32 og 6061-T6 aluminium er deres fysiske bearbejdelighed. 5052-H32 er meget formbar og ideel til Bøjning af metalplader, mens 6061-T6 er stiv, strukturelt stærk og bedst egnet til CNC-bearbejdning og tunge, bærende rammer.
- Vælg 5052-H32, hvis du har brug for at bøje det. Dette er din bedste ven til pladearbejde. Du kan folde den ind i snævre vinkler uden at revne metallet.
- Vælg 6061-T6, hvis du skal bearbejde det. Denne legering er bygget til ren styrke. Den skærer rent i en CNC-maskine og er perfekt til tunge konstruktionsdele.
Hvis du former det, skal du bruge 5052. Hvis du skærer det, skal du bruge 6061.
Hvad bruges 5052-H32 aluminium bedst til?
Hvis din tegning involverer komplekse metalplader, vil 5052-H32 gøre dit (og din fabrikants) liv meget lettere. Hos ShincoFab er dette vores ubestridte mester til kantpressearbejde.
Hvorfor du vil elske det
- Den former sig uden at gå i stykker. Du kan folde det i snævre vinkler, hvilket typisk tillader en minimumsbøjningsradius på kun 1 til 1,5 gange materialetykkelsen. I modsætning til stivere metaller bøjer 5052 jævnt over vores V-dies. Jeg har personligt set vores operatører bøje 1/8″ 5052 til en perfekt 90-graders vinkel hele dagen uden en eneste mikrofraktur på bøjningslinjen.
- Det bekæmper rust. Fordi det ikke indeholder kobber, overlever det barske udendørsmiljøer. Vi bygger jævnligt specialfremstillet marinebeslag af 5052, og det holder perfekt selv i saltvandssprøjt.
- Det sparer dig penge. Fordi det formes så ubesværet uden brug af aflastningsskæringer eller varmebehandlinger, sparer du timevis af dyrt værkstedsarbejde. Og i specialfremstilling er maskintid din største omkostning.
Hvor det virker bedst
Da det håndterer vand og bøjning så godt, vil du se dette metal overalt udendørs og i specialværksteder.
- Bådskrog og marine hardware.
- Specialfremstillede metalkabinetter til elektronik.
- Brændstoftanke til køretøjer.
- Holdbare tagplader.
Mens 5052 udmærker sig ved at forme og modstå elementerne, kræver projekter, der kræver tung, ubøjelig strukturel støtte, en helt anden tilgang.
Hvad bruges 6061-T6 aluminium bedst til?
Hvis 5052 er den fleksible metalpladeatlet, er 6061-T6 den strukturelle bodybuilder. Vi tager det ned fra materialestativet, når en kunde har brug for en del, der kan klare alvorlige mekaniske belastninger.
Hvorfor du vil elske det
- Den er ekstremt stærk. Denne legering giver en imponerende strukturel styrke. I henhold til ASM/MatWeb Aluminium 6061-T6 materialedatablad, Den ultimative trækstyrke er ca. 310 MPa (45.000 psi), hvilket er med til at forklare, hvorfor det fungerer godt i bærende applikationer.
- Det er en smuk maskine. Dette er vores CNC-maskinisters foretrukne aluminium. I stedet for at smelte og klistre værktøjet til, brækker det af i skarpe, rene spåner. Når du hører den jævne, ensartede brummen fra CNC-fræseren, ved du, at den skærer i 6061-T6.
- Den holder snævre tolerancer. Hvis du har brug for, at vi bearbejder et præcisionsbeslag ned til en tolerance på +/- 0,005 tommer, leverer 6061 en fejlfri, stiv finish hver eneste gang.
Hvor virker det bedst?
Du finder 6061 overalt, hvor en del skal være hårdfør, sikker og let.
- Stive, højtydende bilrammer.
- Kraftige monteringsbeslag.
- Luft- og rumfart og flykomponenter.
- Førsteklasses rammer til mountainbikes.
Ud over basislegeringerne vil du bemærke specifikke suffikser (-H32 og -T6), der er knyttet til disse materialer. Disse tempereringsbetegnelser ændrer drastisk, hvordan metallet fungerer.
Hvorfor betyder bogstaverne og tallene (-H32 og -T6) faktisk noget?
De ekstra bogstaver og tal er ikke bare tilfældige koder. De fortæller dig metallets “temperament”, baseret på Aluminium Association's system til betegnelse af temperaturer. Det betyder ganske enkelt, hvordan fabrikken behandlede aluminiummet, før det blev sendt til dig.
- Hvad -H32 betyder: Det står for “strain-hardened”. Fabrikken har fysisk valset og bearbejdet metallet for at gøre det stærkt. Men her er fordelen for dig: det bevarer sin elasticitet. På grund af -H32-temperaturen strækker 5052 sig lige akkurat nok til at klare snævre bøjninger uden at knække.
- Hvad -T6 betyder: Det står for “varmebehandlet”. Fabrikken bagte metallet og afkølede det hurtigt for at låse materialerne sammen. T6-temperaturen er hemmeligheden bag 6061’s massive strukturelle integritet og ekstreme stivhed.
Hærdningen dikterer fuldstændig, hvordan metallet reagerer på mekanisk belastning.
Den direkte sammenligning
Når man sammenligner 5052-H32 og 6061-T6 direkte, afhænger det bedste valg i høj grad af din produktionsproces. 5052-H32 udmærker sig ved formbarhed, bøjning af metalplader og høj korrosionsbestandighed. I modsætning hertil, 6061-T6 er det bedste valg til strukturelle anvendelser med høj styrke og præcisions-CNC-bearbejdning. Her er en hurtig oversigt:
| Ejendom | 5052-H32 | 6061-T6 |
|---|---|---|
| Bedst til | Formning af metalplader og marinebrug | Strukturelle rammer og CNC-dele |
| Bearbejdelighed | Dårlig (gummiagtig, smelter let) | Fremragende (sprøde, rene chips) |
| Bøjelighed | Fremragende (tætte radier uden revner) | Dårlig (knækker eller revner kraftigt) |
| Svejsbarhed | Fremragende (bevarer strukturel integritet) | God (men mister styrke ved svejsesamlingen) |
| Modstandsdygtighed over for korrosion | Ekstraordinær (modstår udendørs/saltvand) | God (kræver beskyttelse mod grubetæring) |
Styrke vs. bøjning (formbarhed)
Mens 6061-T6 fører i ren strukturel belastningsevne (45.000 psi), tilbyder 5052-H32 stadig en respektabel ultimativ trækstyrke på ca. 33.000 psi (228 MPa). Den virkelige forskel sker, når man prøver at forme dem. 6061 er bygget til at holde en massiv vægt sikkert, men bed os ikke om at bøje det skarpt. Jeg har bogstaveligt talt hørt et skudlignende knæk på tværs af værkstedsgulvet, når en nybegynder forsøger at bøje 1/4" 6061-T6 i en skarp 90-graders vinkel. Metallet knækker midt over. 5052 gør det stik modsatte; med sin høje forlængelse danner det en smuk, glat radius på kantpressen uden at revne.
Bearbejdning vs. svejsning
Hvis du tvinger os til at sætte blød 5052 i en CNC-fræser med høj hastighed uden det rigtige værktøj, opfører det sig som varmt tyggegummi. Jeg har været nødt til at stoppe produktionen for at mejsle smeltet 5052 af et $150 hårdmetalbor. 6061 kan derimod bearbejdes til absolut perfektion.
Hvad med Svejsning? Spørg vores ledende TIG-svejser, og han vil pege på en skjult fælde. Begge svejser fint, men den ekstreme varme fra svejsebrænderen ødelægger 6061’s “-T6”-varmebehandling. Metallet mister faktisk massiv styrke lige ved den varmepåvirkede zone (HAZ). 5052 holder meget bedre fast i sin strukturelle integritet, når svejsebadet er kølet af.
At overleve elementerne (korrosion)
Aluminium modstår generelt rust godt. Men 5052 tager det til et helt nyt niveau. Hemmeligheden ligger i kemien. Det indeholder næsten ingen kobber. Denne mangel på kobber gør 5052 til den ultimative udendørs overlever. Det klarer nemt saltvand og hårdt vejr. 6061 klarer sig fint udenfor, men det vil med tiden få huller og korrodere, hvis man ikke beskytter det. Vi havde engang et parti nøgne 6061-dele stående udenfor i en fugtig uge, og de begyndte at oxidere og få huller. Det gør 5052 ikke.
Din tegnebog (omkostninger)
Vi tænker alle på bundlinjen. Generelt koster 5052 lidt mindre pr. pund end 6061. Men dine virkelige besparelser kommer fra arbejdskraften. Fordi 5052 er så let at forme uden at revne eller have brug for særlige varmebehandlinger, sparer du timevis af dyr værkstedstid.
Hvilken legering tager bedst imod finish?
Udseendet er vigtigt. Dine kunder vil have dele, der ser godt ud og holder i lang tid. Se her, hvordan begge metaller håndterer forskellige overflader.
- Rå overflade og standard anodisering: 5052 ser normalt glattere ud i sin rå, nøgne form. Det er også perfekt til standardfarveanodisering.
- Hård panserfinish: 6061 er den klare vinder her. Det kræver en Type III anodisering med hårdt lag (MIL-A-8625) smukt. Dette giver din del en hård, tæt beskyttende finish, der let stopper kraftige ridser og hverdagsslitage.
- Maling og pulverlakering: Begge metaller holder utrolig godt på maling og pulverlak. Bare skrab overfladen og rengør den først. Din farve vil sidde fast og blive siddende i årevis.
Kan jeg svejse 6061-T6 til 5052-H32?
Kan man blande disse to metaller? Ja, det kan man. Fabrikanter gør det hver eneste dag.
Det er almindelig praksis at bygge et stift skelet af 6061 konstruktionsrør. Derefter pakker man den stærke ramme ind i fleksible 5052-pladepaneler. Du får de nøjagtige fordele ved begge legeringer i én fantastisk konstruktion.
Hvordan svejser man dem sammen? Bare tag noget ER5356 svejsetråd, som er klassificeret under AWS A5.10 specifikationer for nøgne aluminiumselektroder. Det binder disse uensartede metaller perfekt sammen og holder dit led stærkt.
Hvordan redder man den forkerte legering?
Vi begår alle sammen fejl. Nogle gange bliver det forkerte materiale afleveret ved læsserampen. Her kan du se, hvordan vi redder disse situationer på fabrikken:
- Hvis du skal bøje 6061-T6: Forsøg ikke med en skarp fold. Vi løser dette ved at øge værktøjets bøjningsradius betydeligt. Hvis du absolut har brug for et stramt hjørne, er vi nødt til at trække oxy-acetylenbrænderen frem og udgløde (blødgøre) bøjningslinjen lokalt, så den ikke splintres.
- Hvis du skal bearbejde 5052-H32: For at undgå den “tyggegummi-klæbende” effekt skifter vi til ekstremt skarpe, enkeltskårne fræsere med polerede mundinger. Vi øger mængden af kølemiddel og justerer tilspændingen for at fjerne de klæbrige spåner, før de smelter fast på værktøjet.
Konklusion
At vælge det rigtige aluminium behøver ikke at være en gætteleg. Det kommer alt sammen an på, hvordan metallet reagerer under maskinerne.
Hvis du får fat i det rigtige materiale fra dag ét, sparer du penge, forkorter leveringstiden og undgår en masse hovedbrud. Vi oplever dette hver dag på værkstedsgulvet her hos ShincoFab. Som en erfaren fabrik til fremstilling af metalplader ved vi, at succesen for dine specialfremstillede dele helt afhænger af, at vi har den rigtige legering på vores arbejdsbænke.
Hvis du kigger på dit blueprint lige nu og stadig ikke er 100% sikker, så lad være med at gætte. Kontakt vores tekniske team hos ShincoFab. Vi evaluerer disse materialer dagen lang, og vi er klar til at hjælpe dig med at få dit næste byggeri til at lykkes i første forsøg.

