
La deformazione del metallo è un problema comune che causa non poche frustrazioni durante la saldatura. A ShincoFab, ogni mese lavoriamo e saldiamo migliaia di componenti in lamiera. Dopo aver realizzato telai su misura, porte di precisione e involucri in lamiera con tolleranze ristrette per clienti del settore industriale, i nostri addetti alla lavorazione hanno imparato a prevenire la deformazione termica su scala industriale.
In questa guida ti mostrerò esattamente come evitare la deformazione del metallo durante la saldatura. Ti fornirò una procedura dettagliata per mantenere i tuoi progetti perfettamente piatti. Tratteremo come preparare il metallo, fissarlo con dei morsetti, regolare la saldatrice e utilizzare alcuni accorgimenti intelligenti per prevenire la deformazione prima ancora che si verifichi.
Risolviamo questo problema una volta per tutte.
Perché il metallo si deforma quando lo si salda?

Per evitare la deformazione del metallo, occorre innanzitutto capire perché si verifica.
La deformazione del metallo durante la saldatura è dovuta all'espansione e alla contrazione termiche. Poiché il calore dell'arco di saldatura provoca l'espansione del metallo, il successivo raffreddamento rapido fa sì che il giunto appena fuso si contragga, creando una forte tensione interna che piega e deforma il materiale.
Il ciclo caldo-freddo (espansione termica)
Quando il metallo si riscalda, si espande. Quando si raffredda, si contrae.
Il bagno di fusione raggiunge oltre 2.500 °F in pochi secondi. Il metallo intorno alla saldatura si riscalda rapidamente e si espande verso l'esterno.
A quel punto, si interrompe la saldatura. Il metallo si raffredda e tende a ritirarsi fino a tornare alle dimensioni originali.
Ma ora i due pezzi sono saldati insieme. Il metallo tende a contrarsi, ma la nuova saldatura lo tiene fermo. Questo crea una forte tensione interna. È proprio quella tensione la forza che tira, piega e torce il tuo progetto, deformandolo.
Perché il metallo sottile rappresenta la tua sfida più grande
Le lastre di acciaio spesse sono tolleranti. La lamiera sottile no.
Un pezzo di metallo spesso agisce come una spugna, assorbendo il calore e allontanandolo in modo sicuro dalla zona di saldatura. Il metallo sottile non ha questa massa aggiuntiva, quindi il calore non ha dove andare.
Quando si salda del metallo sottile, si verificano i tre fenomeni seguenti:
- Si surriscalda troppo in fretta: Il calore si diffonde ampiamente, provocando l'espansione dell'intero pannello.
- Manca di forza: Il metallo di basso spessore non è in grado di resistere alla forza di trazione esercitata da una saldatura in fase di raffreddamento.
- Si deforma facilmente: Le forze contrapposte del caldo e del freddo rendono rapidamente la superficie ondulata.
Trucchi specifici per i metalli che devi conoscere
Ciò che funziona bene sull'acciaio dolce può danneggiare altri materiali. Prima di saldare, è necessario sapere esattamente come il metallo reagisce al calore.
Alluminio: riscaldamento rapido e bordi morbidi
A differenza dell’acciaio, l’alluminio non diventa incandescente prima di fondersi. Può sembrare a posto un attimo prima e, quello dopo, sfondare il tavolo.
Lo notiamo durante la lavorazione alluminio 6061 telaio. Poiché conduce rapidamente il calore, questo si diffonde in tutto il pezzo. Se gli operatori immettono calore in eccesso in un telaio di alluminio, la struttura si deforma, rendendola inutilizzabile per assemblaggi con tolleranze strette.
Acciaio inossidabile: elevata dilatazione e accumulo di calore
L'acciaio inossidabile ha una bassa conduttività termica.
L’anno scorso abbiamo prodotto un grande lotto di involucri in acciaio inossidabile 304 di grado alimentare, con spessore 18 gauge. Abbiamo scoperto che il calore rimane intrappolato proprio in corrispondenza del giunto saldato. Secondo i dati metallurgici, l’acciaio inossidabile austenitico 304 presenta un coefficiente di dilatazione termica 50% superiore a quello dell’acciaio dolce, pur conducendo il calore solo a un terzo della velocità di quest’ultimo. L’elevato calore intrappolato in un unico punto provoca una dilatazione localizzata. Questa combinazione rende difficile mantenere la planarità delle lamiere sottili in acciaio inossidabile senza rigorosi protocolli di produzione.
Fase 1: Preparare il metallo e la macchina

La maggior parte delle deformazioni dovute alla saldatura è causata da un’impostazione errata. Una corretta preparazione del pezzo previene la deformazione del metallo in seguito.
Saldature metalliche pulite: raffreddamento
Inizia con una smerigliatrice. Il metallo pulito è un metallo felice. Nello stabilimento ShincoFab, la nostra regola è semplice: se c’è scaglia di laminazione, olio o ruggine, la fiamma rimane spenta.
Se si utilizza un filo di apporto spesso su lamiere sottili, si va incontro a un insuccesso. È necessario aumentare la potenza del saldatore solo per fondere quel filo spesso. La soluzione è semplice. Passare a un filo di calibro inferiore. Ad esempio, se i nostri ragazzi stanno saldando con il metodo MIG lamiere sottili con un filo da 0,035, imponiamo loro di sostituirlo con uno da 0,023, in conformità con gli standard del settore migliori pratiche per ridurre al minimo l'apporto di calore sulle lamiere di piccolo spessore. Un filo più sottile si fonde a una temperatura molto più bassa, il che garantisce un prodotto finale più piatto e privo di deformazioni.
Prendi una spazzola metallica o un disco lamellare. Pulisci i bordi fino a ottenere una superficie metallica lucida e nuda. Più il giunto è pulito, più velocemente potrai muovere la torcia. Un movimento veloce garantisce un pezzo più freddo e più liscio.
Ottieni un montaggio perfetto (senza lasciare spazi vuoti)
Non è possibile colmare grandi distanze senza immettere calore in eccesso.
Per colmare uno spazio vuoto è necessario costruire un ponte di metallo fuso, il che comporta un aumento dell'apporto di calore.
Segui questi tre passaggi per garantire un assemblaggio dei componenti metallici ben saldo e senza gioco:
- Misura due volte per evitare scorciatoie.
- Affila i bordi in modo che risultino dritti.
- Spingi i pezzi fino a farli aderire perfettamente prima di fissarli con i morsetti.
Più stretta è la tenuta, minore è il calore necessario per ottenere una saldatura resistente.
La dimensione del filo di apporto è importante? (Sì, ecco perché)
Molti saldatori si concentrano sullo spessore del metallo di base e trascurano il calibro del filo d'apporto.
Se si utilizza un filo di apporto spesso su lamiere sottili, è necessario aumentare la potenza della saldatrice per fondere il filo. La soluzione consiste nel passare a un filo di calibro inferiore. Ad esempio, se i nostri operatori stanno eseguendo saldature MIG su lamiere sottili con un filo da 0,035, imponiamo loro di passare a un filo da 0,023. Un filo più sottile si fonde a una temperatura più bassa, garantendo un prodotto finale più liscio.
Fase 2: Prova con rottami metallici
Non tirare a indovinare le impostazioni della saldatrice. Modificare le impostazioni mentre si lavora al progetto è rischioso. Se la macchina è troppo calda, il metallo integro si deformerà o verrà bruciato.
Perché non dovresti mai impostare i parametri a caso
Prova prima le impostazioni su un pezzo di rottame metallico. Se si impostano a occhio la tensione e l’avanzamento del filo, si rischia di deformare un pannello piatto in pochi secondi.
La nostra regola nell'officina ShincoFab: niente prove su scarti, niente archi sul prodotto finale. Dedicare cinque minuti a eseguire una saldatura di prova elimina completamente questo rischio ed evita che i pezzi tagliati al laser finiscano nel cestino degli scarti.
Regolazione della tensione e della velocità di scorrimento su Trash Metal
I campioni di prova devono provenire dallo stesso lotto del progetto e corrispondere esattamente allo spessore e al materiale del progetto stesso.
Segui questi quattro passaggi per regolare correttamente le impostazioni della tua saldatrice utilizzando rottami metallici:
- Realizzare un giunto di prova: Fissare insieme due pezzi di scarto come nel progetto.
- Fai una passata veloce: Guarda la pozzanghera e ascolta l'arco.
- Controlla il riscaldamento: La saldatura sta penetrando troppo in profondità? Riduci la tensione.
- Regola la velocità: Muovi le mani abbastanza velocemente da mantenere bassa la temperatura, ma abbastanza lentamente da fondere il metallo.
Regola le manopole finché la saldatura non ti sembra a posto. Una volta definite le impostazioni, non modificarle più.
Fase 3: Dissipare il calore con i dissipatori di calore
Il metallo sottile si surriscalda rapidamente. È necessario un sistema per dissipare il calore dal pannello prima che provochi danni. Un dissipatore di calore serve proprio a questo.
In che modo le barre di supporto in rame consentono di risparmiare metallo sottile
Le barre di supporto in rame fungono da dissipatori di calore per lamiere sottili. Noi di ShincoFab realizziamo su misura blocchi di supporto in rame dello spessore di 1/2 pollice e della larghezza di 2 pollici — solitamente in lunghezze da 12 e 24 pollici — per cicli di produzione ad alto volume.
Il rame possiede un'eccezionale conducibilità termica, trasferisce il calore in modo significativamente più rapido rispetto al carbonio o all’acciaio inossidabile. Quando si posiziona una barra di rame spessa dietro la saldatura, questa funge da enorme “spugna termica”, assorbendo il calore intenso direttamente dalla zona di saldatura prima che possa deformare il metallo circostante.
Posizionamento dei dissipatori di calore per ottenere la massima efficacia
Un dissipatore di calore richiede un contatto stretto e piatto per creare un percorso termico.
Segui questi tre passaggi per configurare i dissipatori di calore in modo da ottenere il massimo trasferimento termico:
- Cucire sul rovescio: Posizionare la barra di rame direttamente dietro il giunto.
- Stringilo bene: Utilizzare dei morsetti per premere saldamente il rame contro l'acciaio. Se rimane uno spazio d'aria, il calore non può trasferirsi.
- Fai attenzione alla distanza di sicurezza: Posizionare i morsetti vicino al giunto senza ostacolare il passaggio della torcia di saldatura.
Se non avete una barra di rame, va bene anche un blocco spesso di alluminio.
Fase 4: Immobilizzare completamente il paziente (misure di contenzione fisica)
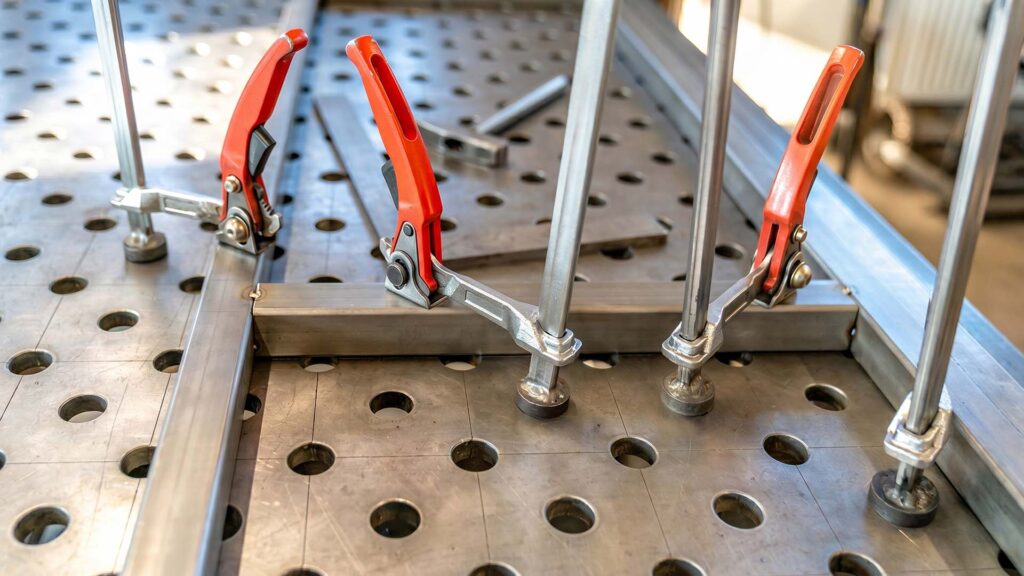
Il raffreddamento del metallo genera forti forze di trazione. È necessario fissare saldamente i pezzi in modo che non possano muoversi.
Utilizzare morsetti e maschere per impieghi gravosi
Man mano che la saldatura si raffredda, eserciterà una forte trazione.
Per fissare il materiale sono necessari morsetti molto resistenti. Per lavori industriali ripetitivi, il nostro team di ingegneri progetta maschere di saldatura su misura. Le maschere mantengono i pezzi perfettamente allineati ogni volta. Se il metallo scivola, si deforma.
Rinforzi e irrigidimenti temporanei saldati
Per i pezzi troppo grandi per essere fissati con un morsetto, utilizzare dei puntelli provvisori.
Se si realizza un telaio a 90 gradi, l’angolo tenderà a chiudersi durante il raffreddamento. Fissare provvisoriamente un pezzo di metallo di scarto in diagonale lungo l’angolo interno per creare una struttura rigida.
Utilizza questi due metodi per aggiungere rinforzi temporanei ed evitare che il metallo si deformi:
- Mantenere i pannelli di grandi dimensioni in posizione orizzontale: Fissa un pezzo di angolare di ferro spesso proprio accanto al cordone di saldatura.
- Eliminare il movimento laterale: Saldare i pezzi di scarto in modo che siano perpendicolari ai giunti.
Una volta che il progetto si è raffreddato, tagliare via i rinforzi e levigare bene le zone interessate.
Fissare il pezzo direttamente al tavolo con punti di saldatura
A volte fissare il metallo al banco da lavoro non è sufficiente. Il metallo tenderà a sollevarsi quando si riscalda.
Fissate il vostro progetto al tavolo da lavoro in metallo con dei punti di saldatura. Bastano tre o quattro piccoli punti lungo i bordi esterni. Quando le saldature definitive si saranno raffreddate, tagliate via i punti di fissaggio con un disco da taglio.
Fase 5: Impara a eseguire alla perfezione le saldature di fissaggio
I punti di saldatura costituiscono la base del vostro progetto.
Perché i chiodini sono la tua prima linea di difesa
I chiodini mantengono tutto allineato. Conferiscono al metallo la resistenza necessaria per sopportare le forze di trazione esercitate dalla saldatura finale.
Realizza dei chiodini lunghi circa 1/4 di pollice. Devono essere abbastanza resistenti da tenere insieme i pezzi. Se li realizzi troppo grandi, generano calore in eccesso.
Controlla gli spazi dopo aver fissato con i punti di fissaggio. Se in alcuni punti lo spazio sembra più ampio, aggiungi altri punti di fissaggio per fissarlo bene.
La sequenza di tacche “dal centro verso l’esterno”
Iniziare a fissare i chiodi dal bordo fa sì che l'altra estremità si allenti a causa del calore. È preferibile utilizzare invece il metodo “dal centro verso l'esterno”.
Segui questi tre passaggi per eseguire la sequenza di punti di fissaggio dal centro verso l'esterno:
- Inizia proprio dal centro: Posiziona il primo chiodino al centro della giuntura.
- Spostarsi verso l'esterno: Aggiungere progressivamente i punti successivi verso ciascun bordo.
- Distanziali in modo uniforme: Per la lamiera, mantenere una distanza tra i chiodini di circa 2-4 pollici.
La sequenza “dal centro verso l’esterno” spinge la sollecitazione verso le estremità libere del metallo. Le forze di contrazione si distribuiscono in modo naturale, anziché concentrarsi in un unico punto.
Fase 6: Controlla il calore (Tecniche di saldatura intelligenti)
Il modo in cui si posano le perline è importante. Per evitare che si deformino, ripensa al modo in cui muovi il cannello.
Interrompere la saldatura continua (utilizzare punti corti)
Invece di saldare 24 pollici di fila, suddividi il lavoro in segmenti.
Saldare un tratto di due pollici, poi fermarsi. Lasciare uno spazio, passare al tratto successivo e saldare un altro tratto di due pollici. In questo modo il metallo circostante ha il tempo di raffreddarsi.
È anche possibile alternare i lati per bilanciare la sollecitazione. Saldare tre pollici sul lato sinistro, poi spostarsi sul lato destro e saldare lì altri tre pollici. Muovendosi avanti e indietro, le forze di ritiro si neutralizzano a vicenda.
Spiegazione del metodo "Back-Step"
Invece di procedere lungo la giuntura, saldare all’indietro.
Inizia a pochi pollici dal bordo. Saldare all’indietro verso il punto di partenza. Quindi, spostati di qualche altro pollice lungo il giunto non ancora saldato. Saldare nuovamente all’indietro fino a ricongiungerti con il bagno di fusione precedente.
Ciò impedisce al calore di propagarsi in una sola direzione e suddivide lo stress termico in segmenti gestibili.
Agisci più rapidamente per mantenere bassa la temperatura
Se ci si muove troppo lentamente, il calore penetra in profondità nel pannello circostante. Mantenere una velocità di avanzamento sufficientemente elevata da limitare la zona termicamente alterata.
Evita i movimenti ampi e ondulati, che distribuiscono le alte temperature su un’area estesa. Utilizza invece una corda di saldatura stretta e diritta.
Resistete alla tentazione di saldare in eccesso. Un giunto da 3/16 di pollice non richiede un cordone di saldatura così largo da 1/4 di pollice. Il metallo d'apporto in eccesso aggiunge calore superfluo e sottopone il metallo a una tensione maggiore.
Passaggio 7: Lasciare raffreddare (È possibile raffreddare una saldatura con acqua o aria compressa?)
Lasciare raffreddare naturalmente la saldatura completata. Non accelerare il processo di raffreddamento.
Perché non si dovrebbe mai raffreddare il metallo incandescente
Non raffreddare mai una saldatura appena eseguita in acqua.
Quando si immerge una saldatura a 1.000 gradi in acqua fredda, si provoca un violento shock termico. Come spiegato in dettaglio in linee guida metallurgiche per il trattamento termico e la tempra, questo raffreddamento rapido e incontrollato provoca due conseguenze terribili:
- Danneggia la saldatura: Lo shock improvviso rende il metallo fragile, causando spesso la rottura della saldatura nuova proprio al centro.
- Rovina la forma: Le forze di trazione deformano il pezzo a tal punto da renderlo irreparabile.
L'unica soluzione sicura è lasciare che il metallo si raffreddi naturalmente all'aria.
I danni nascosti causati dall'aria compressa e dagli stracci bagnati
Non utilizzare stracci bagnati, aria compressa o ventilatori per raffreddare le saldature.
Il raffreddamento forzato provoca temperature non uniformi su tutto il pannello.
Ecco in che modo i metodi di raffreddamento forzato danneggiano la lamiera calda:
- Stracci bagnati: Raffreddare lo strato superiore troppo rapidamente, causando crepe superficiali.
- Aria compressa: Un lato si raffredda mentre l'altro rimane caldo, provocando la deformazione del metallo.
- Fan: Creare correnti d'aria irregolari che deformano le lamiere sottili.
Lasciare che il metallo si raffreddi lentamente e in modo uniforme a temperatura ambiente.
Cosa fare se il metallo continua a deformarsi?

Se il metallo continua a deformarsi anche dopo averlo fissato, cucito e raffreddato correttamente, ci sono due modi per risolvere il problema.
Come si ripara il metallo deformato dopo la saldatura?
La stiratura termica utilizza il calore per correggere le deformazioni.
Quando un pannello si deforma, un lato si allunga (il lato “lungo”). È necessario restringere quel lato lungo.
Riscaldare una piccola zona sul lato lungo fino a quando non diventa rosso opaco. Allontanare la fiamma e lasciare raffreddare all’aria in modo naturale. Man mano che la zona incandescente si raffredda, si restringe. Tale contrazione riporta il metallo circostante in allineamento.
Stampaggio meccanico e piegatura
Se il calore da solo non è sufficiente, utilizzare presse idrauliche abbinate a morsetti per impieghi gravosi per riportare in forma un componente deformato.
Segui questi tre passaggi per combinare in modo sicuro il calore con la forza meccanica per la stiratura:
- Riscaldare leggermente la zona piegata con un cannello, a una temperatura compresa tra circa 400 e 600°F.
- Esercitare la pressione con la pressa molto lentamente.
- Spingi leggermente, fermati e controlla il tuo allineamento.
Conclusione
Prevenire la deformazione prima che si verifichi è più facile che raddrizzare un telaio già rovinato. Prenditi il tempo necessario per rifinire i bordi, prova le impostazioni su un pezzo di scarto e fissa tutto saldamente con i morsetti.
Noi di ShincoFab ci occupiamo della lavorazione e lamiera saldata ogni giorno. Queste procedure operative standard (SOP) garantiscono che ogni componente che realizziamo sia perfettamente squadrato e conforme alle specifiche del cliente. Che si tratti di saldare una staffa su misura o di affidare in outsourcing un ciclo di produzione, il controllo del calore è la priorità assoluta.
Ora vai in officina, metti a punto il montaggio e esegui alcune saldature piane. Se hai bisogno di lavorazioni di precisione su lamiera su larga scala, sai dove trovarci.

