
Siiditrükk metallile on täpne tootmisprotsess, mille puhul kasutatakse šablooni ja tihedalt venitatud võrku, et suruda tint otse metallpinnale. See loob püsiva, kemikaalikindla sideme, mis tagab, et logod, ohutushoiatused ja tekst säilivad ka karmides tööstuskeskkondades, kus odavad kleebised ei toimi.
Veebilehel ShincoFab, trükib meie lehtmetallitootmise meeskond kümneid tuhandeid metallkomponente. Me teame täpselt, mis paneb trükivärvi püsivalt paljas alumiiniumiga haarduma ja miks see valesti pealekandmisel maha koorub. Selles tehase juhendis saate teada, kuidas protsess toimib, milliseid metalle ja viimistlusvahendeid on kõige parem kasutada, kuidas valida õiget tinti, millised on lahtiste tellimuste tegelikud kulud ja kuidas meie kvaliteedikontrolli (QC) meeskond parandab tavalisi kleepumisvigu.
Mis on siiditrükk metallile?
Siiditrükk metallile on väga täpne tootmisprotsess, mille puhul kasutatakse kohandatud fotoemulsiooni šablooni ja tihedalt venitatud võre, et suruda tint otse metallpinnale. Tint läbib ainult avatud võrkruumi, tekitades terava ja püsiva teksti või logo otse põhimikule.
Kuidas protsess toimib (meie töökojas)
Võtame lahti, kuidas see ShincoFabis tegelikult toimub. Teil ei ole vaja insenerikraadi, kuid te peate mõistma protsessi füüsilist reaalsust.
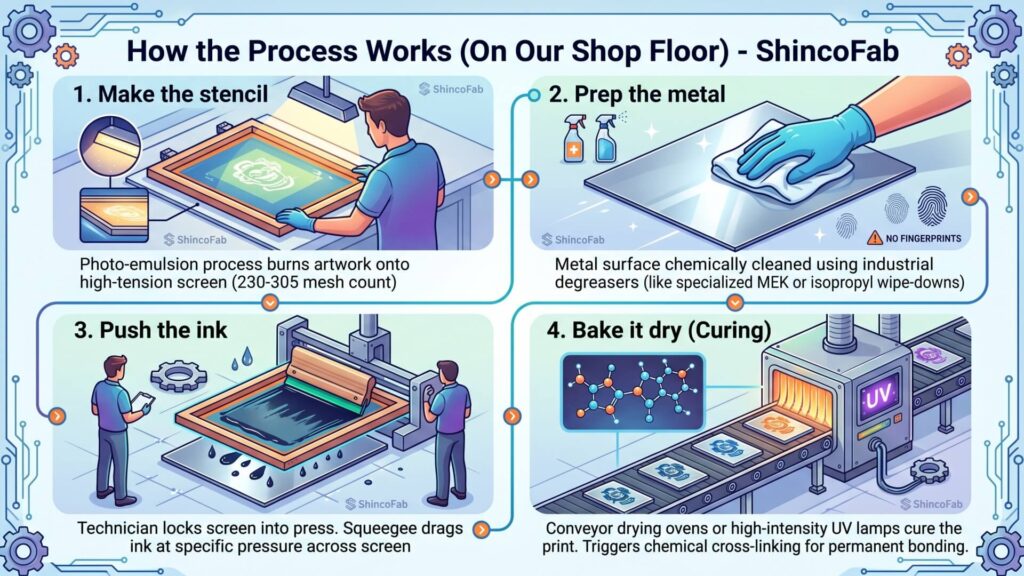
- Tee šabloon: Esmalt põletatakse teie kunstiteos fotoemulsiooniprotsessi abil võrgusilma. Peene metallteksti puhul kasutame tavaliselt kõrge pingega sõela (tavaliselt 230-305 võrgusilma), et tint ei ujutaks aluspinda üle.
- Valmistage metall ette: Me pühkime ja puhastame metallpinna keemiliselt, kasutades selleks tööstuslikke rasvaärastusvahendeid (näiteks spetsiaalset MEK- või isopropüülpuhastusvahendit). Kui metallile on jäänud sõrmejälg, koorub tint hiljem maha.
- Vajutage tinti: Tehnik lukustab ekraani meie trükipressi metallosa kohale. Lame kummist tera (pigistaja) tõmbab trükivärvi kindla surve all üle ekraani.
- Küpseta kuivalt (küpsetamine): Märg tint metallile on kasutu. Konveierkuivatusahjud või suure intensiivsusega UV-lambid kuivatavad värskelt trükitud metalldetailid. See käivitab keemilise ristsidumisprotsessi, mis seob tindi jäädavalt metalliga.
Miks peaksite valima siiditrüki? (Eelised)
Võib-olla mõtlete, miks te ei peaks kasutama lihtsalt tugevat vinüülkleebist. Vastus peitub vastupidavuses ja professionaalses esteetikas.
Sisseehitatud vastupidavus karmide keskkondade jaoks
Kui meie kliendid tellivad väljas asuvate telekommunikatsiooniseadmete jaoks kohandatud korpuseid, ei jää odavad sildid ellu.
Siiditrükk loob püsiva sideme. Kui meie ahjud kuivatavad tindi, saavutab see tööstusliku vastupidavuse.
- Ilmastikukindel: See kannatab päikese ja tugeva UV-kiirguse käes ilma koorumata.
- Keemiakindel: Mootoriõli, rasv ja tugevad tööstuslikud lahustid ei määrida teie teksti.
- Kriimustuskindel: Me teostame sageli ASTM D3359 ristsirutusega adhesiivsuskatse meie trükitud partiide kohta. Nõuetekohaselt kõvenenud siiditrükk ei purune isegi siis, kui võtate tera selle vastu.
Täiuslik värvide sobitamine teie brändi jaoks
Värvimata logo muudab kõrgelt konstrueeritud elektroonilise šassii odava välimusega. ShincoFabi kliendid on oma brändi värvide suhtes kinnisideeks.
Siiditrükiga saate täpse värvikombinatsiooni. Me sõnastame oma trükivärvid rangelt vastavalt standardiseeritud Pantone Matching System (PMS) tagamaks, et teie brändi värvid on täpselt reprodutseeritud.
- Värvilised tahked ained: Tint läheb paksult peale, jättes heleda, tuntava viimistluse, mida saab tegelikult tunda.
- Pikseldamist ei toimu: Erinevalt digitaalsetest UV-flaaplaadiprinteritest tekitavad ekraanid kindla värviploki ilma kummaliste mikroliistude või häguste punktideta.
Kui kaua kestab siiditint metallil?
Õigesti formuleeritud ja kõvenenud siiditrükimustrid metallile on erakordselt pikaealised. Tööstuslike siseruumides kasutatavate seadmete puhul kestab trükis tavaliselt kauem kui masin ise, jäädes elujõuliseks 10 kuni 15+ aastat. Otsese päikesevalguse, karmide ilmastikutingimuste ja UV-kiirguse käes olevate välitingimustes kasutatavate kapslite puhul kestavad katalüüsitud epoksüvärvid kergesti 5-7 aastat, enne kui pealmine kiht laguneb. Kaitsevärvi lisamine võib pikendada välitingimustes kasutusaega tunduvalt üle 10 aasta.
Kui palju see tegelikult maksab? (Tootja vaatenurk)

Läheme kohe hinnakujunduse juurde. Kui klient küsib minult hinnapakkumist, pean selgitama, et siiditrükkimise puhul maksate te ettevalmistuse, mitte trükkimise eest.
Hinnakujundus hulgi säästab raha
Kohandatud ekraani loomine võtab poodi aega. Tehnik valmistab vektorfaili ette, põletab šablooni ja kalibreerib trükipressi.See fikseeritud seadistamiskulu on tavaliselt vahemikus $50 kuni $150 värvi kohta.
Kui teil on vaja trükkida vaid 10 metallklambrit, on kulu ühe detaili kohta kõrge, sest $150 seadistustasu kulub 10 ühiku peale (sisuliselt lisades $15 igale üksikule detailile). Aga kui te tellidate 1000 ühikut? Matemaatika muutub. Kui meie press töötab, võtab iga lisatüki tembeldamine aega vaid sekundeid.
- Väikesed partiid (1-50 tükki): Kõrge kulu ühe osa kohta. (Nende puhul soovitan ma sageli meie klientidele üleminekut UV-digitrükile, kui neil ei ole rangeid kestvusnõudeid).
- Suured partiid (100+ tükki): Siiditrüki kulud langevad vaid $0,10 kuni $0,50-ni ühe detaili kohta ja on absoluutne võitja.
- Kordustellimused: Massiivne kokkuhoid. ShincoFab hoiab teie ekraanid meie raamatukogus. Kui te järgmisel kuul uuesti tellidate, jätame seadistamisprotsessi täielikult vahele.
Standardsed läbitöötamisajad: Kulud ei ole ainus tegur; aeg on raha. Professionaalsete B2B-tööstusettevõtete puhul on suuremahuliste siiditrükipartiide standardne valmimisaeg tavaliselt vahemikus 5 kuni 10 tööpäeva, sõltuvalt ettevalmistustööde keerukusest ja praegustest ahjuplaanidest.
Siiditrükk vs. lasergraveerimine ja tampoonitrükk
Enne märgistamismeetodi kasuks otsustamist on kasulik näha, kuidas siiditrükk võrreldes alternatiivsete meetoditega toime tuleb. Siin on kolme kõige levinuma tööstusliku märgistustehnika kiire võrdlus:
| Funktsioon | Siiditrükk | Lasergraveerimine | Tampoonitrükk |
|---|---|---|---|
| Parim rakendus | Lame lehtmetall, suured korpused, kaubamärgilogod | Seerianumbrid, vöötkoodid, paljad meditsiinilised vahendid | Kõverad osad, ebaühtlane kuju, pisikesed sisemised numbrimärgid |
| Värvivalikud | Pantone'i (PMS) täpne sobitamine, mitu värvi | Ainult üks värv (toores, põletatud metallist toon) | Piiratud täppisvärvid läbimise kohta |
| Vastupidavus | Kõrge (keemiline ja UV-kindel) | Ekstreemne (füüsiliselt aluspinnale söövitatud) | Mõõdukas (kalduvus füüsilisele kriimustusele) |
| Maht Kulud | Väga madalad kulud ühe osa kohta skaalal | Keskmine kuni kõrge kulu ühe osa kohta (aeglane protsess) | Madalad kulud ühe osa kohta |
Kas seda saab teha kodus? (DIY vs. professionaali palkamine)
Ma näen sageli foorumites harrastajatelt, kes küsivad, kas nad saavad oma garaažis metalli sõelaprintida. Jah, saab, kuid see on palju raskem kui puuvillase t-särgi trükkimine.
Kui te müüte neid komponente B2B-klientidele, siis soovitan ma kindlasti palgata professionaalse tootmisettevõtte. Miks? Lahustipõhised metallivärvid tekitavad mürgiseid aurusid, mis nõuavad tõsist ventilatsioon ja hingamisteede kaitse vastavalt OSHA standardile 1910.134. Veelgi tähtsam on see, et omatehtud soojuspüstolid ei suuda säilitada täpset 300 °F keskkonnatemperatuuri 20 minutit pidevalt. Mul on olnud paanikas kliente, kes on toonud meile DIY-töid, mille logo on transportimise ajal maha hõõrutud, ja palunud meid neid meie tööstuslike ahjude abil eemaldada ja uuesti trükkida.
Materjali valik metallist siiditrüki jaoks
Trükise edukuse määrab substraadi ja tindi kombinatsioon. Järgnevalt kirjeldame, kuidas me need töökojas kokku sobitame.
Millised metallid on parimad siiditrükkimiseks?
Pind, millele te trükite, muudab täielikult seda, kuidas tint käitub. Parimad metallid siiditrükkimiseks on alumiinium, roostevaba teras, pulbervärvitud metallid ja anodeeritud alumiinium.
- Alumiinium: Kerge ja lihtne töötada. Tint haarab keemiliselt puhastatud tooralumiiniumi kindlalt.
- Roostevaba teras: Raskepaak. See näeb välja esmaklassiline, kuid see võib olla libe. Peame sageli tagama enne harjatud roostevabast terasest trükkimist veatu rasvaärastuse faasi.
- Pulbriga katmine (meie lemmik): See on unistuste pind siiditrüki jaoks. Tint moodustab püsiva sideme mati või satiinse pulbervärviga. Kuna pulbervärvitud detailid on juba oma katmisprotsessi käigus 400°F juures kõvenenud, taluvad nad ohutult 300°F / 20-minutilisi ahjutsükleid, mis on vajalikud kahekomponentsete epoksüvärvide täielikuks ristseotuseks. Kuid olge ettevaatlik: tugevasti tekstureeritud pulbervärvid (“liivane” või “kortsuline” viimistlus) moonutavad peent teksti.
- Anodeeritud alumiinium: See annab kõrgtehnoloogilise meeleolu, kuid anoodilise kile mikroskoopiline poorne struktuur tähendab, et tavalised tindid ei hakka korralikult kinni. Te peate kasutama õigeid katalüüsitud tinte või lahustivärve, mis suudavad tungida nendesse nanometri suurustesse pooridesse, vastasel juhul pühkib trükis lõpuks kohe ära.
Millised tindid töötavad kõige paremini metallile?
Tint metallil peab võitlema ellujäämise eest. ShincoFabis hoiustame erinevaid valemeid erinevate lõppkasutuskeskkondade jaoks.
- Lahustipõhised / epoksüvärvid (kahekomponentsed): Need on meie raskekahurväelased. Enne trükkimist segame baasmustrisse kõvendi (katalüsaator) ranges vahekorras (tavaliselt 10:1 või 4:1 sõltuvalt tootemärgist). Pärast segamist on tindil piiratud aeg (tavaliselt 4-8 tundi), enne kui see kõveneb ämbris ja muutub kasutuskõlbmatuks. Need hammustavad keemiliselt metalli ja on väga vastupidavad karmidele kemikaalidele. Kui neid on küpsetatud meie ahjudes temperatuuril 300°F 20 minutit, peavad nad vastu äärmuslikule tööstuslikule kulumisele.
- UV-kuivatud tindid: UV-kuivatud tindid on fotopolümeeri valemid, mis kõvenevad koheselt, kui need puutuvad kokku kontsentreeritud ultraviolettvalgusega. Värv on loodud puhtalt kiiruse jaoks, me paiskame värskelt trükitud metalli intensiivsete UV-lampidega, et tint sekundite jooksul tahkeks külmuks. Need sobivad suurepäraselt suure mahuga siseelektroonika jaoks.
Kuidas vormindada kunstiteoseid metallist siiditrüki jaoks ?
Kui mul oleks dollar iga kord, kui me saime madala resolutsiooniga JPEG-faili trükkimiseks...
Et vältida viivitusi meie projekteerimisosakonnas, seadistage oma failid õigesti:
- Ainult vektorfailid: Vajame .AI, .EPS või .PDF vektoreid. Ei mingeid JPEG-e.
- Jälgige oma vahekaugusi: Ärge pange teksti lähemale kui 3 millimeetrit teravale plekikõverale või süvistatud augule. Ekraan ei saa seal lamedalt vajutada.
- Joonte kaal ja kirjatüübid: Tint levib kergelt metallile. Hoidke joonte paksus vähemalt 0,010 tolli ja kirjatüüp üle 6-punkti.
Miks on pinna ettevalmistamine mittekohustuslik?
Kui teie digitaalne vektorkujundus on heaks kiidetud ja võrgusilma šabloon põletatud, algab füüsiline tootmisetapp. Kuid maailma parim tint ei jää määrdunud plaadile kinni. Meie CNC-pinkidest väljuvad toorplekid, mis on kaetud lõikevedelike ja peene metallitolmuga.
Kui me jätame keemilise pesurivi vahele, näeb tint visuaalselt hea välja. Sellest tulenevalt, kui nähtamatu õlijääk nädal hiljem aurustub, langeb logo lihtsalt maha. Seetõttu ei tohi kunagi kiirustada ettevalmistustöödega. See on kogu meie tehases toimuva protsessi kõige tähtsam samm.
3 tavalist töökojaviga (ja kuidas meie kvaliteedikontroll neid parandab)

Isegi professionaalid puutuvad kokku probleemidega. Kui partii jõuab meie kvaliteedikontrolli laua peale ja näeb halvasti välja, on tavaliselt üks neist kolmest põhjusest:
1. Tint on verejooks (Fuzzy Edges)
Teravad jooned, mis muutuvad räpaseks lombiks, näitavad, et sõela silmade arv on liiga väike. Augud on liiga suured, mis lasevad tindivoolul metallile valguda.
- Meie lahendus: Me peseme metalli puhtaks, rebime sõela maha ja põletame mustri tihedamale suure võrgusilmaga sõelale (nt 305 võrgusilma), et piirata tindivoolu.
2. Kleepumine ebaõnnestub (The Flake Test)
Me teeme oma partiide puhul kleepuvuse testi. Tindi tõmbumine teibiga paljastab põhilise ettevalmistusvea. Tint kleepus nähtamatute pinnaõlidega, mitte metalliga.
- Meie lahendus: Me peatame ajakirjanduse. Metall läheb otse tagasi keemilise pesujaama, kus seda puhastatakse põhjalikumalt lahustiga, enne kui me uuesti proovime.
JUHTUMIUURING: Telekommunikatsiooni korpuse kleepumisrikke kõrvaldamine
Probleem: Üks klient tõi meile partii 500 välitelefoni korpust, mis oli trükitud odavama tarnija poolt. Logo koorus maha lihtsalt saatekarbi hõõrdumisest.
Diagnoos: Me viisime läbi ASTM D3359 lindikontrolli. Tint koorus koheselt. Meie insenerid leidsid mikroskoopilisi jälgi CNC-lõikevedelikust, mida eelmine tarnija ei suutnud enne trükkimist maha pesta.
Meie lahendus: Me eemaldasime korpused keemiliselt paljaks, ajasime need läbi meie kaheastmelise MEK-pesuliini ja trükkimasime need uuesti, kasutades katalüüsitud epoksüvärvi. Pärast küpsetamist 300°F juures pidas uus trükis üleval ekstreemse ristlõikekatse ilma ühegi laastuta.
3. Ebakindel tekst karedal pinnal
6-punktilise kirjatüübi trükkimine karedale, tekstuuriga pulbervärvitud plaadile põhjustab märja tindi sattumist tekstuuri mikroskoopilistesse orgudesse.
- Meie lahendus: Füüsikat ei saa üle trükkida. Me kas soovitame kliendil minna üle siledale satiinsele pulbervärvile või paksendame julgelt kirjatüüpi nende kunstifailis, et see säiliks konarlikul pinnal.
Kuidas eemaldada siiditindi metallist?
Kui trükis ebaõnnestub kvaliteedikontrollis või kui teil on vaja osa ümber kasutada, sõltub tindi eemaldamine täielikult sellest, kas see on kõvenenud. Väljakuivamata või värskelt trükitud tindi puhul saab selle kergesti puhtaks pühkida tööstusliku lahustiga (näiteks puhta MEKi või atsetooniga).
Kui aga kahekomponentne epoksüvärv on alumiiniumisse või roostevabast terasest täielikult sisse küpsetatud ja ristseotud, siis tavalised lahustid ei toimi, mis tõestab selle vastupidavust. Täielikult kõvenenud tindi eemaldamiseks peate kasutama tugevatoimelisi keemilisi värvieemaldusvahendeid või eemaldama metalli mehaaniliselt paljaks, kasutades meediumipritsimist (liivapritsimist) enne pinna uuesti ettevalmistamist.
Kokkuvõte
Siiditrükk metallile ei pea olema peavalu. Olgu see siis õige katalüüsitud tindi sobitamine anodeeritud viimistlusega või rangete keemiliste pesuvahendite määramine, edu peitub puhtalt detailides.
ShincoFabis teame omast käest, et veatu trükis algab juba ammu enne tindi avamist - see algab sellest, kuidas täpselt toorplekki lõigatakse, painutatakse ja valmistatakse ette. Kui seadistate failid õigesti ja järgite kõvenemisprotsessi, ei näe teie metallkomponendid mitte ainult professionaalsed välja, vaid nad jäävad ellu, mida iganes tegelik maailm neile ette heidab.

