
Deformace kovu je při svařování častým zdrojem frustrace. Při ShincoFab, každý měsíc zpracováváme a svařujeme tisíce plechových dílů. Při výrobě rámů na míru, přesných dveří a plechových krytů s úzkými tolerancemi pro průmyslové zákazníky se naši výrobci naučili, jak zabránit tepelné deformaci v sériové výrobě.
V tomto návodu vám ukážu, jak přesně zabránit deformaci kovu při svařování. Dozvíte se, jak postupovat krok za krokem, aby vaše projekty zůstaly rovné. Probereme, jak připravit kov, upnout ho svorkami, nastavit svařovací stroj a využít chytré svařovací triky, abyste zabránili deformaci ještě předtím, než k ní dojde.
Pojďme tenhle problém vyřešit jednou provždy.
Proč se kov při svařování deformuje?

Abyste zabránili deformaci kovu, musíte nejprve pochopit, proč k ní dochází.
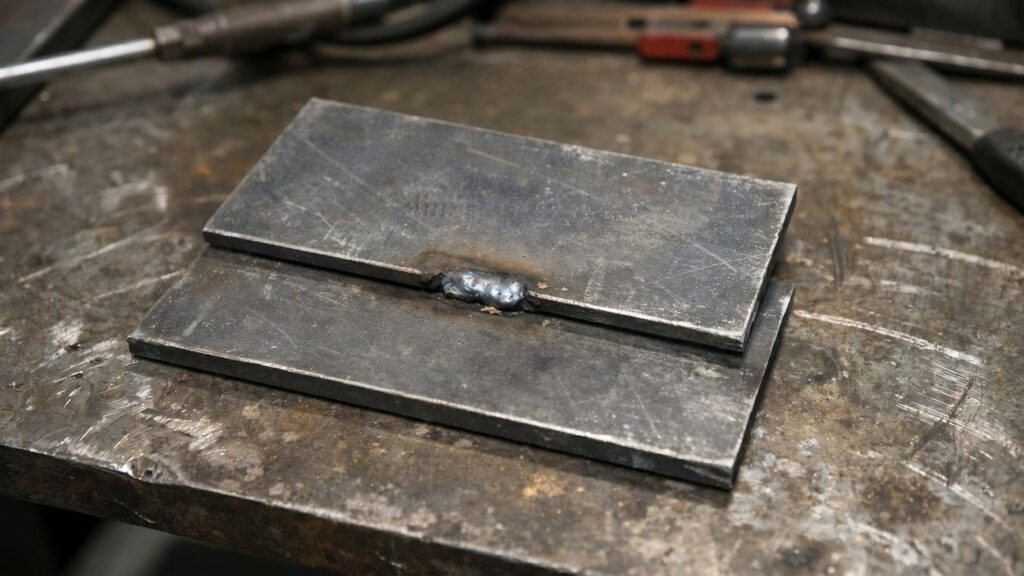
Deformace kovu při svařování vzniká v důsledku tepelné roztažnosti a smršťování. Zatímco teplo svařovacího oblouku způsobuje roztažení kovu, následné rychlé ochlazení vede ke smrštění nově spojeného spoje, čímž vzniká značné vnitřní pnutí, které materiál ohýbá a deformuje.
Cyklus zahřívání a ochlazování (tepelná roztažnost)
Když se kov zahřeje, roztahuje se. Když vychladne, smršťuje se.
Teplota svarové lázně během několika sekund dosáhne více než 2 500 °F. Kov v okolí svaru se rychle zahřívá a tlačí se směrem ven.
Poté svařování ukončíte. Kov vychladne a snaží se smrštit zpět do své původní velikosti.
Teď je to však spojeno dohromady. Kov se chce smrštit, ale nový svar ho drží na místě. Tím vzniká silné vnitřní napětí. Právě toto napětí je silou, která váš výtvor táhne, ohýbá a kroutí, čímž ho deformuje.
Proč je tenký kov vaší největší výzvou
Silné ocelové desky jsou odolné. Tenký plech nikoli.
Silný kus kovu funguje jako houba – pohlcuje teplo a bezpečně ho odvádí pryč z oblasti svaru. Tenký kov tuto dodatečnou hmotu postrádá, takže teplo nemá kam uniknout.
Při svařování tenkého kovu dochází k těmto třem jevům:
- Zahřívá se příliš rychle: Teplo se šíří do širokého okolí, což způsobuje roztažení celého panelu.
- Chybí mu síla: Tenký plech nedokáže odolat tahové síle vznikající při ochlazování svaru.
- Snadno se prohýbá: Protichůdné působení tepla a chladu rychle způsobí, že se povrch zvlní.
Triky specifické pro hru Metal, které musíte znát
To, co dobře funguje na měkké oceli, může jiné materiály zničit. Než začnete svařovat, musíte přesně vědět, jak váš kov reaguje na teplo.
Hliník: Rychlý ohřev a jemné hrany
Na rozdíl od oceli se hliník před roztavením nerozžhaví do červena. V jednu chvíli může vypadat v pořádku a v tu další už propadne stolem.
To si uvědomujeme při výrobě hliník 6061 podvozek. Vzhledem k tomu, že hliník dobře vede teplo, teplo se rychle šíří po celém dílu. Pokud operátoři vnesou do hliníkového rámu nadměrné množství tepla, dojde ke zkřivení konstrukce, což ji znemožní použít pro montáž s úzkými tolerancemi.
Nerezová ocel: vysoká roztažnost a akumulace tepla
Nerezová ocel má nízkou tepelnou vodivost.
V loňském roce jsme vyrobili velkou sérii krytů z nerezové oceli 304 o tloušťce 18 gauge, určených pro styk s potravinami. Zjistili jsme, že teplo se hromadí právě v oblasti svarového spoje. Podle metalurgických údajů má austenitická nerezová ocel 304 koeficient tepelné roztažnosti 50% vyšší než měkká ocel, zatímco teplo vede pouze třetinovou rychlostí. Vysoké množství tepla zadržované na jednom místě způsobuje lokální roztažnost. Tato kombinace činí tenký nerezový plech obtížně udržitelný v rovném stavu bez dodržování přísných výrobních protokolů.
Krok 1: Příprava kovu a stroje

K deformacím při svařování dochází většinou kvůli nesprávnému nastavení. Správná příprava zabrání pozdějšímu zdeformování kovu.
Čistší kovové svary, nižší teplota
Začněte s bruskou. Čistý kov je spokojený kov. V dílně ShincoFab platí jednoduché pravidlo: pokud je na kovu okují, olej nebo rez, hořák zůstane vypnutý.
Pokud při svařování tenkého plechu použijete silný přídavný drát, riskujete neúspěch. Musíte totiž zvýšit výkon svařovacího přístroje, abyste ten silný drát vůbec roztavili. Řešení je jednoduché. Použijte drát o jeden rozměr menší. Například pokud naši pracovníci svařují tenký plech metodou MIG drátem o průměru 0,035, nařizujeme jim, aby ho vyměnili za drát o průměru 0,023, v souladu s průmyslovými standardy. osvědčené postupy pro minimalizaci tepelného příkonu u tenkých plechů. Tenčí drát se taví při mnohem nižší teplotě, což znamená, že výsledný výrobek je rovnější a bez deformací.
Vezměte si drátěný kartáč nebo lamelový kotouč. Vyčistěte hrany tak, aby se leskl holý kov. Čím čistější je spoj, tím rychleji můžete pohybovat hořákem. Rychlý pohyb znamená chladnější a rovnější díl.
Zajistěte si dokonalou montáž (žádné mezery!)
Velké mezery nelze překlenout bez dodání nadměrného tepla.
K vyplnění otevřené mezery je třeba vytvořit most z roztaveného kovu, což zvyšuje přísun tepla.
Postupujte podle těchto tří kroků, abyste zajistili pevné spojení kovových dílů bez mezer:
- Dvakrát změř, abys se vyhnul zkratkám.
- Brouste hrany rovně.
- Než díly upnete, zatlačte je tak, aby lícovaly.
Čím těsnější je spoj, tím méně tepla je zapotřebí k vytvoření pevného svaru.
Záleží na velikosti přídavného drátu? (Ano, a tady je důvod)
Mnoho svářečů se soustředí na tloušťku základního kovu a velikost přídavného drátu opomíjí.
Pokud při svařování tenkého plechu používáte silný přídavný drát, musíte zvýšit výkon svařovacího přístroje, aby se drát roztavil. Řešením je použít drát menšího průměru. Například pokud naši operátoři svařují tenký plech metodou MIG s drátem o průměru 0,035, nařizujeme jim, aby přešli na drát o průměru 0,023. Tenčí drát se taví při nižší teplotě, což vede k rovnějšímu konečnému výrobku.
Krok 2: Zkušební provoz s kovovým šrotem
Nesnažte se odhadovat nastavení svářečky. Úprava nastavení přímo při práci na konkrétním projektu je riskantní. Pokud se stroj příliš zahřeje, dojde ke zdeformování nebo propálení kvalitního kovu.
Proč byste nikdy neměli nastavení odhadovat
Nastavení nejprve vyzkoušejte na kusu šrotu. Nesprávně odhadnuté napětí a posuv drátu mohou plochý panel během několika vteřin zdeformovat.
Naše pravidlo v dílně ShincoFab zní: Žádný zkušební svar, žádný oblouk na finálním výrobku. Pět minut strávených provedením zkušebního svaru toto riziko zcela eliminuje a zachrání laserem vyřezané díly před skončením v koši na odpad.
Nastavení napětí a rychlosti pohybu na Trash Metal
Zkušební vzorky musí pocházet ze stejné šarže jako váš projekt a musí mít přesně stejnou tloušťku a být vyrobeny ze stejného materiálu.
Postupujte podle těchto čtyř kroků, abyste správně nastavili parametry svařovacího stroje při svařování kovového šrotu:
- Vytvořte zkušební spoj: Spojte dva kousky odpadu dohromady tak, jako u vašeho projektu.
- Udělejte si rychlou řadu korálků: Sleduj louži a poslouchej oblouk.
- Zkontrolujte si topení: Je svar příliš hluboký? Snižte napětí.
- Upravte rychlost: Pohybujte rukama dostatečně rychle, aby se teplota udržela na nízké úrovni, ale zároveň dostatečně pomalu, aby se kov roztavil.
Experimentujte s ovladači, dokud svar nebude vypadat správně. Jakmile nastavení zafixujete, už se ho nedotýkejte.
Krok 3: Odvod tepla pomocí chladičů
Tenký kov se rychle zahřívá. Je třeba najít způsob, jak z panelu odvádět teplo, než dojde k poškození. K tomu slouží právě chladič.
Jak měděné podkladové lišty chrání tenký plech
Měděné podkladové lišty slouží jako chladiče pro tenké plechy. Ve společnosti ShincoFab obrábíme na zakázku měděné podkladové bloky o tloušťce 1/2 palce a šířce 2 palce – obvykle v délkách 12 a 24 palců – pro sériovou výrobu ve velkých objemech.
Měď má výjimečnou tepelnou vodivost, přenáší teplo výrazně rychleji než uhlíková nebo nerezová ocel. Pokud za svar umístíte silnou měděnou tyč, funguje jako obrovská tepelná houba, která odvádí intenzivní teplo přímo ze svarové zóny, než stačí zdeformovat okolní kov.
Umístění chladičů pro dosažení maximálního účinku
Chladič vyžaduje těsný a rovný kontakt, aby vznikla tepelná cesta.
Pro nastavení chladičů tak, aby zajistily maximální přenos tepla, postupujte podle těchto tří kroků:
- Zadní šev: Umístěte měděnou tyč přímo za spoj.
- Pevně to upněte: Pomocí svorek přitlačte měď těsně k oceli. Pokud tam zůstane vzduchová mezera, nedojde k přenosu tepla.
- Dávejte pozor na volný prostor: Upínací svorky umístěte blízko spoje tak, aby nebránily v práci svařovacímu hořáku.
Pokud nemáte měděnou tyč, dobře poslouží i silný hliníkový blok.
Krok 4: Vše zajistěte (fyzická omezení)
Při ochlazování kovu vznikají silné tahové síly. Musíte díly fyzicky zajistit, aby se nemohly pohybovat.
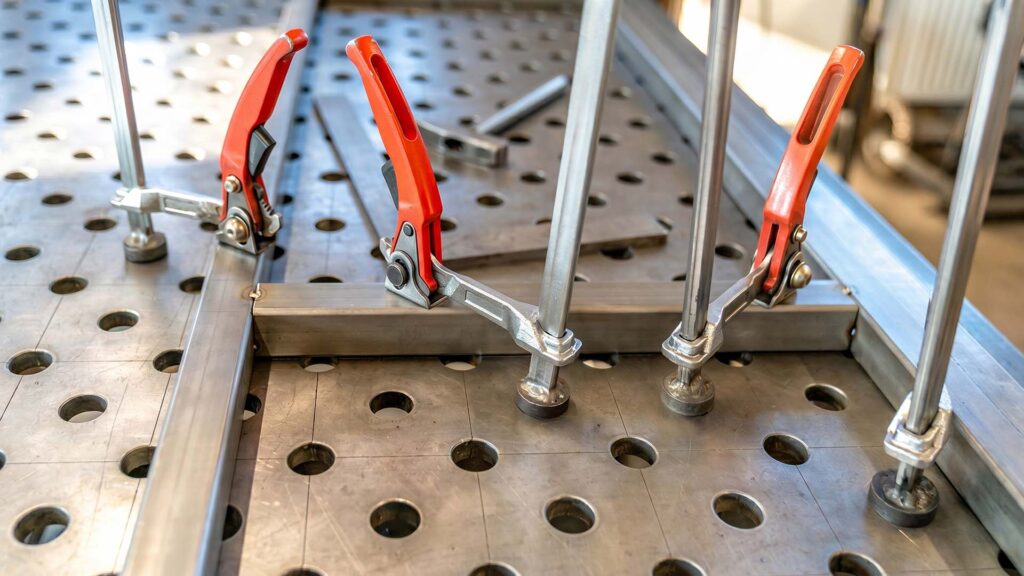
Používejte vysoce odolné svorky a upínací přípravky
Jak svar chladne, bude působit silným tahem.
K upevnění materiálu potřebujete vysoce odolné svorky. Pro opakované průmyslové práce navrhuje náš tým inženýrů svařovací přípravky na míru. Tyto přípravky zajišťují, že jsou díly pokaždé správně vyrovnány. Pokud by kov sklouzl, došlo by k jeho zdeformování.
Svařování dočasných výztuh a výztužných prvků
U dílů, které jsou příliš velké na upínací svorku, použijte dočasné vzpěry.
Při výrobě rámu s úhlem 90 stupňů se roh bude při ochlazování snažit uzavřít. Připevněte kus kovového odpadu diagonálně přes vnitřní roh, abyste vytvořili pevnou výztuhu.
Pomocí těchto dvou metod můžete přidat dočasná výztužná žebra a zabránit tak prohnutí kovu:
- Velké panely uchovávejte v rovné poloze: Připevněte kus silného úhelníku přímo vedle svarového švu.
- Zabraňte pohybu ze strany na stranu: Svařujte zbytky materiálu kolmo ke spojům.
Jakmile projekt vychladne, odřízněte výztuhy a místa obrouste dohladka.
Připevněte svůj díl přímo ke stolu pomocí bodového svařování
Někdy nestačí kov pouze upnout k pracovnímu stolu. Jakmile se kov zahřeje, bude se snažit se zvednout.
Svůj projekt přivaďte bodově přímo k kovovému pracovnímu stolu. Stačí pouze tři nebo čtyři malé bodové svary po vnějších okrajích. Až finální svary vychladnou, odřízněte je řezacím kotoučem.
Krok 5: Zvládněte svary na upevnění
Zkušební svary tvoří základ vašeho projektu.
Proč jsou připínáčky vaší první obrannou linií
Kolíčky udržují vše ve správné poloze. Dodávají kovu pevnost, díky níž odolá tahovým silám při finálním svařování.
Hřebíky by měly být dlouhé asi 1/4 palce. Musí být dostatečně pevné, aby držely jednotlivé části pohromadě. Příliš velké hřebíky by způsobovaly nadměrné zahřívání.
Po provedení předběžného připevnění zkontrolujte mezery. Pokud se vám v některých místech mezera zdá širší, přidejte další předběžné připevnění, abyste ji zafixovali.
Sekvence „Center-Out Tack“
Pokud začnete připevňovat hřebíky u okraje, druhý konec se vlivem tepla roztáhne. Místo toho použijte metodu „od středu směrem ven“.
Provedení sekvence stehů „od středu směrem ven“ proveďte podle těchto tří kroků:
- Začněte přesně uprostřed: První sponku umístěte doprostřed spoje.
- Posunout směrem ven: Postupně přidávejte další kolíky směrem ke každému okraji.
- Rozložte je rovnoměrně: U plechu udržujte mezi cvočky vzdálenost přibližně 2 až 4 palce.
Postup „od středu směrem ven“ přesouvá napětí k volným koncům kovu. Síly způsobené smršťováním se tak přirozeně rozloží, místo aby se soustředily na jednom místě.
Krok 6: Řízení tepla (chytré svařovací techniky)
Záleží na tom, jak nanášíte sklo. Abyste zabránili deformaci, zvažte, jakým způsobem pohybujete hořákem.
Přestaňte svařovat v kuse (používejte krátké stehy)
Místo toho, abyste svařovali 24 palců v kuse, rozdělte to na jednotlivé úseky.
Svařte úsek o délce dvou palců a pak přestaňte. Nechte mezeru, přeskočte kousek dál a svařte další úsek o délce dvou palců. Tím dáte okolnímu kovu čas na vychladnutí.
Můžete také střídat strany, abyste vyrovnali napětí. Svařte tři palce na levé straně, poté přejděte na pravou stranu a tam svařte další tři palce. Tím, že budete přecházet sem a tam, se smršťovací síly navzájem vyruší.
Vysvětlení metody „Back-Step“
Místo toho, abyste svařovali vpřed podél svaru, svařujte zpět.
Začněte několik palců od okraje. Svařujte zpět směrem k výchozímu bodu. Poté se posuňte o několik palců dále po nesvařeném spoji. Znovu svařujte zpět, dokud se nepřipojíte k předchozí tavenině.
Tím se zabrání tomu, aby se teplo šířilo vpřed jedním směrem, a tepelné napětí se rozdělí na zvládnutelné části.
Jednejte rychleji, abyste udrželi nízkou teplotu
Pokud se budete pohybovat příliš pomalu, teplo pronikne hluboko do okolního panelu. Udržujte dostatečně vysokou rychlost pohybu, aby zóna tepelného ovlivnění zůstala úzká.
Vyhněte se širokým kmitavým pohybům, které rozptylují vysoké teploty po velké ploše. Místo toho použijte úzkou, rovnou stringerovou stopu.
Odolejte pokušení svárat příliš. Spoj o šířce 3/16 palce nevyžaduje velký svarový šev o šířce 1/4 palce. Nadbytečný přídavný kov přináší zbytečné teplo a způsobuje větší tah na kov.
Krok 7: Nechte svar vychladnout (lze svar ochladit vodou nebo stlačeným vzduchem?)
Nechte hotový svar přirozeně vychladnout. Proces ochlazování neurychlujte.
Proč byste nikdy neměli ochlazovat rozžhavený kov
Čerstvý svar nikdy neochlazujte ve vodě.
Když ponoříte svar o teplotě 1 000 stupňů do studené vody, dojde k prudkému teplotnímu šoku. Jak je podrobně popsáno v hutnické pokyny pro tepelné zpracování a kalení, toto rychlé a nekontrolované ochlazení má za následek dvě strašné věci:
- Ničí to svar: Náhlý náraz způsobuje, že se kov stává křehkým, což často vede k prasknutí nového svaru uprostřed.
- To kazí tvar: Tahové síly díl tak silně zkroutí, že se již nedá opravit.
Jedinou bezpečnou možností je nechat kov přirozeně vychladnout na vzduchu.
Skryté škody způsobené stlačeným vzduchem a vlhkými hadry
K ochlazování svarů nepoužívejte mokré hadry, stlačený vzduch ani ventilátory.
Nucené chlazení způsobuje nerovnoměrné rozložení teplot v panelu.
Zde je vysvětleno, jak metody nuceného chlazení poškozují váš horký plech:
- Mokré hadry: Pokud horní vrstvu ochladíte příliš rychle, vzniknou na povrchu praskliny.
- Stlačený vzduch: Jedna strana zamrzne, zatímco druhá zůstává horká, což způsobí prohnutí kovu.
- Fanoušci: Vytvářejte nerovnoměrné průvany, které způsobují deformaci tenkých plechů.
Nechte kov pomalu a rovnoměrně vychladnout při pokojové teplotě.
Co dělat, když se kov i tak zdeformuje?

Pokud se kov i po správném upnutí, sešití a ochlazení stále prohýbá, máte dvě možnosti, jak to napravit.
Jak se opravuje zdeformovaný kov po svařování?
Při tepelném narovnávání se k odstranění zvlnění využívá teplo.
Když se panel zdeformuje, jedna strana se natáhne (tzv. “dlouhá” strana). Tuto dlouhou stranu je třeba zkrátit.
Zahřejte malé místo na delší straně, až začne matně červeně žhnout. Odneste hořák a nechte ho přirozeně vychladnout na vzduchu. Jak se rozžhavené místo ochlazuje, smršťuje se. Toto smrštění vrátí okolní kov do správného vyrovnání.
Mechanické lisování a ohýbání
Pokud teplo samo o sobě nestačí, použijte hydraulické lisy v kombinaci s vysoce odolnými svorkami, abyste ohnutou sestavu přinutili do správného tvaru.
Při rovnání vlasů postupujte podle těchto tří kroků, abyste bezpečně kombinovali teplo s mechanickým působením:
- Ohněte místo mírně zahřejte hořákem na teplotu přibližně 400 až 600°F.
- Tlak vyvíjejte pomocí lisu velmi pomalu.
- Trochu zatlačte, zastavte se a zkontrolujte, zda je vše správně vyrovnané.
Závěr
Je snazší zabránit deformaci ještě předtím, než k ní dojde, než pak narovnávat zničený rám. Věnujte čas očištění hran, vyzkoušejte nastavení na zbytku materiálu a vše pevně upněte.
Ve společnosti ShincoFab zpracováváme a svařovat plechy každý den. Tyto standardní provozní postupy (SOP) zajišťují, že každý díl, který vyrobíme, je přesný a odpovídá specifikacím zákazníka. Ať už svařujete držák na míru nebo zadáváte sériovou výrobu externí firmě, prioritou je vždy kontrola tepla.
Tak se vydejte do dílny, zajistěte správné usazení a proveďte pár plochých svarů. Pokud potřebujete přesnou výrobu plechových dílů ve větším měřítku, víte, kde nás najdete.

