プレスブレーキや板金加工に何年も携わってきた。 このフロアで シンコーファブ. .私は、カスタム金型に予算をかけずに大きなカーブを形成することがいかに難しいかよく知っています。カスタム転造ダイスのためだけに$8,000の見積もりを出されたクライアントが、プロジェクトから逃げ出しそうになるのを見たことがあります。.
曲面部品の試作を効率的に行いたいとお考えなら、このガイドが最適です。このガイドでは、バンプ成形がどのように機能し、どのように数千ドルを節約できるかを具体的にご紹介します。.
あなたは、使用する最適な金属、このプロセスが意味を持つ正確な生産量、そして実際に機能する部品の設計方法を学ぶことができます。また、加工業者に質問すべき3つの重要な質問もお伝えします。.
ここでは、曲面板金部品を正しく製作するために必要な知識をすべてご紹介します、, CNCプレスブレーキで正確な曲げ加工を行うために費やした数千時間に基づくものです。.
バンプ・フォーミングとは?
標準的なプレスブレーキは、シャープなコーナーを作るのに適しています。しかし、幅の広い連続した円柱を設計する必要がある場合はどうでしょう?
そこで登場するのがバンプフォーミングだ。バンプ曲げやステップ曲げと呼ぶ人もいる。平らなシートメタルに大きなRをつけるには、非常に効果的な方法です。.
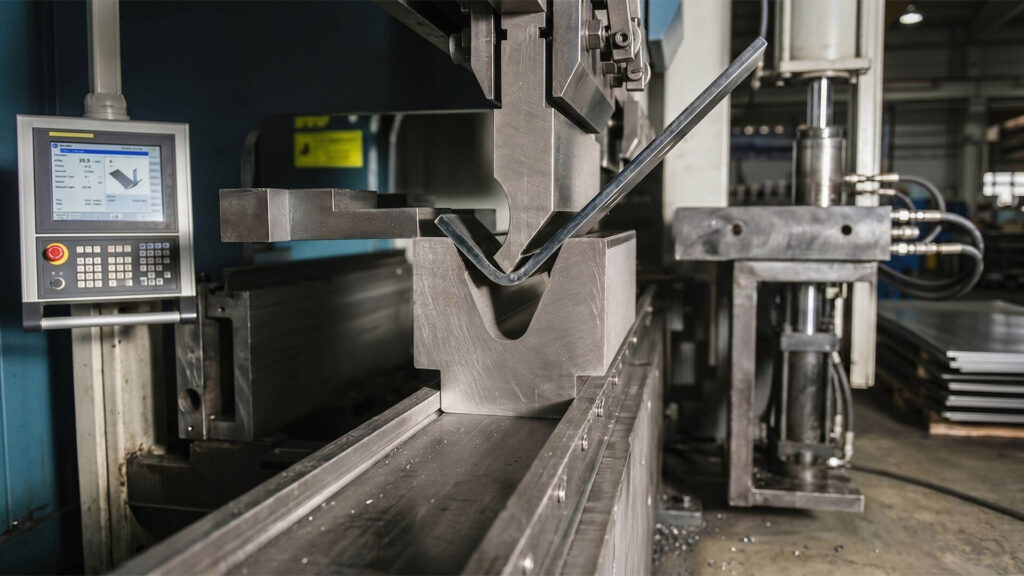
バンプフォーミングは、金属を一度に大量に曲げるのではなく、作業を細分化する。この機械は、小さな曲げを数十回、間隔をあけて行う。各ヒットで金属は通常 2~5度.
この小さなヒットを横に積み重ねると、滑らかで大きなカーブになる。.
バンプ成形は、小さな曲げを数十回、間隔を詰めて曲げることで、大きく広がるカーブを作る板金加工です。この方法では、標準的なCNCプレスブレーキを使って大きな円錐や円筒を作ることができ、特注の硬い金型を必要としないため、何千ドルも節約できます。.
- 大きなカーブを描く:平らな金属を円錐形、円筒形、掃き出し曲げに簡単に変えることができる。.
- 標準装備を使用:通常のCNCプレスブレーキに頼る (のような)。 アマダ そして トランプ 毎日稼働しているマシン) 巨大で特殊なプレートローラーの代わりに。.
- お金の節約:何千ドルものカスタム金型を購入することなく、カスタムカーブを手に入れることができます。.
しかし、そのカーブを完璧に滑らかに見せるには、正確な計算と高度な技術を要する。では、このプロセスが実際にどのように行われるのか、具体的にお見せしよう。 シンコーファブ ショップフロア。.
バンプ形成プロセスは実際にどのように機能するのか?
金属を曲げる場所を推測するだけではだめです。バンプ成形を成功させるには、マシンのスイッチを入れる前から入念な計画が必要です。. 新しい設計図が私のデスクに届くたびに、エンジニアリング・チームが取る3つのステップは次のとおりだ。 平らなシートを滑らかな曲線にする。.
ステップ1:計算する
プレスブレーキで何かを曲げる前に、エンジニアは内側曲線の全弧長を計算し、正確な半径ピッチを決定しなければなりません。半径ピッチは、各微小な曲げの間隔を決定し、最終的に曲げられた金属部品がどの程度滑らかに見えるか、あるいはどの程度ファセットになっているかを決定します。.
- アークの長さ メタル内側のカーブの全長。.
- 半径ピッチ:これは、それぞれの小さなカーブの間の正確な距離である。.
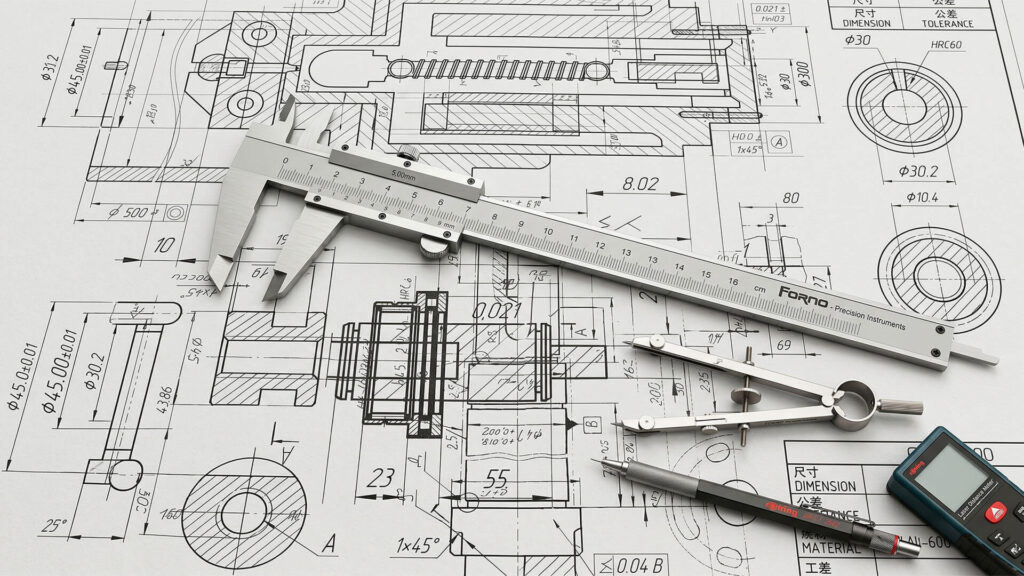
半径のピッチが良いパートの秘訣だ。ピッチが狭ければ、ヒット間の距離が小さくなる。これによって、美しく滑らかなカーブを描くことができる。しかし、ヒット数が多いと時間がかかる。. 我々は通常、次のような3Dモデリング・ソフトウェアを使用する。 ソリッドワークス‘シートメタルモジュールでまずベンドをシミュレートする。. これによって、お客様のお金を無駄にすることなく、最高の仕上がりになるように計算のバランスをとることができるのです。.
ステップ2:プレスブレーキの設定
数学的な計算が完了したら、プレスブレーキのオペレーターは、半径ピッチの2倍の下型幅を選択し、上型パンチの深さを非常に浅くダイヤル設定することによって、マシンを慎重にセットアップしなければならない。.
- ダイ幅:ボトムツールの開口部は正確にする必要があります。通常、半径のピッチの約2倍です。ダイの幅が広すぎると、金属が沈みすぎてカーブがぎこちなくなる。.
- パンチの深さ:機械は金属を曲げるだけ 2~5度 ヒットあたり。上部のパンチは金属をほとんど押さず、通常、下降するのはほんのわずかだ。 0.010~0.030インチ をダイの開口部に入れる。.
深さを正しくするためには、しばしば試行錯誤が必要です。当社のリード・オペレーターは、金属のスプリングバックを考慮するため、最初に必ずまったく同じ素材のスクラップをテストします。例えば、304ステンレスのシートは、軟鋼とは圧力下での挙動が全く異なります。.
ステップ3:金属を曲げる
いよいよ物理的な作業が始まる。オペレーターは平らなシートをバックゲージと呼ばれる背当てにスライドさせる。機械が押さえつけ、最初の小さな曲がりを作る。. バックゲージは、0.050~0.125インチという正確な単位で金属を押し進める。. マシンがまた打つ。.
これを何十回も繰り返す。ゆっくりと、一歩一歩、平らなシートは半径を描くようにカールしていく。.
オペレータは頻繁に立ち止まって、カスタムテンプレートと部品を照合する。 (当店では通常、木製またはアクリル製のプロファイルゲージをレーザーカットして使用します。). .ヒットナンバー2で小さなミスを一つでも犯せば、そのミスは倍増する。ヒットナンバー40では、パート全体が台無しになりかねない。.
忍耐と計算、そして本格的な身体技術が必要だが、正しく使えば大きな見返りがある。.

バンプ形成の最大の利点とは?
なぜ多くのエンジニアや設計者がバンプ成形に頼るのか?それは、時間とお金という2つの大きな問題を解決してくれるからだ。.
バンプ成形の最大の利点は、高価な初期金型費用が完全に不要になること、試作品の納期が大幅に短縮されること、そして設計の柔軟性が大幅に向上することです。標準的なプレスブレーキ装置を利用することで、製作者は新たな永久金型を必要とすることなく、カスタムカーブを作成し、設計を容易に変更することができます。.
- 先行金型費用ゼロ:特注の金型には何千ドルもかかります。バンプ成形では、加工業者がすでに所有している標準的な工具を使用します。あなたはそのお金をポケットに入れることができます。.
- ターンアラウンド・タイムの短縮:カスタム金型を待つと、プロジェクトが1ヶ月以上遅れることもあります。バンプ成形なら、工場はすぐに取り掛かることができます。数週間ではなく、数日でパーツを手に入れることができます。.
- 設計の自由度:特定の形状に縛られることはありません。円柱から円錐にデザインを変える必要がありますか?あるいは曲線の半径を微調整する必要がありますか?オペレーターは機械の中で計算を変えるだけです。新しい金型は必要ありません。.
バンプ形成のデメリットとは?
バンプ形成がすべてを解決する魔法のようなものだと考えている顧客が、私たちの工場に入ってきたことがある。. それは違う。いくつかの隠れた頭痛の種がある。.
バンプ成形の主な欠点には、熟練したオペレーターの技量が要求されること、時間のかかる数学的およびテンプレート設定、避けられない材料のスクラップなどがある。正確なポンチの深さを手動で試行錯誤するため、生産を最終決定する前に、必ず犠牲になったテストパーツを考慮しなければならない。.
- エリート・オペレーターのスキル:プレスブレーキで一番難しい仕事です。オペレーターが本当にマスターするには5年から10年かかる。若手のオペレーターがいる安物屋を使うと、停止標識のようなひどい切子曲線ができる。.
- 時間のかかるセットアップ:実際の曲げ加工は速い。でも、その前のエンジニアリングには時間がかかる。製作者は複雑な計算をしなければならないし、カーブをチェックするためだけにカスタムメイドのテンプレートを切らなければならない。.
- 素材スクラップ:パンチの深さを正確にするには、試行錯誤が必要です。. 私たちは常に、1つか2つの犠牲となるテストパーツを考慮するようクライアントに伝えている。 最終的な作品を作る前に、マシンにダイヤルを合わせる。.
このような欠点があるため、バンプ成形は必ずしもすべてのプロジェクトに最適な選択とは限らない。永久金型にお金をかける方が理にかなっている場合もあります。正しい選択ができるよう、バンプ成形をハード金型と直接比較してみましょう。.
バンプ成形とハードツーリング:どちらを選ぶべきか?
湾曲した金属部品を作るには、バンプ成形とハードツーリングの2つの方法があります。どのように選択しますか?それは生産量によります。.
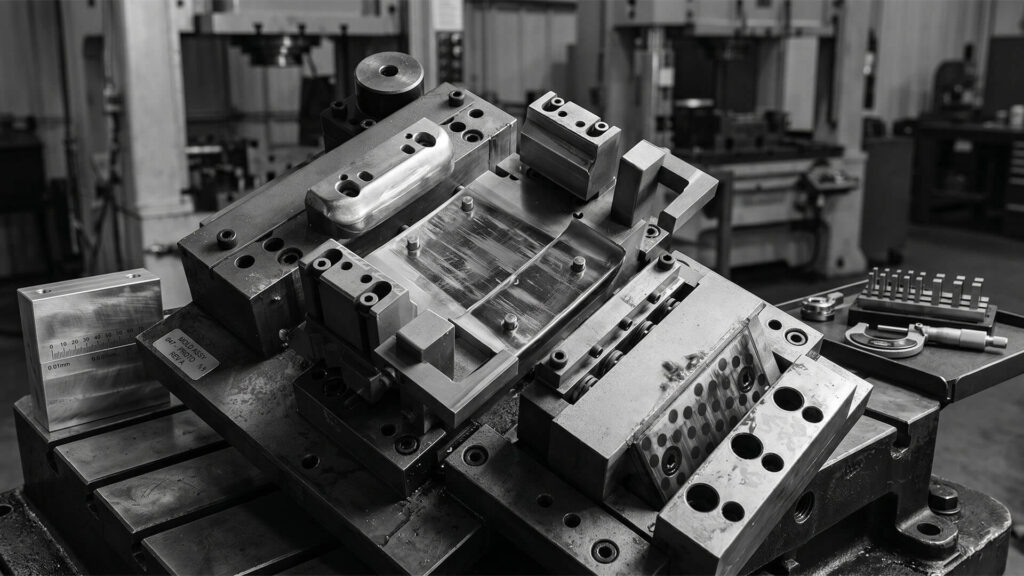
ハード・ツーリングは、特注の金型を使って、あなたのカーブを1回で強く打ち抜く。.
同じ部品を何千個も大量生産し、厳しい公差が必要な場合は、金型成形を選択します。逆に、試作品や小ロットの生産であれば、バンプ成形を選ぶと、莫大な金型費がかからず、数日で部品を納品できる。.
- 硬質工具:数千個の部品を大量生産する場合に選択します。精度が高く、公差の厳しい同じ部品を作ることができます。ただし、カスタム金型には数千ドルの費用がかかり、製作には4週間かかります。.
- バンプ形成:プロトタイプの製作や小ロット生産に適しています。莫大な先行金型費用を完全に回避できます。さらに、数ヶ月ではなく数日でパーツを手に入れることができます。.
要するに、ハードツーリングはスケールのため。バンプ成形はスピードと柔軟性のため。.
バンプ成形の損益分岐点とは?
バンプ形成の停止時期を知るには?それは基本的な計算に行き着く。.
バンプ成形は、金型コストはゼロだが、手作業にコストがかかる。熟練したオペレーターが、曲げのひとつひとつを注意深く監視しなければならない。.
バンプ成形の経済的な損益分岐点は、通常、100~200部品の間で発生する。生産数が100個未満の場合は、手作業の方が金型よりも安上がりである。しかし、生産数が200パーツを超えると、恒久的な硬質金型や特殊な板圧延に投資した方が費用対効果が高くなります。.
- 100部品以下:バンプ成形にこだわる。人件費が高くても、$5,000のカスタム金型を買うよりはずっと安い。.
- 200以上の部品:バンプ成形をやめる時だ。金型代を払うか、専用の板ロールで加工するか。この量では、手作業にかかる時間は金型代よりも高くつく。.
常に、工具の前払い価格と1時間当たりの総労働力を比較すること。.
バンプ成形に最適な金属とは?
すべての金属がこの工程に耐えられるわけではない。バンプ成形はシートに大きなストレスを与えます。長年にわたり、私たちは、どの金属がプレスブレーキ上で挙動し、どの金属が反撃するのかを身をもって学んできました。.
トップ・メタル・チョイス
バンプ成形に最適な金属は、延性が高く、破断することなくプレスブレーキの繰り返しの打撃に耐える材料です。耐性の高い軟鋼、耐久性の高い304ステンレス鋼、軽量成形性の高い5052のような標準的なアルミニウム合金などが最適です。.
- マイルド・スチール:これは絶対的なベストチョイスだ。寛容で、何度もスムーズに曲がることができる。.
- ステンレス・スチール:タフで耐久性がある。マシンの圧力は強いが、カーブを美しく保つ。. ただ、スプリングバックがアグレッシブであることは覚えておいてほしい。.
- 標準アルミニウム合金(5052など):ほとんどのグレードは軽量で成形性が高い。ただ、正確なグレードはお店で確認してください。.
避けるべき素材
バンプ成形に最も適していない素材は、繰り返し応力がかかると簡単に折れてしまう、もろい金属や構造的に危うい金属である。6061-T6アルミニウムのような、圧力でマイクロクラックが発生する焼き入れ金属や、構造上の弱点によって予測不可能に曲がるパンチングシートは、完全に避けるべきです。.
- 6061-T6アルミニウム:これは絶対に避けること。焼戻しされた脆い金属だ。. プレスブレーキで文字通り折れたり、マイクロクラックが入ったりするのを見たことがある。 繰り返される打撃のストレスの中で。.
- ミシン目シート:不規則な穴だらけの金属は予測不可能に曲がる。切り欠きによって弱点が生じ、不揃いで乱雑なカーブが残る。 いくらオペレーターが優秀でも、あれはひどい。.
より良いバンプ成形部品を設計するには?
悪い設計は悪い部品を保証する。オペレーターの仕事をできるだけ簡単にしたい。.
より良いバンプ成形部品を設計するには、エンジニアは幾何学的形状をシンプルに保ち、極端にきつい曲げ半径を避け、寸法公差を緩め、金属の幅を24インチ以下に抑える必要がある。このような製造上の制限を念頭に置いて設計することで、よりスムーズな工程が保証され、部品不良のリスクが軽減される。.
- シンプルな形:きれいで連続的な曲線を目指そう。複雑でギザギザの形状は、セットアップ時間を大幅に増やし、ミスのリスクを高めます。.
- 曲げ半径:極端にきついRをつけないでください。金属をきついカーブに押し込むと、きつい隆起ができ、部品が弱くなります。.
- 寸法公差:これは非常に手作業に近い。人間の技術と試行錯誤に頼っています。寸法に余裕を持たせる (例えば、±0.010インチではなく、±0.030インチから±0.060インチを許容する。), 特に長いカーブで。.
- 最大幅(24インチ):金属の幅が広くなるにつれて、曲げ角度を完全にまっすぐに保つことは非常に難しくなります。24インチ以上の長さが必要な場合は、早めに加工業者に相談し、その設備で対応できるかどうかを確認してください。.
たとえ完璧なデザインであっても、バンプ成形にははっきりとした足跡が残る。カーブは実際には何十もの小さな平らな曲げでできているため、金属上にかすかな線が見える。.
しかし、もしあなたが完璧に見える必要がある消費者向け製品を作っているとしたらどうだろう?マークを隠す方法を見てみよう。.
バンプ成形後のベンドラインを隠すには?
バンプ成形では、数学的に完璧なカーブは作れない。小さな平らな点がいくつもできるのだ。.
よく見ると、かすかな曲げ線がある。機械内部の隠れたブラケットであれば問題ありません。しかし、その部品が顧客の目の前にある場合は大きな問題です。.
バンプ成形によってできたかすかな曲げ線を隠すために、加工業者は金属がプレスブレーキから出た後、化粧仕上げ技術を使用します。最適な方法としては、手作業で稜線を研磨したりサンディングしたり、ボディフィラーをスキムコートしたり、厚く質感のあるパウダーコートを使用したりする方法があります。.

- 研磨と砂:熟練した作業者なら、デュアルアクションサンダーを使って手作業で稜線を削ることができる。時間は余計にかかるが、むき出しの金属部分には完璧に機能する。.
- ボディ・フィラー:メタルを塗装するつもりなら、ボディフィラーをさっと塗れば、小さな凹みは簡単に平らになる。.
- パウダーコーティング:重い、, 3~5ミルのテクスチャー・パウダーコート は、表面の小さな傷を隠すのに最適です。手作業でサンディングすることなく、曲げのラインを埋めることができる。.
バンプ成形は実際の現場で何に使われているのか?
バンプ・フォーミングは、基本的で低レベルのメタル・ブラケットにしか使えないと思うかもしれない。そうではありません。主要産業は毎日、この正確な工程に頼っているのです。.
バンプ成形は、高価な金型を使用せずに大型の曲面板金部品を製造するために、主要産業で広く使用されています。一般的な実際の用途としては、航空宇宙のノーズコーンや機体パネル、自動車の曲面フェンダーやカスタム燃料タンク、精密医療機器や補助器具などがあります。.

- 航空宇宙:エンジニアは、軽量なノーズコーンや掃引式の胴体パネルの製造に使用する。.
- 自動車:カーブしたフェンダー、オイルパン、カスタム燃料タンクなど、ショップはこれを頼りにしている。.
- メディカル:設計者は、精密な医療器具や補助器具のプロトタイプ作成に使用する。.
このプロセスは、大きなリスクを伴うプロジェクトには明らかに有効である。しかし、最終的なパーツの出来は、それを作っているショップ次第であることを忘れないでほしい。.
製作を開始する前に、製作者にどのような質問をすべきでしょうか?
バンプ形成は芸術だ。新人にプロジェクトを任せることはできません。クライアントがShincoFabの施設を監査するとき、私はいつも難しい質問をするエンジニアを尊敬します。.
バンプ成形プロジェクトを開始する前に、加工業者に3つの重要な質問をし、その専門知識を確認する必要があります。材料のスプリングバックの扱い方を知っているかどうか、カーブをチェックするために特注の物理的テンプレートを使用しているかどうか、プレスブレーキがクラウニング補正を利用しているかどうかを確認してください。.
- 素材スプリングバック:材料のスプリングバックをどのように処理するか尋ねてください。金属は曲げた後、自然に跳ね返ります。この跳ね返りを克服するために必要な正確な圧力を計算するために、賢明な工場では必ず最初にスクラップを加工します。.
- カスタムテンプレート:カスタムテンプレートを使用しているかどうか尋ねてください。バンピングは非常に手作業です。オペレーターはあなたの部品を物理的なテンプレートと照らし合わせる必要があります。 (私たちが使っているレーザーカットのような)。 カーブが完璧に軌道に乗るようにするため、数打打つごとに。.
- クラウニング補償:プレスブレーキがクラウニング補正を使用しているかどうかを尋ねてください。大型のプレスブレーキは、大きな圧力がかかると真ん中でたわんでしまいます。クラウニング補正は積極的に押し戻し、機械を完全に平らに保つので、部品が反ることはありません。. もし彼らがクラウニングを知らないなら、その場から立ち去りなさい。.
これらの質問に自信をもって答えてくれるなら、安心して任せられる。.
結論
バンプ成形は魔法ではありません。高価なカスタム金型を使わずに大きな曲面パーツを得るための、スマートで費用対効果の高い方法なのです。.
プロトタイプを作ったり、小ロットを生産するのであれば、簡単に最良の選択肢となる。確かな設計と適切な金属、そして経験豊富なオペレーターが必要なだけだ。.
私たちの板金加工工場であるShincoFabでは、この工程がいかにお客様の時間と経費を節約するかを日々目の当たりにしています。正確な計算と肉体的な技能は、現場で本当に実を結ぶのです。.
生産量を抑える。カーブを単純化する。始める前に、加工業者に難しい質問をすること。これらのステップに従えば、次のカーブド・メタル・プロジェクトは大成功するでしょう。.

