
Metal, der vrider sig, er et almindeligt irritationsmoment ved svejsning. Ved ShincoFab, bearbejder og svejser vi tusindvis af pladedele hver måned. Efter at have fremstillet specialrammer, præcisionsdøre og pladekabinetter med snævre tolerancer til industrielle kunder har vores medarbejdere lært, hvordan man forhindrer varmeforvridning i produktionsskala.
I denne vejledning vil jeg vise dig præcis, hvordan du undgår, at metallet vrider sig under svejsningen. Du får en trin-for-trin-vejledning til at sikre, at dine projekter forbliver flade. Vi vil gennemgå, hvordan du forbereder dit metal, fastspænder det med klemmer, indstiller din svejsemaskine og bruger smarte svejsetriks til at forhindre vridning, før den opstår.
Lad os løse dette problem en gang for alle.
Hvorfor vrider metal sig, når man svejser det?

For at forhindre, at metalet vrider sig, skal man først forstå, hvorfor det sker.
Metalets vridning under svejsning skyldes termisk udvidelse og sammentrækning. Når varmen fra svejsebuen får metallet til at udvide sig, medfører den efterfølgende hurtige afkøling, at den nyligt smeltede samling krymper, hvilket skaber en kraftig indre spænding, der bøjer og forvrider materialet.
Varme- og kuldecyklussen (termisk udvidelse)
Når metal bliver varmt, udvider det sig. Når det køler af, trækker det sig sammen.
Svejsesmelten når en temperatur på over 2.500 °F på få sekunder. Metallet omkring svejsningen opvarmes hurtigt og presses udad.
Derefter holder man op med at svejse. Metallet afkøles og forsøger at trække sig sammen til sin oprindelige størrelse.
Men nu er det smeltet sammen. Metallet vil gerne trække sig sammen, men den nye svejsning holder det på plads. Det skaber en kraftig indre spænding. Det er netop denne spænding, der trækker, bøjer og vrider dit projekt ud af form.
Hvorfor tyndt metal er din største udfordring
Tykke stålplader er fleksible. Tynde metalplader er det ikke.
Et tykt stykke metal fungerer som en svamp, der absorberer varmen og leder den sikkert væk fra svejseområdet. Tyndt metal mangler denne ekstra masse, så varmen har ingen steder at tage vej.
Når man svejser tyndt metal, sker der følgende tre ting:
- Den bliver for hurtigt varm: Varmen breder sig vidt omkring, hvilket får hele panelet til at udvide sig.
- Den mangler styrke: Tyndt metal kan ikke modstå trækkraften fra en svejsning, der køler af.
- Den bukker let: De modstridende varme- og kuldekræfter får hurtigt overfladen til at blive bølget.
Metalspecifikke tricks, du bør kende
Det, der fungerer godt på blødt stål, ødelægger andre materialer. Inden du begynder at svejse, skal du vide præcis, hvordan dit metal reagerer på varme.
Aluminium: Hurtig opvarmning og bløde kanter
I modsætning til stål bliver aluminium ikke rødglødende, før det smelter. Det kan se helt fint ud det ene øjeblik og falde igennem bordet det næste.
Det ser vi, når vi fremstiller 6061-aluminium chassis. Da det leder varme hurtigt, spredes varmen hurtigt gennem hele emnet. Hvis operatørerne tilfører for meget varme til en aluminiumsramme, vil konstruktionen blive skæv, hvilket gør den ubrugelig til samling med snævre tolerancer.
Rustfrit stål: Stor udvidelse og ophobet varme
Rustfrit stål har lav varmeledningsevne.
Sidste år producerede vi et stort parti kabinetter i rustfrit 304-stål af fødevarekvalitet med en tykkelse på 18 gauge. Vi fandt ud af, at varmen bliver fanget netop ved svejsesamlingen. Ifølge metallurgiske data har austenitisk rustfrit stål af typen 304 en termisk udvidelseskoefficient, der er 50% højere end blødt stål, mens det kun leder varme med en tredjedel af hastigheden. Høj varme, der ophobes på ét sted, forårsager lokal udvidelse. Denne kombination gør det vanskeligt at holde tynde plader af rustfrit stål flade uden strenge fabriksprotokoller.
Trin 1: Forbered dit metal og din maskine

Det meste af svejseforvridningen skyldes forkert opsætning. Korrekt forberedelse forhindrer, at metallet bliver skævt senere hen.
Rene metallsvejsninger køler bedre
Start med en vinkelsliber. Rent metal er godt metal. Hos ShincoFab har vi en enkel regel: Hvis der er valseskala, olie eller rust, bliver brænderen slukket.
Hvis du bruger en tyk tilsætningstråd på tyndt metalplade, er du dømt til at mislykkes. Du er nødt til at skrue op for varmen på svejsemaskinen bare for at smelte den tykke tråd. Løsningen er enkel. Gå en trådstørrelse ned. Hvis vores medarbejdere for eksempel udfører MIG-svejsning på tyndt metalplade med en 0,035-tråd, kræver vi, at de skifter den ud med en 0,023-tråd i overensstemmelse med branchens standarder. bedste fremgangsmåder til at minimere varmetilførslen til tyndt plademetal. En tyndere tråd smelter ved en langt lavere temperatur, hvilket giver et fladere slutprodukt uden vridninger.
Tag en stålbørste eller en lamelskive. Rengør kanterne, indtil der kun er blankt, bart metal tilbage. Jo renere samlingen er, desto hurtigere kan du føre brænderen. Hurtige bevægelser giver et køligere og mere jævnt resultat.
Få din montering til at sidde perfekt (ingen mellemrum tilladt)
Man kan ikke udligne store forskelle uden at tilføre ekstra varme.
For at udfylde et åbent hul skal der bygges en bro af smeltet metal, hvilket øger varmetilførslen.
Følg disse tre trin for at sikre, at metalelementerne passer tæt sammen uden mellemrum:
- Mål to gange for at undgå genveje.
- Slib dine kanter lige.
- Tryk delene helt på plads, inden du spænder dem fast.
Jo strammere pasformen er, desto mindre varme kræves der for at opnå en stærk svejsning.
Betyder størrelsen på din tilsætningstråd noget? (Ja, og her er hvorfor)
Mange svejsere fokuserer på grundmetalets tykkelse og ser bort fra tilsætningstrådens størrelse.
Hvis man bruger en tyk tilsætningstråd på tyndt plademetal, er man nødt til at skrue op for varmen på svejseapparatet for at smelte tråden. Løsningen er at skifte til en tyndere tråd. Hvis vores operatører f.eks. udfører MIG-svejsning på tyndt plademetal med en .035-tråd, kræver vi, at de skifter til en .023-tråd. En tyndere tråd smelter ved en lavere temperatur, hvilket resulterer i et mere jævnt slutprodukt.
Trin 2: Testkørsel med metalskrot
Du må ikke gætte dig frem til indstillingerne på din svejseapparat. Det er risikabelt at justere indstillingerne, mens du arbejder på selve projektet. Hvis maskinen bliver for varm, vil det medføre, at det gode metal bliver skævt eller brændes igennem.
Hvorfor du aldrig bør gætte dig frem til dine indstillinger
Prøv først indstillingerne på et stykke skrot. Hvis man gætter sig frem til spænding og trådfremføring, kan man på få sekunder få en flad plade til at bule.
Vores regel i ShincoFab-værkstedet: Ingen testkørsel på skrot, ingen lysbue på det færdige produkt. Ved at bruge fem minutter på at lave en testsvejsning fjerner man den risiko fuldstændigt og undgår, at laserskårne emner ender i skrotbeholderen.
Indstilling af spænding og bevægelseshastighed på Trash Metal
Prøveemnerne skal stamme fra samme parti som dit projekt og have nøjagtig samme tykkelse og materiale.
Følg disse fire trin for at indstille din svejsemaskine korrekt ved svejsning på metalskrot:
- Lav en prøvesamling: Spænd to reststykker sammen på samme måde som i dit projekt.
- Lav en hurtig perlekæde: Hold øje med vandpytten og lyt til lysbuen.
- Kontroller varmen: Går svejsningen for dybt ned? Sænk spændingen.
- Juster din hastighed: Bevæg hænderne hurtigt nok til at holde varmen lav, men langsomt nok til at smelte metallet sammen.
Juster drejeknapperne, indtil svejsningen ser rigtig ud. Når indstillingerne er fastlagt, skal du ikke røre ved dem.
Trin 3: Led varmen væk med køleplader
Tyndt metal bliver hurtigt varmt. Man skal have en måde at lede varmen væk fra panelet på, før den forårsager skader. En køleplade gør netop det.
Hvordan kobberunderlagsstænger beskytter tyndt metal
Kobberunderlagsstænger fungerer som køleplader til tynde metalplader. Hos ShincoFab bearbejder vi specialfremstillede kobberunderlagsblokke med en tykkelse på 1/2 tomme og en bredde på 2 tommer – typisk i længder på 12 tommer og 24 tommer – til produktion i store serier.
Kobber har en enestående varmeledningsevne, overfører varme betydeligt hurtigere end kulstofstål eller rustfrit stål. Når man placerer en tyk kobberstang bag svejsningen, fungerer den som en kæmpe varmesvamp, der suger den intense varme direkte ud af svejsezonen, inden den kan få det omgivende metal til at vride sig.
Placering af køleplader for optimal effekt
En køleplade kræver tæt og flad kontakt for at skabe en varmeoverførsel.
Følg disse tre trin for at montere dine køleplader, så du opnår maksimal varmeoverførsel:
- Sy sømmen bagfra: Placer kobberstangen lige bag samlingen.
- Spænd den godt fast: Brug klemmer til at presse kobberet tæt mod stålet. Hvis der er en luftspalte, kan varmen ikke overføres.
- Vær opmærksom på afstanden: Placer klemmerne tæt på samlingen, uden at de er i vejen for svejsebrænderen.
Hvis du ikke har en kobberstang, kan en tyk aluminiumsblok også bruges.
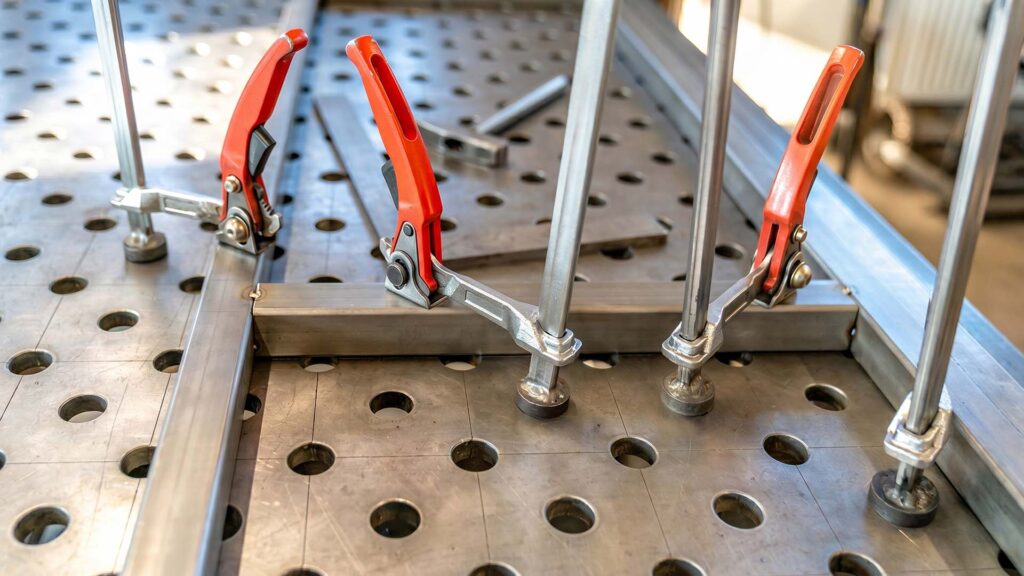
Trin 4: Fastspænd alt (fysiske fastholdelsesmidler)
Når metal afkøles, opstår der stærke trækkrafter. Du skal fysisk fastgøre dine emner, så de ikke kan bevæge sig.
Brug kraftige klemmer og fastspændingsanordninger
Når svejsningen afkøles, vil den udøve en kraftig trækkraft.
Du har brug for kraftige klemmer til at holde materialet fast. Til gentagne industrielle opgaver udvikler vores ingeniørteam specialfremstillede svejsejig. Jig’ene sikrer, at emnerne altid holdes på plads. Hvis metallet glider, vil det blive skævt.
Svejsning af midlertidige afstivninger og forstærkninger
Hvis emnerne er for store til en klemme, skal du bruge midlertidige afstivninger.
Hvis du laver en ramme med en vinkel på 90 grader, vil hjørnet have tendens til at trække sig sammen, når det afkøles. Fastgør et stykke metalskrot diagonalt på tværs af det indvendige hjørne for at skabe en stiv rygrad.
Brug disse to metoder til at montere midlertidige afstivninger og forhindre, at metallet bøjer sig:
- Sørg for, at store paneler ligger fladt: Fastgør et stykke tykt vinkeljern lige ved siden af svejsesømmen.
- Undgå sideværts bevægelser: Svejse reststykkerne vinkelret på samlingerne.
Når projektet er afkølet, skal du skære afstivningerne af og slibe overfladerne glatte.
Fastlæg dit emne direkte på bordet med punktsvejsning
Nogle gange er det ikke stærkt nok at spænde metal fast til arbejdsbænken. Metallet vil forsøge at løfte sig, når det bliver varmt.
Fastlodd dit projekt direkte til dit metalarbejdsbord. Du behøver kun tre eller fire små fastlodninger langs yderkanterne. Når de endelige svejsninger er afkølet, skærer du fastlodningerne løs med en skæreskive.
Trin 5: Bliv ekspert i fastgørelsessvejsninger
Prøvesvejsninger udgør grundlaget for dit projekt.
Hvorfor tegn er din første forsvarslinje
Stifter holder det hele på plads. De giver metallet den nødvendige styrke til at modstå trækkrafterne fra den endelige svejsning.
Lav dine stifter ca. 1/4 tomme lange. De skal være stærke nok til at holde delene sammen. Hvis de bliver for store, genererer de for meget varme.
Kontroller mellemrummene efter fastsætningen. Hvis mellemrummet ser bredere ud nogle steder, skal du sætte ekstra fastgørelsespunkter for at sikre det.
Center-Out-tack-sekvensen
Hvis man begynder at fastgøre sømmene ved kanten, bliver den anden ende skubbet fra hinanden på grund af varmen. Brug i stedet metoden »fra midten og ud«.
Følg disse tre trin for at udføre »center-out«-stiksekvensen:
- Start helt i midten: Placer den første søm midt på samlingen.
- Bevæg dig udad: Placer de næste stifter gradvist hen imod hver kant.
- Placer dem med jævne mellemrum: Ved plademetal skal der være en afstand på ca. 2 til 4 inches mellem stifterne.
Sekvensen »center-out« skubber spændingen mod metallets åbne ender. Krympekræfterne fordeles naturligt i stedet for at samle sig på ét sted.
Trin 6: Regulér varmen (smarte svejseteknikker)
Det er vigtigt, hvordan du lægger perlen. For at undgå, at den bliver skæv, bør du overveje, hvordan du bevæger brænderen.
Undgå kontinuerlig svejsning (brug korte svejsesømme)
I stedet for at svejse 24 inches i ét stræk, skal du opdele det i sektioner.
Svej et stykke på to tommer, og stop derefter. Lad der være et mellemrum, spring lidt frem, og svej endnu et stykke på to tommer. Det giver det omgivende metal tid til at køle af.
Du kan også skifte side for at udligne spændingerne. Svejse tre inches på venstre side, gå derefter over til højre side og svejse tre inches der. Ved at skifte frem og tilbage modvirker krympekræfterne hinanden.
En forklaring på »Back-Step«-metoden
I stedet for at svejse fremad langs sømmen skal du svejse baglæns.
Start et par inches inde fra kanten. Svejse baglæns mod startpunktet. Flyt derefter et par inches længere ned ad den usvejste samling. Svejse baglæns igen, indtil du forbinder med den forrige smeltesø.
Dette forhindrer varmen i at brede sig fremad i én retning og opdeler den termiske belastning i håndterbare segmenter.
Handl hurtigere for at holde temperaturen nede
Hvis du bevæger dig for langsomt, trænger varmen dybt ind i det omgivende panel. Sørg for at holde en tilstrækkelig høj fremføringshastighed, så den varmepåvirkede zone forbliver smal.
Undgå brede, svingende bevægelser, som spreder høje temperaturer over et stort område. Brug i stedet en tæt, lige stringer-søm.
Modstå fristelsen til at svejse for meget. En 3/16-tommers samling kræver ikke en stor 1/4-tommers svejsesøm. Ekstra svejsefyldstof tilfører for meget varme og strækker metallet mere.
Trin 7: Lad det køle af (kan man afkøle en svejsning med vand eller trykluft?)
Lad den færdige svejsning afkøle naturligt. Forsøg ikke at fremskynde afkølingsprocessen.
Hvorfor man aldrig bør slukke varmt metal
En ny svejsning må aldrig afkøles i vand.
Når man dypper en svejsning på 1.000 grader ned i koldt vand, udløser det et voldsomt termisk chok. Som beskrevet i metallurgiske retningslinjer for varmebehandling og hærdning, denne hurtige, ukontrollerede afkøling medfører to forfærdelige ting:
- Det ødelægger svejsningen: Det pludselige stød gør metallet skørt, hvilket ofte får din nye svejsning til at revne på midten.
- Det ødelægger formen: Trækkrafterne vrider emnet så voldsomt, at det ikke længere kan repareres.
Den eneste sikre løsning er at lade metallet køle af naturligt i luften.
De skjulte skader forårsaget af trykluft og våde klude
Brug ikke våde klude, trykluft eller ventilatorer til at afkøle svejsninger.
Tvungen køling medfører uensartede temperaturer på tværs af panelet.
Sådan beskadiger tvungen afkøling din varme metalplade:
- Våde klude: Hvis det øverste lag afkøles for hurtigt, kan det medføre revner i overfladen.
- Trykluft: Den ene side fryser til, mens den anden forbliver varm, hvilket får metallet til at bule.
- Fans: Skab ujævne træk, der får tynde metalplader til at vride sig.
Lad metallet afkøle langsomt og jævnt ved stuetemperatur.
Hvad skal man gøre, hvis metallet stadig vrider sig?

Hvis metallet stadig buer, selv efter at det er blevet korrekt fastspændt, syet sammen og afkølet, har du to muligheder for at rette det.
Hvordan udretter man skævt metal efter svejsning?
Ved termisk glatning udnyttes varme til at udbedre vridninger.
Når et panel vrider sig, strækker den ene side sig ud (den “lange” side). Du skal trække den lange side sammen.
Varm et lille område på den lange side op, indtil det gløder matrødt. Fjern brænderen, og lad det køle af naturligt i luften. Når det rødglødende område køler af, trækker det sig sammen. Denne sammentrækning trækker det omgivende metal tilbage, så det igen ligger på linje.
Mekanisk presning og bukning
Hvis varme alene ikke er nok, skal du bruge hydrauliske presser i kombination med kraftige klemmer til at tvinge en bøjet samling på plads.
Følg disse tre trin for sikkert at kombinere varme med mekanisk kraft ved udretning:
- Varm det bøjede område let op med en blæselampe til en temperatur på ca. 400 til 600°F.
- Tryk meget langsomt med pressen.
- Skub lidt, hold inde, og tjek, om du står lige.
Konklusion
Det er nemmere at forhindre forvrængning, før den opstår, end at bøje en ødelagt ramme tilbage i form. Tag dig tid til at rense kanterne, afprøve indstillingerne på et stykke restmateriale og spænde alt godt fast.
Hos ShincoFab forarbejder vi og svejse plademetal hver dag. Disse standardprocedurer (SOP’er) sikrer, at alle de dele, vi fremstiller, er vinkelrette og lever op til kundens specifikationer. Uanset om man svejser en specialfremstillet beslag eller udliciterer en produktionsserie, er det afgørende at have styr på varmen.
Så smut ud i værkstedet, sørg for, at alt sidder som det skal, og lav nogle flade svejsninger. Hvis du har brug for præcisionsbearbejdning af plademetal i større skala, ved du, hvor du kan finde os.

