
Als leider van het engineeringteam bij ShincoFab, Elke week bekijken we honderden CAD-bestanden. Dag in dag uit zien we precies dezelfde fouten in het plaatwerkontwerp. Ze zien er perfect uit op uw SolidWorks of AutoCAD scherm, maar ze veroorzaken enorme hoofdpijn als ze daadwerkelijk onze afkantpersen en lasersnijders. Voor jou betekent dat vertraagde zendingen, afgedankte onderdelen en een kapot budget.
Je wilt onderdelen ontwerpen die gemakkelijk te maken en goedkoop te produceren zijn. In deze gids laat ik je precies zien hoe je dat doet op basis van duizenden echte projecten die we op onze werkvloer hebben uitgevoerd. Je ontdekt de meest voorkomende ontwerpvalkuilen en de eenvoudige regels om ze op te lossen.
Hoe bespaart een goed ontwerp van plaatwerk u tijd en geld?
Je ontwerpt een onderdeel op je scherm en het ziet er perfect uit. Maar als het uit de winkel komt, zitten de gaten niet op één lijn. Dat hebben we allemaal wel eens meegemaakt.
Vorige maand nog stuurde een klant ons een complex beugelontwerp met niet-standaard buigradii. We moesten de productie twee weken pauzeren alleen al om te bestellen aangepaste bewerking.
Door je plaatwerkontwerp in één keer goed te maken, los je deze hoofdpijn op door het werk van de fabrikant te vergemakkelijken en handmatige oplossingen overbodig te maken. Een goed plaatontwerp bespaart je direct tijd en geld op drie belangrijke manieren:
- Lagere offertes: Schone ontwerpen vereisen minder handmatige instelling. Als we uw onderdeel kunnen draaien op onze geautomatiseerde CNC paneelbuigers zonder verwisselen sterft, betaal je minder geld.
- Snellere verzending: Niemand hoeft je project te onderbreken om je te mailen over een kapot CAD-bestand.
- Geen verspilde onderdelen: Je krijgt precies wat je nodig hebt bij de eerste poging.
Hoe kunnen ontwerpfouten uw offerte voor plaatwerk stiekem opblazen?
Ontwerpfouten in plaatwerk blazen je productieofferte op door fabrikanten te dwingen snelle, geautomatiseerde machines te laten staan ten gunste van dure, handmatige arbeid en op maat gemaakte gereedschappen. Dit is precies hoe je ontwerpkeuzes stiekem de kosten op de productievloer opdrijven:
- Aangepaste buigstralen gebruiken: Met CAD-software kun je elke gewenste buigradius intypen. Maar op de werkvloer gebruiken onze operators standaard fysieke V-dies naar luchtbocht het metaal. Als je een willekeurige radius kiest (zoals 3,14 mm in plaats van een standaard gereedschapmaat), moet de winkel een aangepast gereedschap bestellen of een langzaam, handmatig proces gebruiken.

- Handmatige instellingen afdwingen: Geautomatiseerde machines zijn snel en goedkoop. Complexe ontwerpen dwingen winkels om deze machines te laten staan. Als een arbeider uw onderdeel handmatig moet laden, draaien of aanpassen omdat een flens te onhandig is om vast te pakken, rijzen de arbeidskosten de pan uit.
Om een goedkopere offerte te krijgen van winkels zoals de onze, ontwerp je met standaard gereedschap in gedachten. Houd je buigradii consistent (bijv. overeenkomend met de materiaaldikte) over je hele onderdeel.
Fase 1: Wat zijn de meest voorkomende CAD- en materiaalfouten?
Voordat je ook maar denkt aan het buigen van metaal, moet je beginnen met een foutloze digitale basis. Laten we eens kijken naar de fundamentele CAD- en materiaalfouten die projecten doen ontsporen voordat ze de werkvloer bereiken.
Kun je plaatstaal ontwerpen als een massief blok?
Plaatwerk is een productiemateriaal dat wordt gekenmerkt door een uniforme, vlakke structuur die wordt gesneden en gebogen, in plaats van een massief blok staal dat in vorm wordt gesneden. Dit betekent dat je hele onderdeel exact dezelfde dikte moet hebben. We weigeren vaak bestanden waarin een ontwerper een 16-gauge (1,5mm) doos maar voegde op de een of andere manier een 3mm dik bodempaneel toe in de assemblage. Houd het materiaal overal gelijk.
Wat zijn realistische toleranties voor het buigen van plaatmetaal?
CNC-bewerking kan waanzinnig krappe toleranties aan. Plaatmetaal kan dat niet. Kantpersen buigen het metaal. Buigen rekt het materiaal uit. Uitrekken verschuift de uiteindelijke afmetingen. Als je vraagt om een krappe tolerantie van ±0,002 inch (0,05 mm) op een grote gevouwen aluminium behuizing, zal de winkel een fortuin vragen om dit te halen. Een plaatmetaal tolerantie is een aanvaardbare maatafwijking op basis van standaarden zoals ISO 2768, meestal rond ±0,010” tot ±0,015”. Gebruik nauwe toleranties alleen daar waar de onderdelen daadwerkelijk op elkaar aansluiten.
Is de richting van de korrel van belang bij het ontwerpen van plaatmetaal?
Materiaal korrel is een structurele eigenschap in gewalste metalen die de richting van fysieke sterkte dicteert. Wanneer we materialen gebruiken zoals 304 roestvrij staal of 5052 aluminium, De korrel bepaalt de sterkte. Kantpersen oefenen kracht uit op het metaal. Buigen parallel aan de nerf verzwakt de structuur. Verzwakte structuren barsten onder druk. Ontwerp je onderdeel altijd zo dat het dwars op de nerf buigt.

Fase 2: Wat zijn de grootste snij- en buigblunders?
Zodra je basis CAD-bestand en materiaalkeuzes volledig vastliggen, is de volgende stap het optimaliseren van je ontwerp voor de fysieke snij- en buigprocessen. Dit is waar de meeste theoretische ontwerpen falen in de echte wereld.
Waarom moet je scherpe interne hoeken in plaatmetaal vermijden?
Perfecte interne hoeken van 90 graden zien er geweldig uit op een scherm. Maar in werkelijkheid, lasers en slaat het metaal snijden. Snedes met nulradius creëren spanningsverhogers. A spanningsverhoger is een gelokaliseerd microscopisch defect. Defecte gebieden concentreren de fysieke kracht. Geconcentreerde kracht scheurt het metaal tijdens het buigen. Kleine radii verdelen deze kracht. Verdeelde kracht voorkomt scheuren.
Hoe dicht kun je een gat bij een plaatbocht maken?
Kantpersen buigen het metaal. Buigen rekt het materiaal uit. Het uitrekken vervormt de nabijgelegen gaten. Vervormde gaten blokkeren bevestigingsmiddelen tijdens de montage. Gebruik de industriestandaard 4T-regel (zoals algemeen aanbevolen door De fabrikant): Houd alle gaten minstens vier keer de materiaaldikte weg van de buiglijn.
Waarom heb je bochten in plaatmetaal nodig?
Denk aan het vouwen van een dikke kartonnen doos. Buigmachines vouwen de metalen flenzen. Het vouwen dwingt het aangrenzende metaal om te bewegen. Opgesloten metaal scheurt in de hoeken. Ontwerp altijd een kleine inkeping (minstens de grootte van je materiaaldikte plus de buigradius) waar twee bochten elkaar raken. A buighulp is een specifiek CAD-kenmerk dat bestaat uit een kleine snede of inkeping die plaatmetaal de nodige ruimte geeft om uit te rekken en te bewegen zonder te scheuren.
Wat is de minimale flenslengte voor het buigen van plaatmetaal?
A flens is een vorm van plaatstaal die wordt gekenmerkt door een platte rand die langs een rechte lijn wordt gebogen. De afkantpers duwt het metaal in de ondermatrijs. De onderste matrijs ondersteunt de flens. Korte flenzen hebben onvoldoende oppervlakte. Onvoldoende oppervlakte zorgt ervoor dat het metaal wegglijdt. Uitglijden ruïneert het onderdeel. Zorg er als vuistregel voor dat je flenslengte minstens 4 keer de materiaaldikte is.
Fase 3: Welke invloed hebben hardware en afwerkingen op je ontwerp?
Nadat het metaal met succes is gesneden en gebogen, moet je onderdeel nog worden geassembleerd en gecoat. Laten we overgaan naar de postfabricagefase en onderzoeken hoe de keuze van hardware en afwerkingsprocessen van invloed zijn op je uiteindelijke ontwerp.
Waarom moet je exacte onderdeelnummers van hardware opgeven?
Teken niet gewoon een gat en schrijf “voeg hier moer toe”. Er zijn duizenden verschillende bevestigingsmiddelen. Als je niet het exacte onderdeelnummer opgeeft (zoals een PEM® moer S-M4-1 of een specifieke standoff), moeten onze technici gissen. Vertel ons precies welke hardware je wilt, zodat de productie door kan gaan.

Hoeveel dikte voegt poedercoating toe aan plaatmateriaal?
Poedercoating is een droog afwerkingsproces dat een meetbare fysieke laagdikte toevoegt aan je onderdeel - meestal tussen 0,002” tot 0,005” per kant, afhankelijk van Het Poedercoatinginstituut (PCI) specificaties. Poedercoating voegt fysieke dikte toe. Toegevoegde dikte vermindert de speling tussen gaten. Verminderde speling zorgt voor vastzittende onderdelen. Maak uw gaten en tegenhangers altijd iets groter om ruimte te laten voor de afwerking.
Fase 4: Hoe moet je je ontwerp voorbereiden op Handoff?
Nu je onderdeel perfect is ontworpen voor productie, assemblage en afwerking, is de laatste stap het effectief communiceren van je visie naar je fabricagepartner. Dit is de manier waarop je een strategie moet bepalen voor de overdracht.
Hoe verandert het ontwerp van plaatwerk van prototype naar massaproductie?
Wat werkt voor een prototype zal je budget verpletteren bij massaproductie. Neem bijvoorbeeld lassen. Handmatig TIG-lassen is prima voor één snelle aluminium doos. Maar als je er 5000 nodig hebt, duurt het een eeuwigheid om een mens te betalen om elke naad te lassen. Voor grote volumes adviseren we klanten altijd om over te stappen op puntlassen, klinknagels, of in elkaar grijpend tab-en-slot ontwerpen.
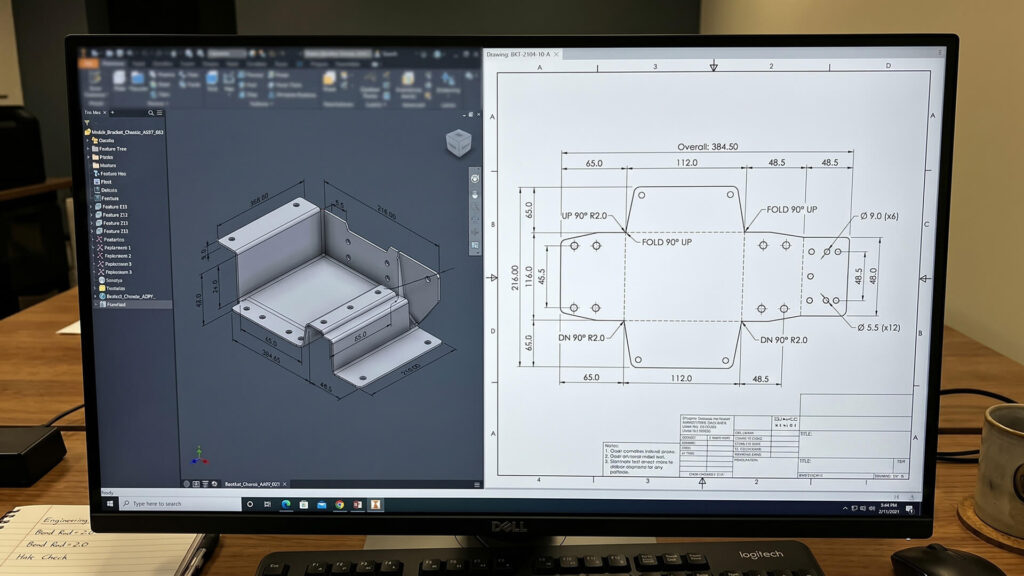
Welke bestanden moet je naar een plaatbewerker sturen?
Voor een snelle en nauwkeurige offerte moet u uw plaatwerkspecialist een compleet digitaal pakket sturen met 3D CAD-modellen, 2D vlakke patronen en gedetailleerde technische tekeningen. Gebruik deze exacte checklist wanneer u uw bestanden naar ShincoFab of een andere werkplaats stuurt:
- STAP-bestanden zijn universele 3D CAD-modellen die worden gebruikt om de geometrie van onderdelen naadloos over te brengen naar CAM-software voor fabrikanten (zoals Radan of Metalix).
- Platte patronen zijn 2D geometrische bestanden (DXF/DWG) die de exacte vlakke, niet-gebogen toestand van een plaatmetalen onderdeel weergeven.
- PDF-tekeningen zijn technische referentiedocumenten waarin uw exacte materiaalspecificaties, hardware, afwerking en kritische toleranties worden vermeld.
Conclusie
Plaatwerk ontwerpen hoeft geen raadspelletje te zijn. Als je deze eenvoudige regels volgt, ontwerp je geen onderdelen meer die onmogelijk of duur zijn om te maken.
Natuurlijk hebben zelfs de beste ontwerpen een solide productiepartner nodig om ze tot leven te brengen. Op ShincoFab, We snijden, buigen en lassen elke dag plaatmetaal. We zien graag schone CAD-bestanden in onze inbox, maar ons engineeringteam weet ook hoe het je kan helpen die stiekeme foutjes op te sporen voordat je metaal de laser in gaat.
Als je klaar bent voor een offerte, stuur dan je STEP-bestanden en PDF's naar ons op. Laten we aan de slag gaan en je digitale model omzetten in een perfect fysiek onderdeel.

