
В качестве ведущей инженерной команды в ShincoFab, Еженедельно мы просматриваем сотни файлов CAD. Изо дня в день мы видим одни и те же ошибки в дизайне листового металла. Они выглядят идеально на вашем SolidWorks или AutoCAD на экране, но они вызывают огромную головную боль, когда попадают на наш листогибочные прессы и лазерные резаки. Для вас это означает задержку поставок, бракованные детали и подорванный бюджет.
Вы хотите разрабатывать детали, которые легко и дешево производить. В этом руководстве я покажу вам, как именно это сделать, основываясь на тысячах реальных проектов, которые мы пропустили через наш цех. Вы узнаете о наиболее распространенных конструкторских ловушках и простых правилах их устранения.
Как хороший дизайн листового металла экономит ваше время и деньги?
Вы проектируете деталь на экране, и она выглядит идеально. Но когда ее привозят из магазина, отверстия не совпадают. Мы все с этим сталкивались.
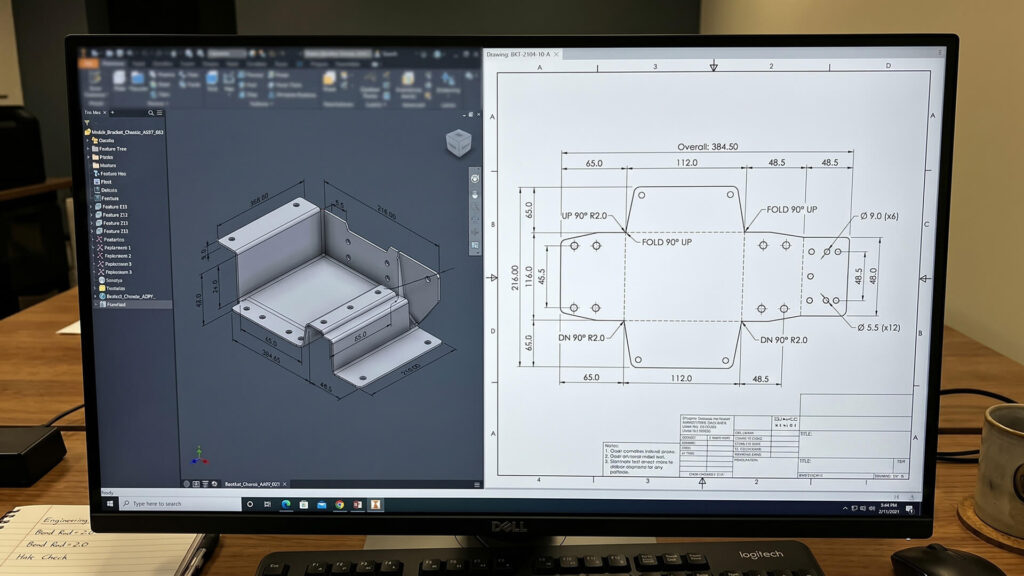
Буквально в прошлом месяце клиент прислал нам сложную конструкцию кронштейна с нестандартными радиусы изгибов. Нам пришлось приостановить производство на две недели, чтобы заказать индивидуальная оснастка.
Правильное проектирование листового металла с первого раза решает эти головные боли, облегчая работу производителя и устраняя необходимость в ручных обходных действиях. Правильное проектирование листового металла напрямую экономит ваше время и деньги тремя важными способами:
- Нижние котировки: Чистые конструкции требуют меньше ручных настроек. Если мы можем запустить вашу деталь на нашем автоматизированном Панелегибочные станки с ЧПУ не меняя местами умирает, Вы платите меньше денег.
- Ускоренная доставка: Никому не придется приостанавливать проект, чтобы отправить вам сообщение о неработающем файле CAD.
- Никаких лишних деталей: Вы получите именно то, что вам нужно, с первой попытки.
Как ошибки в проектировании тайно увеличивают стоимость листового металла?
Ошибки в проектировании листового металла раздувают ваши производственные расценки, заставляя изготовителей отказываться от быстрого автоматизированного оборудования в пользу дорогого ручного труда и индивидуальной оснастки. Вот как именно ваш выбор дизайна может привести к увеличению затрат на производстве:
- Использование пользовательских радиусов изгиба: Программное обеспечение CAD позволяет вводить любой радиус изгиба. Но на производстве наши операторы используют стандартные физические V-dies на воздушный изгиб металла. Если выбрать произвольный радиус (например, 3,14 мм вместо стандартного размера инструмента), мастеру придется заказывать индивидуальный инструмент или использовать медленный ручной процесс.

- Принудительная ручная настройка: Автоматические машины быстры и дешевы. Сложные конструкции заставляют цеха отказываться от таких машин. Если работнику приходится вручную загружать, поворачивать или подгонять вашу деталь, потому что фланец слишком неудобен для захвата, стоимость труда резко возрастает.
Чтобы получить более дешевую цену от магазинов, подобных нашему, разработайте дизайн с стандартная оснастка в виду. Сохраните свой радиусы изгибов последовательным (например, совпадающим с толщина материала) по всей вашей части.
Этап 1: Каковы наиболее распространенные ошибки в области САПР и материалов?
Прежде чем думать о гибке металла, необходимо заложить безупречный цифровой фундамент. Давайте рассмотрим основные ошибки в САПР и материалах, которые срывают проекты еще до того, как они попадают в цех.
Можно ли спроектировать листовой металл как цельный блок?
Листовой металл это производственный материал, характеризующийся однородной, плоской структурой, которую можно резать и гнуть, а не цельный стальной блок, которому придают нужную форму. Это означает, что вся деталь должна иметь одинаковую толщину. Мы часто отклоняем файлы, в которых дизайнер смоделировал 16 калибр (1,5 мм), но при сборке каким-то образом добавили нижнюю панель толщиной 3 мм. Материал везде должен быть одинаковым.
Что такое реалистичные допуски для гибки листового металла?
Обработка с ЧПУ могут выдерживать безумно жесткие допуски. Листовой металл - нет. Листогибочные прессы сгибают металл. Изгиб растягивает материал. Растяжение смещает конечные размеры. Если вы попросите обеспечить жесткий допуск ±0,002 дюйма (0,05 мм) на большом складном алюминиевом корпусе, мастерская возьмет целое состояние, чтобы попытаться его соблюсти. Листовой металл допуск это допустимое отклонение размеров, определяемое такими стандартами, как ISO 2768, обычно колеблется от ±0,010” до ±0,015”. Используйте жесткие допуски только там, где детали действительно соединяются.
Имеет ли значение направление зерна при проектировании листового металла?
Материал зерно это структурная характеристика металлопроката, определяющая направление физической прочности. Когда мы используем такие материалы, как Нержавеющая сталь 304 или Алюминий 5052, Прочность определяется зерном. Листогибочные прессы прикладывают усилие к металлу. Изгиб параллельно зерну ослабляет структуру. Ослабленные структуры трескаются под давлением. Всегда проектируйте свою деталь так, чтобы она гнулась поперек зерна.

Этап 2: Какие самые большие ошибки при резке и гибке?
После того как ваш базовый CAD-файл и выбор материала полностью зафиксированы, следующий шаг - оптимизация конструкции для физических процессов резки и гибки. Именно здесь большинство теоретических разработок терпят неудачу в реальном мире.
Почему следует избегать острых внутренних углов в листовом металле?
Идеальные 90-градусные внутренние углы отлично смотрятся на экране. Но в реальности, лазеры и удары резать металл. Нулевые радиусные резы создают стрессовые стояки. A стояк напряжения это локализованный микроскопический дефект. Дефектные участки концентрируют физическую силу. Концентрированная сила разрывает металл при изгибе. Малые радиусы распределяют эту силу. Распределенная сила предотвращает разрыв.
Как близко к изгибу листового металла можно проделать отверстие?
Листогибочные прессы сгибают металл. При изгибе материал растягивается. Растяжение деформирует близлежащие отверстия. Деформированные отверстия блокируют крепеж при сборке. Используйте стандартные для промышленности правило 4T (как широко рекомендуется Фабрикант): Все отверстия должны находиться на расстоянии не менее четырехкратной толщины материала от линии сгиба.
Зачем нужны вырезы для облегчения изгиба листового металла?
Подумайте, как сложить толстую картонную коробку. Гибочные машины сгибают металлические фланцы. Сгибание заставляет смещаться соседний металл. Зажатый металл рвется на углах. Всегда делайте небольшой вырез (не менее толщины материала плюс радиус сгиба) в месте соединения двух сгибов. A облегчение изгиба это специфическая функция CAD, состоящая из небольшого надреза или выемки, которая обеспечивает листовому металлу необходимое пространство для растяжения и перемещения без разрывов.
Какова минимальная длина фланца для гибки листового металла?
A фланец это вид листового металла, характеризующийся плоским краем, согнутым по прямой линии. Листогибочный пресс вдавливает металл в нижний штамп. Нижний штамп поддерживает фланец. Короткие фланцы не имеют достаточной площади поверхности. Недостаточная площадь приводит к проскальзыванию металла. Скольжение разрушает деталь. Как правило, следует убедиться, что длина фланца не менее чем в 4 раза превышает толщину материала.
Этап 3: Как фурнитура и отделка влияют на ваш дизайн?
После успешной резки и гибки металла вашу деталь еще нужно собрать и покрыть. Давайте перейдем к этапу сборки и рассмотрим, как выбор фурнитуры и процессы отделки влияют на конечный дизайн.
Почему необходимо указывать точные номера деталей оборудования?
Не просто нарисуйте отверстие и напишите “добавьте сюда гайку”. Существуют тысячи различных крепежных элементов. Если вы не укажете точный номер детали (например Гайка PEM® S-M4-1 или конкретный .), нашим инженерам приходится гадать. Сообщите нам, какое именно оборудование вам нужно, чтобы производство не останавливалось.

Сколько толщины добавляет порошковая окраска листовому металлу?
Порошковое покрытие это процесс сухой отделки, который добавляет измеримый физический слой толщины к вашей детали - обычно от 0,002 до 0,005 дюйма на сторону, в зависимости от Институт порошковых покрытий (PCI) технические характеристики. Порошковая окраска увеличивает физическую толщину. Увеличенная толщина уменьшает зазоры между отверстиями. Уменьшенные зазоры заклинивают сопрягаемые детали. Всегда делайте отверстия и сопрягаемые детали немного больше, чтобы оставалось место для финишного покрытия.
Этап 4: Как подготовить проект к передаче?
Теперь, когда ваша деталь идеально спроектирована для производства, сборки и отделки, последний шаг - эффективное донесение вашего видения до партнера по производству. Вот как следует выстраивать стратегию передачи.
Как меняется дизайн листового металла от прототипа к серийному производству?
То, что подходит для прототипа, в массовом производстве будет стоить немыслимых денег. Возьмем, к примеру, сварку. Ручная Сварка TIG вполне подойдет для одной быстрой алюминиевой коробки. Но если вам нужно 5 000 таких коробок, то платить человеку за сварку каждого шва придется вечно. При больших объемах мы всегда советуем клиентам перейти на точечная сварка, заклепки, или блокировка конструкции с вкладками и пазами.
Какие файлы нужно отправить изготовителю листового металла?
Чтобы получить быстрое и точное предложение, вы должны отправить изготовителю листового металла полный цифровой пакет, включающий 3D CAD-модели, 2D плоские шаблоны и подробные инженерные чертежи. Используйте этот точный контрольный список при отправке файлов в ShincoFab или любую другую мастерскую:
- Файлы STEP это универсальные 3D CAD-модели, используемые для беспрепятственного переноса геометрии деталей в CAM-программы изготовителей (например, Radan или Metalix).
- Плоские узоры это двухмерные геометрические файлы (DXF/DWG), показывающие точное плоское, неизогнутое состояние детали из листового металла.
- Чертежи в формате PDF это технические справочные документы, в которых указаны точные спецификации материалов, фурнитуры, отделки и критические допуски.
Заключение
Проектирование листового металла не обязательно должно быть игрой в угадайку. Следуя этим простым правилам, вы перестанете проектировать детали, которые невозможно или дорого изготовить.
Конечно, даже самые лучшие разработки нуждаются в надежном партнере-производителе, который воплотит их в жизнь. На сайте ShincoFab, Мы режем, гнем и свариваем листовой металл каждый день. Мы любим, когда чистые файлы CAD попадают в наш почтовый ящик, но наша команда инженеров также знает, как помочь вам обнаружить эти подлые ошибки еще до того, как ваш металл попадет в лазер.
Когда вы будете готовы получить предложение, отправьте нам свои STEP-файлы и PDF-файлы. Приступим к работе и превратим вашу цифровую модель в идеальную физическую деталь.

