
Jako vedoucí tým inženýrů ve společnosti ShincoFab, každý týden kontrolujeme stovky souborů CAD. Den co den se setkáváme s naprosto stejnými chybami v konstrukci plechů. Vypadají perfektně na vašem SolidWorks nebo AutoCAD obrazovce, ale způsobují obrovské bolesti hlavy, když se skutečně dostanou na naši lisovací brzdy a laserové řezačky. Pro vás to znamená zpožděné dodávky, vyřazené díly a propadlý rozpočet.
Chcete navrhovat díly, které se snadno vyrábějí a jejichž výroba je levná. V této příručce vám ukážu, jak toho přesně dosáhnout, a to na základě tisíců skutečných projektů, které prošly naší dílnou. Objevíte nejčastější konstrukční pasti a jednoduchá pravidla pro jejich odstranění.
Jak vám dobrý návrh plechů ušetří čas a peníze?
Na obrazovce navrhnete díl a ten vypadá dokonale. Když však dorazí z obchodu, otvory nejsou v jedné linii. Všichni jsme to zažili.
Zrovna minulý měsíc nám klient poslal složitý návrh držáku s nestandardními prvky. poloměry ohybu. Museli jsme na dva týdny přerušit výrobu, abychom mohli objednat zakázkové nástroje.
Správné provedení návrhu plechů napoprvé řeší tyto problémy tím, že usnadňuje práci výrobci a eliminuje nutnost ručního obcházení. Dobrý návrh plechu vám přímo šetří čas a peníze třemi důležitými způsoby:
- Nižší ceny: Čistý design vyžaduje méně ručního nastavení. Pokud můžeme váš díl spustit na naší automatizované CNC ohýbačky panelů bez výměny umírá, zaplatíte méně peněz.
- Rychlejší přeprava: Nikdo nemusí přerušovat projekt, aby vám poslal e-mail o poškozeném souboru CAD.
- Žádné zbytečné díly: Na první pokus dostanete přesně to, co potřebujete.
Jak chyby v návrhu tajně navyšují vaši nabídku plechů?
Chyby v konstrukci plechů prodražují vaši výrobní nabídku tím, že nutí výrobce opustit rychlé automatizované stroje ve prospěch drahé ruční práce a zakázkových nástrojů. Zde je přesně popsáno, jak vaše konstrukční rozhodnutí tajně zvyšují náklady ve výrobě:
- Použití vlastních poloměrů ohybu: Software CAD umožňuje zadat libovolný poloměr ohybu. V dílně však naši operátoři používají standardní fyzikální nástroje. V-dies na ohýbání vzduchem kovu. Pokud zvolíte náhodný poloměr (např. 3,14 mm místo standardní velikosti nástroje), musí dílna objednat nástroj na zakázku nebo použít pomalý ruční proces.

- Vynucení ručního nastavení: Automaty jsou rychlé a levné. Složité konstrukce nutí obchody od těchto strojů upouštět. Pokud musí pracovník ručně nakládat, otáčet nebo upravovat váš díl, protože příruba je příliš nepohodlný na uchopení, náklady na práci prudce rostou.
Chcete-li získat levnější nabídku z obchodů, jako je ten náš, navrhněte s standardní nástroje na paměti. Udržujte si poloměry ohybu konzistentní (např. shodné s kódem tloušťka materiálu) v celém dílu.
Fáze 1: Jaké jsou nejčastější chyby CAD a materiálu?
Než začnete uvažovat o ohýbání kovu, musíte začít s bezchybným digitálním základem. Podívejme se na základní chyby v CAD a materiálu, které ničí projekty ještě předtím, než se dostanou do dílny.
Lze navrhnout plech jako pevný blok?
Plechy je výrobní materiál, který se vyznačuje rovnoměrnou, plochou strukturou, která je řezána a ohýbána, spíše než pevný blok oceli, který je vyřezáván do tvaru. To znamená, že celý díl musí mít přesně stejnou tloušťku. Často odmítáme soubory, u nichž konstruktér vymodeloval tzv. Rozměr 16 (1,5 mm), ale nějakým způsobem přidal do sestavy spodní panel o tloušťce 3 mm. Udržujte materiál všude jednotný.
Jaké jsou reálné tolerance pro ohýbání plechů?
CNC obrábění dokáže udržet šíleně přísné tolerance. Plech to nedokáže. Lisovací brzdy ohýbají kov. Ohýbáním se materiál roztahuje. Roztahování posouvá konečné rozměry. Pokud u velkého skládaného hliníkového krytu požadujete těsnou toleranci ±0,002 palce (0,05 mm), dílna si za pokus o její dodržení naúčtuje celé jmění. Plechárna tolerance je přijatelná rozměrová odchylka, která se řídí normami, jako je např. ISO 2768, obvykle se pohybuje kolem ±0,010” až ±0,015”. Těsné tolerance používejte pouze tam, kde se díly skutečně spojují.
Záleží při konstrukci plechů na směru zrna?
Zrnitost materiálu je strukturní vlastnost válcovaných kovů, která určuje směr fyzikální pevnosti. Když používáme materiály jako např. 304 nerezová ocel nebo Hliník 5052, zrno určuje pevnost. Lisovací brzdy působí na kov silou. Ohýbání rovnoběžně se zrnem oslabuje strukturu. Oslabené struktury pod tlakem praskají. Díl vždy navrhujte tak, aby se ohýbal napříč vláken.

Fáze 2: Jaké jsou největší chyby při řezání a ohýbání?
Jakmile je základní soubor CAD a výběr materiálu zcela uzamčen, je dalším krokem optimalizace návrhu pro fyzický proces řezání a ohýbání. Právě zde většina teoretických návrhů v reálném světě selhává.
Proč byste se měli vyhnout ostrým vnitřním rohům v plechu?
Dokonalé vnitřní rohy o 90 stupňů vypadají na obrazovce skvěle. Ale ve skutečnosti, lasery a údery řezání kovu. Řezy s nulovým poloměrem vytvářejí zátěžové stoupačky. A zátěžový stoupač je lokalizovaný mikroskopický defekt. Defektní oblasti koncentrují fyzikální sílu. Koncentrovaná síla při ohýbání trhá kov. Malé poloměry tuto sílu rozkládají. Rozložená síla zabraňuje trhání.
Jak blízko můžete umístit otvor do ohybu plechu?
Lisovací brzdy ohýbají kov. Ohýbáním se materiál roztahuje. Roztahování deformuje okolní otvory. Deformované otvory blokují spojovací prvky při montáži. Použijte průmyslový standard Pravidlo 4T (jak je široce doporučováno Výrobce): Udržujte všechny otvory ve vzdálenosti nejméně čtyřnásobku tloušťky materiálu od linie ohybu.
Proč potřebujete v plechu odlehčovací řezy na ohyb?
Přemýšlejte o skládání tlusté lepenkové krabice. Ohýbačky skládají kovové příruby. Ohýbání nutí sousední kov k pohybu. Omezený kov se v rozích trhá. V místě, kde se stýkají dva ohyby, vždy navrhněte malý zářez (minimálně o velikosti tloušťky vašeho materiálu plus poloměru ohybu). A odlehčení ohybu je specifický prvek CAD tvořený malým řezem nebo zářezem, který poskytuje plechu potřebný prostor pro roztažení a pohyb bez roztržení.
Jaká je minimální délka příruby pro ohýbání plechů?
A příruba je prvek plechu, který se vyznačuje plochou hranou ohnutou podél přímky. Lisovací brzda vtlačuje kov do spodní výlisek. Spodní matrice podpírá přírubu. Krátké příruby nemají dostatečnou plochu. Nedostatečná plocha způsobuje prokluzování kovu. Prokluzování ničí díl. Obecně platí pravidlo, že se ujistěte, že vaše délka příruby je nejméně čtyřnásobek tloušťky materiálu.
Fáze 3: Jak hardware a povrchové úpravy ovlivňují váš design?
Po úspěšném vyřezání a ohýbání kovu je třeba díl ještě smontovat a natřít. Přejděme k fázi po výrobě a prozkoumejme, jak výběr hardwaru a dokončovací procesy ovlivňují vaši konečnou konstrukci.
Proč je třeba uvádět přesná čísla hardwarových dílů?
Nenakreslete jen otvor a nenapište “sem přidejte matici”. Existují tisíce různých spojovacích prvků. Pokud neuvedete přesné číslo dílu (jako např. Matice PEM® S-M4-1 nebo konkrétní standoff), musí naši inženýři hádat. Řekněte nám přesně, jaký hardware chcete, aby výroba pokračovala.

Jakou tloušťku přidává práškové lakování plechů?
Práškové lakování je suchý dokončovací proces, při kterém se na díl přidá měřitelná fyzická vrstva tloušťky - obvykle 0,002” až 0,005” na stranu, v závislosti na typu dílu. Institut pro práškové lakování (PCI) specifikace. Práškové lakování zvyšuje fyzickou tloušťku. Přidaná tloušťka snižuje vůle otvorů. Zmenšené vůle se zasekávají v párujících se dílech. Otvory a párující se díly vždy trochu zvětšete, abyste ponechali místo pro povrchovou úpravu.
Fáze 4: Jak připravit návrh na předání?
Nyní, když je váš díl dokonale navržen pro výrobu, montáž a konečnou úpravu, je posledním krokem efektivní předání vaší vize vašemu výrobnímu partnerovi. Zde je návod, jak byste měli strategicky naplánovat předání.
Jak se mění konstrukce plechů od prototypu k sériové výrobě?
To, co funguje u prototypu, vám při sériové výrobě zničí rozpočet. Vezměte si například svařování. Ruční Svařování metodou TIG je v pořádku pro jeden rychlý hliníkový box. Pokud jich ale potřebujete 5 000, zaplatit člověka, aby svařil každý šev, trvá věčnost. Při velkých objemech vždy doporučujeme klientům přejít na bodové svařování, nýty, nebo blokování provedení s drážkami a záložkami.
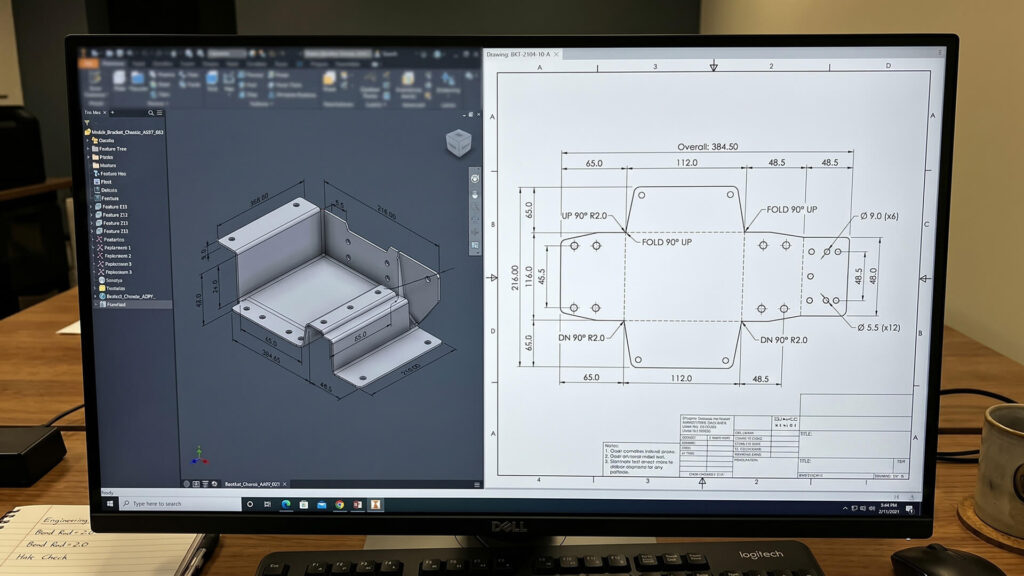
Jaké soubory je třeba zaslat výrobci plechů?
Chcete-li získat rychlou a přesnou nabídku, musíte výrobci plechů zaslat kompletní digitální balíček, který obsahuje 3D modely CAD, 2D ploché vzory a podrobné technické výkresy. Při odesílání souborů společnosti ShincoFab nebo kterékoli jiné dílně použijte přesně tento kontrolní seznam:
- Soubory STEP jsou univerzální 3D modely CAD, které se používají k bezproblémovému přenosu geometrie dílů do softwaru CAM pro výrobce (např. Radan nebo Metalix).
- Ploché vzory jsou 2D geometrické soubory (DXF/DWG), které zobrazují přesný rovný, neohnutý stav plechového dílu.
- Výkresy ve formátu PDF jsou technické referenční dokumenty, které uvádějí přesné specifikace materiálu, hardware, povrchovou úpravu a kritické tolerance.
Závěr
Navrhování plechů nemusí být jen hádání. Když se budete řídit těmito jednoduchými pravidly, přestanete navrhovat díly, jejichž výroba je nemožná nebo drahá.
I ty nejlepší návrhy samozřejmě potřebují solidního výrobního partnera, který je uvede do života. Na adrese ShincoFab, každý den řežeme, ohýbáme a svařujeme plechy. Rádi vidíme, že nám do schránky přicházejí čisté soubory CAD, ale náš tým inženýrů také ví, jak vám pomoci odhalit záludné chyby ještě předtím, než se váš kov dostane na laser.
Až budete připraveni na cenovou nabídku, pošlete nám své soubory STEP a PDF. Dáme se do práce a proměníme váš digitální model v dokonalý fyzický díl.

