
Som det ledande ingenjörsteamet på ShincoFab, Vi granskar hundratals CAD-filer varje vecka. Dag ut och dag in ser vi exakt samma misstag i plåtkonstruktionen. De ser perfekta ut på din SolidWorks eller AutoCAD men de orsakar enorma huvudvärk när de faktiskt når vår skärm. kantpressar och laserskärare. För dig innebär det försenade leveranser, skrotade delar och en spräckt budget.
Du vill konstruera delar som är lätta att tillverka och billiga att producera. I den här guiden visar jag dig exakt hur du gör det baserat på tusentals verkliga projekt som vi har kört genom vår verkstad. Du kommer att upptäcka de vanligaste konstruktionsfällorna och de enkla reglerna för att åtgärda dem.
Hur kan bra plåtdesign spara tid och pengar?
Du designar en detalj på din skärm och den ser perfekt ut. Men när den kommer från verkstaden är hålen inte i linje med varandra. Vi har alla varit med om det.
Förra månaden skickade en kund en komplex konsoldesign till oss med icke-standardiserade böjningsradier. Vi var tvungna att pausa produktionen i två veckor bara för att beställa anpassade verktyg.
Rätt plåtdesign från början löser dessa problem genom att göra tillverkarens jobb enklare och eliminera behovet av manuella lösningar. Bra plåtdesign sparar tid och pengar direkt på tre stora sätt:
- Lägre priser: Rena konstruktioner kräver mindre manuell inställning. Om vi kan köra din detalj på vår automatiserade CNC-bockning av paneler utan att byta ut dör, betalar du mindre pengar.
- Snabbare leverans: Ingen behöver pausa ditt projekt för att skicka ett e-postmeddelande om en trasig CAD-fil.
- Inga bortkastade delar: Du får exakt vad du behöver på första försöket.
Hur blåser designfel i hemlighet upp din plåtoffert?
Felaktig plåtdesign höjer din tillverkningsoffert genom att tvinga tillverkarna att överge snabba, automatiserade maskiner till förmån för dyrt, manuellt arbete och anpassade verktyg. Här är exakt hur dina designval i hemlighet driver upp kostnaderna på produktionsgolvet:
- Använda anpassade böjningsradier: Med CAD-programvara kan du skriva in vilken böjningsradie du vill. Men på verkstadsgolvet använder våra operatörer vanliga fysiska V-dies till luftböjning metallen. Om du väljer en slumpmässig radie (t.ex. 3,14 mm istället för en standardverktygsstorlek) måste verkstaden beställa ett specialverktyg eller använda en långsam, manuell process.

- Tvinga fram manuella uppställningar: Automatiserade maskiner är snabba och billiga. Komplexa konstruktioner tvingar verkstäderna att överge dessa maskiner. Om en arbetare måste ladda, vrida eller justera din del manuellt på grund av en fläns är för besvärlig att greppa, skjuter arbetskostnaderna i höjden.
För att få en billigare offert från butiker som vår, utforma med standardverktyg i åtanke. Behåll din böjningsradier konsekvent (t.ex. genom att matcha materialtjocklek) över hela din del.
Fas 1: Vilka är de vanligaste CAD- och materialmisstagen?
Innan du ens tänker på att bocka metall måste du börja med en felfri digital grund. Låt oss titta på de grundläggande CAD- och materialfel som får projekt att spåra ur innan de ens når verkstadsgolvet.
Kan du konstruera plåt som ett massivt block?
Plåt är ett tillverkningsmaterial som kännetecknas av en enhetlig, platt struktur som skärs och böjs, snarare än ett massivt stålblock som skulpteras till form. Det innebär att hela din del måste ha exakt samma tjocklek. Vi avvisar ofta filer där en designer har modellerat en 16-kalibrig (1,5 mm) men har på något sätt lagt till en 3 mm tjock bottenpanel i monteringen. Håll materialet enhetligt överallt.
Vad är realistiska toleranser för bockning av plåt?
CNC-bearbetning kan hålla galet snäva toleranser. Plåt kan inte det. Pressbromsar böjer metallen. Böjningen töjer ut materialet. Sträckning förskjuter de slutliga måtten. Om du ber om en snäv tolerans på ±0,002 tum (0,05 mm) på ett stort vikt aluminiumhölje kommer verkstaden att ta ut en förmögenhet för att försöka uppnå den. En plåtslagare tolerans är en acceptabel dimensionsavvikelse som styrs av standarder som ISO 2768, vanligtvis runt ±0,010” till ±0,015”. Använd endast snäva toleranser där delar faktiskt ansluter.
Spelar kornriktningen någon roll i plåtdesign?
Material korn är en strukturell egenskap hos valsade metaller som dikterar riktningen för den fysiska styrkan. När vi använder material som 304 rostfritt stål eller 5052 aluminium, är det ådringen som bestämmer styrkan. Kantpressar utövar kraft på metallen. Böjning parallellt med fiberriktningen försvagar strukturen. Försvagade strukturer spricker under tryck. Konstruera alltid din detalj så att den böjs tvärs fiberriktningen.

Fas 2: Vilka är de största blunderna när det gäller kapning och bockning?
När din grundläggande CAD-fil och dina materialval är helt låsta, är nästa steg att optimera din design för de fysiska skär- och bockningsprocesserna. Det är här de flesta teoretiska konstruktioner misslyckas i den verkliga världen.
Varför ska man undvika skarpa invändiga hörn i plåt?
Perfekta 90-graders invändiga hörn ser bra ut på en skärm. Men i verkligheten.., lasrar och slag kapa metallen. Nollradiusskärningar skapar stresshöjare. A stresshöjare är en lokaliserad mikroskopisk defekt. Defekta områden koncentrerar fysisk kraft. Den koncentrerade kraften sliter sönder metallen vid böjning. Små radier fördelar denna kraft. Fördelad kraft förhindrar rivning.
Hur nära kan man sätta ett hål i en plåtböj?
Tryckbromsar böjer metallen. Böjningen töjer ut materialet. Sträckningen förvrider närliggande hål. Snedvridna hål blockerar fästelementen under monteringen. Använd industristandard 4T-regel (som allmänt rekommenderas av Fabrikören): Håll alla hål minst fyra gånger materialtjockleken borta från bockningslinjen.
Varför behöver du böjavlastningsskärningar i plåt?
Tänk på att vika en tjock pappkartong. Bockningsmaskiner viker metallflänsarna. Vikningen tvingar den intilliggande metallen att röra sig. Begränsad metall slits sönder i hörnen. Konstruera alltid en liten skåra (minst lika stor som materialtjockleken plus bockningsradien) där två bockningar möts. A böjavlastning är en specifik CAD-funktion som består av en liten skärning eller skåra som ger plåten det nödvändiga utrymmet för att sträcka sig och röra sig utan att gå sönder.
Vilken är den minsta flänslängden för bockning av plåt?
A fläns är en plåtfunktion som kännetecknas av en plan kant som böjs längs en rak linje. Kantpressen trycker in metallen i nedre matris. Den nedre matrisen stöder flänsen. Korta flänsar saknar tillräcklig yta. Otillräcklig yta gör att metallen glider. Glidning förstör detaljen. Som en tumregel bör du se till att din flänslängd är minst 4 gånger materialtjockleken.
Fas 3: Hur påverkas din design av hårdvara och ytbehandlingar?
Efter att metallen har kapats och bockats måste din del fortfarande monteras och ytbehandlas. Låt oss gå över till efterbearbetningsfasen och undersöka hur val av hårdvara och efterbearbetningsprocesser påverkar din slutliga design.
Varför måste du ange exakta artikelnummer för hårdvara?
Rita inte bara ett hål och skriv “lägg till mutter här”. Det finns tusentals olika fästelement. Om du inte anger det exakta artikelnumret (t.ex. en PEM®-mutter S-M4-1 eller en specifik avvaktande) måste våra ingenjörer gissa. Berätta för oss exakt vilken hårdvara du vill ha så att produktionen kan fortsätta.

Hur mycket tjocklek ger pulverlackering på plåt?
Pulverlackering är en torr ytbehandlingsprocess som lägger till ett mätbart fysiskt lager av tjocklek på din detalj - vanligtvis mellan 0,002” och 0,005” per sida, beroende på Institutet för pulverlackering (PCI) specifikationer. Pulverlackering ger ökad fysisk tjocklek. Den ökade tjockleken minskar hålens spelrum. Minskade spelrum blockerar passande delar. Gör alltid hålen och de passande delarna lite större så att det finns plats för ytbehandlingen.
Fas 4: Hur ska du förbereda din design för handoff?
Nu när din detalj är perfekt utformad för tillverkning, montering och efterbehandling är det sista steget att effektivt kommunicera din vision till din tillverkningspartner. Så här bör du lägga upp strategin för din överlämning.
Hur förändras plåtkonstruktionen från prototyp till massproduktion?
Det som fungerar för en prototyp kommer att krossa din budget vid massproduktion. Ta till exempel svetsning. Handbok TIG-svetsning är bra för en snabb aluminiumlåda. Men om du behöver 5 000 av dem tar det evigheter att betala en människa för att svetsa varje söm. För stora volymer råder vi alltid våra kunder att byta till punktsvetsning, nitar, eller sammankopplade mönster med flikar och spår.
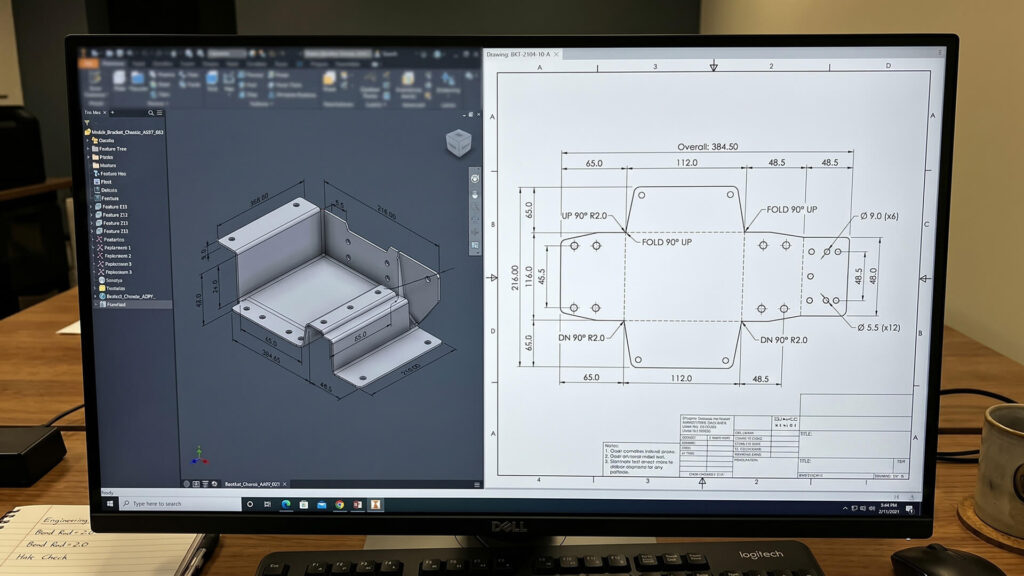
Vilka filer behöver du skicka till en plåttillverkare?
För att få en snabb och korrekt offert måste du skicka din plåttillverkare ett komplett digitalt paket som innehåller 3D CAD-modeller, 2D-mönster och detaljerade tekniska ritningar. Använd den här exakta checklistan när du skickar dina filer till ShincoFab eller någon annan butik:
- STEP-filer är universella 3D CAD-modeller som används för att sömlöst överföra detaljgeometri till tillverkarens CAM-programvara (som Radan eller Metalix).
- Plana mönster är 2D-geometriska filer (DXF/DWG) som visar det exakta plana, oböjda tillståndet för en plåtdel.
- PDF-ritningar är tekniska referensdokument som anger exakta materialspecifikationer, hårdvara, ytbehandling och kritiska toleranser.
Slutsats
Att designa plåt behöver inte vara en gissningslek. När du följer dessa enkla regler slipper du konstruera delar som är omöjliga eller dyra att bygga.
Även den bästa designen behöver naturligtvis en solid tillverkningspartner för att förverkligas. På ShincoFab, Vi skär, bockar och svetsar plåt varje dag. Vi älskar att se rena CAD-filer i vår inkorg, men vårt ingenjörsteam vet också hur vi kan hjälpa dig att upptäcka de lömska misstagen innan din metall någonsin når lasern.
När du är redo för en offert skickar du dina STEP-filer och PDF:er till oss. Låt oss sätta igång och förvandla din digitala modell till en perfekt fysisk del.

