Zit je vast tussen 5052-H32 en 6061-T6 aluminium? Je bent niet de enige.
Als hoofdfabrikant hier bij ShincoFab, Ik loop al meer dan tien jaar op onze werkvloer en ik zie bijna wekelijks engineers en inkopers de verkeerde legering specificeren. Een verkeerde keuze ziet er niet alleen slecht uit op papier. Het leidt tot gebarsten metaal op onze afkantpersen, kleverig aluminium dat aan onze dure CNC-frezen wordt gelast en duizenden dollars aan verspilde projectbudgetten. Ik wil je behoeden voor deze dure, echte fouten.
In deze snelle gids krijg je duidelijke antwoorden vanuit het perspectief van de fabrieksvloer. Geen saaie scheikundelessen. Ik beloof je precies te laten zien wanneer je 5052 moet gebruiken, wanneer je 6061 moet gebruiken, hoe ze zich gedragen onder onze TIG-lassers en zelfs hoe je je project kunt redden als je per ongeluk het verkeerde metaal hebt besteld.
Hier lees je precies hoe je het juiste metaal kiest voor je blauwdruk.
De juiste legering kiezen
Laten we de lange intro overslaan en meteen ter zake komen. De keuze tussen deze twee metalen hangt af van wat je ermee van plan bent.
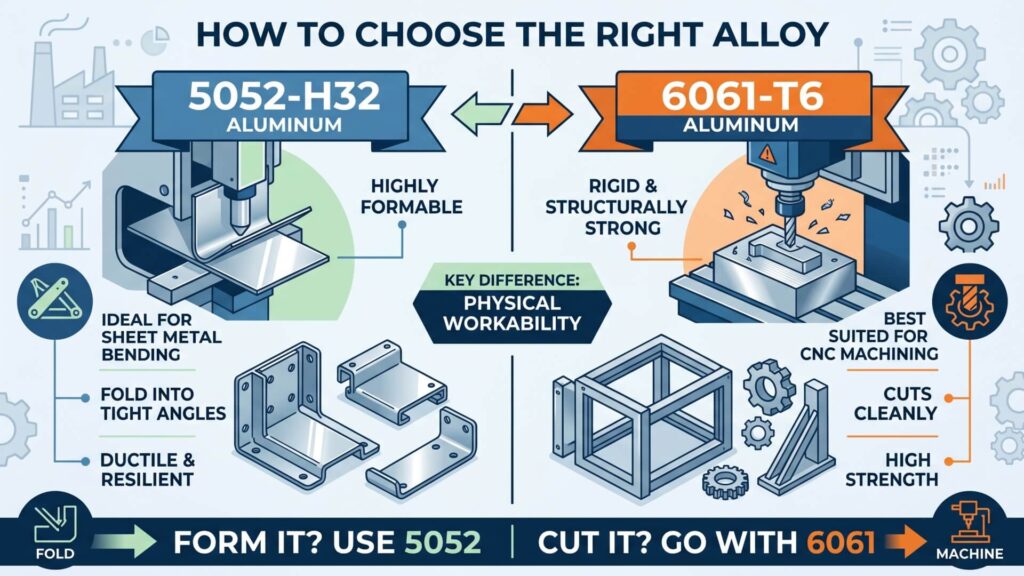
Het belangrijkste verschil tussen 5052-H32 en 6061-T6 aluminium is hun fysieke bewerkbaarheid. 5052-H32 is zeer vormbaar en ideaal voor buigen van plaatmetaalterwijl 6061-T6 is stijf, structureel sterk en het meest geschikt voor CNC-bewerking en zware dragende frames.
- Kies 5052-H32 als je het moet buigen. Dit is je beste vriend voor plaatwerk. Je kunt het in krappe hoeken vouwen zonder het metaal te scheuren.
- Kies 6061-T6 als je het moet bewerken. Deze legering is gemaakt voor pure sterkte. Het snijdt zuiver in een CNC machine en is perfect voor zware structurele onderdelen.
Als je het vormt, gebruik dan 5052. Als je het snijdt, gebruik dan 6061.
Waar wordt aluminium 5052-H32 het beste voor gebruikt?
Als uw blauwdruk complexe plaatstalen behuizingen omvat, zal 5052-H32 uw leven (en dat van uw constructeur) veel gemakkelijker maken. Bij ShincoFab is dit onze onbetwiste kampioen voor kantperswerk.
Waarom je het leuk zult vinden
- Het vormt zich zonder te breken. Je kunt het in krappe hoeken vouwen, waarbij meestal een minimale buigradius van slechts 1 tot 1,5 keer de materiaaldikte mogelijk is. In tegenstelling tot stijvere metalen buigt 5052 soepel over onze V-dies. Ik heb persoonlijk onze operators de hele dag 1/8″ 5052 zien buigen tot een perfecte hoek van 90 graden zonder ook maar één microbreuk op de buiglijn.
- Het gaat roest tegen. Omdat er geen koper in zit, overleeft het ruwe omgevingen buitenshuis. We bouwen regelmatig hardware op maat voor de scheepvaart uit 5052 en het houdt perfect stand, zelfs bij spetters zout water.
- Het bespaart je geld. Omdat het zich zo moeiteloos vormt zonder dat er reliëfsneden of warmtebehandelingen nodig zijn, bespaar je uren duur werk in de werkplaats. En bij maatwerk is machinetijd je grootste kostenpost.
Waar het het beste werkt
Omdat het zo goed tegen water en buigen kan, zie je dit metaal overal buiten en in custom fab shops.
- Bootrompen en scheepsbeslag.
- Metalen behuizingen op maat voor elektronica.
- Brandstoftanks voor voertuigen.
- Duurzame dakpanelen.
Terwijl 5052 uitblinkt in vervormen en het trotseren van de elementen, vereisen projecten die zware, onverzettelijke structurele ondersteuning vereisen een heel andere aanpak.
Wat is 6061-T6 Aluminium Beste Gebruikt Voor?
Als 5052 de flexibele plaatatleet is, dan is 6061-T6 de structurele bodybuilder. We halen dit materiaal uit het rek als een klant een onderdeel nodig heeft dat zware mechanische belastingen moet kunnen dragen.
Waarom je het leuk zult vinden
- Het is extreem sterk. Deze legering levert een indrukwekkende structurele sterkte. Volgens de ASM/MatWeb Aluminium 6061-T6 materiaalgegevensblad, De uiteindelijke treksterkte is ongeveer 45.000 psi (310 MPa), wat helpt verklaren waarom het goed presteert in dragende toepassingen.
- Het werkt prachtig. Dit is het favoriete aluminium van onze CNC-bewerkers. In plaats van te smelten en gereedschap te vervuilen, breekt het af in scherpe, schone spanen. Als je dat soepele, consistente gezoem van de CNC frees hoort, weet je dat hij 6061-T6 freest.
- Het houdt strakke toleranties. Als je een precisiebeugel wilt laten bewerken met een tolerantie van +/- .005 inch, dan levert 6061 elke keer weer een onberispelijke, stijve afwerking.
Waar werkt het het beste?
Je vindt 6061 overal waar een onderdeel taai, veilig en lichtgewicht moet zijn.
- Stijve, hoogwaardige autoframes.
- Zware montagebeugels.
- Onderdelen voor lucht- en ruimtevaart en vliegtuigen.
- Eersteklas mountainbikeframes.
Naast de basislegeringen zie je specifieke achtervoegsels (-H32 en -T6) aan deze materialen. Deze temperatuuraanduidingen veranderen drastisch hoe het metaal presteert.
Waarom doen de letters en cijfers (-H32 en -T6) er eigenlijk toe?
Die extra letters en cijfers zijn niet zomaar willekeurige codes. Ze vertellen je de “hardheid” van het metaal, gebaseerd op de Aluminium Association's temperatuuraanduidingssysteem. Dit betekent simpelweg hoe de fabriek het aluminium heeft behandeld voordat het naar jou werd verzonden.
- Wat -H32 betekent: Dit staat voor “strain-hardened”. De fabriek heeft het metaal fysiek gerold en bewerkt om het sterk te maken. Maar hier is het voordeel voor jou: het behoudt zijn elasticiteit. Door de -H32 harding rekt 5052 net genoeg uit om scherpe bochten aan te kunnen zonder te breken.
- Wat -T6 betekent: Dit staat voor “warmtebehandeld”. De fabriek heeft het metaal gebakken en snel afgekoeld om de materialen aan elkaar te bevestigen. De -T6-toestand is het geheim achter de enorme structurele integriteit en extreme stijfheid van 6061.
De hardheid dicteert volledig hoe het metaal reageert op mechanische spanning.
De kop-tegen-kop wedstrijd
Bij het vergelijken van 5052-H32 en 6061-T6 Direct hangt de beste keuze sterk af van je productieproces. 5052-H32 blinkt uit in vervormbaarheid, buigen van plaatwerk en hoge corrosiebestendigheid. In tegenstelling, 6061-T6 is de superieure keuze voor structurele toepassingen met hoge sterkte en CNC precisiebewerking. Hier volgt een kort overzicht:
| Eigendom | 5052-H32 | 6061-T6 |
|---|---|---|
| Beste voor | Plaatwerk vormen & maritiem gebruik | Constructieframes & CNC-onderdelen |
| Bewerkbaarheid | Slecht (kleverig, smelt gemakkelijk) | Uitstekend (knapperige, schone chips) |
| Buigbaarheid | Uitstekend (strakke radius zonder scheuren) | Slecht (breekt of scheurt scherp) |
| Lasbaarheid | Uitstekend (behoudt structurele integriteit) | Goed (maar verliest sterkte bij de lasnaad) |
| Corrosiebestendigheid | Uitzonderlijk (weerstaat buiten-/zoutwater) | Goed (bescherming nodig tegen pitting) |
Sterkte vs. buigen (vervormbaarheid)
Terwijl 6061-T6 de leiding heeft in pure structurele belastbaarheid (45.000 psi), biedt 5052-H32 nog steeds een respectabele treksterkte van ongeveer 33.000 psi (228 MPa). Het echte verschil ontstaat wanneer je ze probeert te vormen. 6061 is gebouwd om een enorm gewicht veilig te dragen, maar vraag ons niet om het scherp te buigen. Ik heb letterlijk een geweerschot-achtige krak over de werkvloer gehoord wanneer een groentje probeerde 1/4-inch 6061-T6 in een scherpe hoek van 90 graden te buigen. Het metaal knapt meteen in tweeën. 5052 doet precies het tegenovergestelde; met zijn hoge rek vormt het een mooie, gladde radius op de kantpers zonder te scheuren.
Bewerking vs. lassen
Als je ons dwingt om zachte 5052 in een hogesnelheids CNC freesmachine te stoppen zonder de juiste gereedschappen, gedraagt het zich als warme kauwgom. Ik heb de productie moeten stopzetten om gesmolten 5052 van een $150 hardmetalen boor te beitelen. 6061 daarentegen werkt absoluut perfect.
Hoe zit het met lassen? Vraag het onze hoofd TIG lasser en hij zal je op een verborgen valkuil wijzen. Beide lassen mooi, maar de extreme hitte van de lastoorts ruïneert de ’-T6“ warmtebehandeling van 6061. Het metaal verliest zelfs enorm aan sterkte in de door warmte beïnvloede zone (HAZ). 5052 behoudt zijn structurele integriteit veel beter nadat het lasbad is afgekoeld.
De elementen overleven (corrosie)
Aluminium is over het algemeen goed bestand tegen roest. Maar 5052 tilt het naar een heel nieuw niveau. Het geheim zit hem in de chemie. Het bevat bijna geen koper. Dit gebrek aan koper maakt 5052 de ultieme outdoor survivor. Het is goed bestand tegen zout water en barre weersomstandigheden. 6061 doet het goed buiten, maar het zal na verloop van tijd gaan putten en corroderen als je het niet beschermt. We hebben ooit een partij kale 6061 onderdelen buiten laten liggen tijdens een vochtige week en ze begonnen te oxideren en te putten. 5052 doet dat niet.
Je portemonnee (kosten)
We geven allemaal om het eindresultaat. Over het algemeen kost 5052 iets minder per pond dan 6061. Maar de echte besparingen komen van de arbeid. Omdat 5052 zich zo gemakkelijk vormt zonder te barsten of speciale warmtebehandelingen nodig te hebben, bespaar je uren kostbare werktijd.
Welke legering werkt beter af?
Het uiterlijk is belangrijk. Je klanten willen onderdelen die er goed uitzien en lang meegaan. Hier zie je hoe beide metalen omgaan met verschillende afwerkingen.
- Ruw oppervlak en standaard anodiseren: 5052 ziet er meestal gladder uit in zijn ruwe, kale vorm. Het verdraagt ook perfect standaard kleuranodiseren.
- Harde pantserafwerkingen: 6061 is hier de duidelijke winnaar. Het neemt een Type III harde laag anodiseren (MIL-A-8625) prachtig. Dit geeft je onderdeel een sterke, dichte beschermende afwerking die zware krassen en alledaagse slijtage gemakkelijk tegenhoudt.
- Verf en poedercoating: Beide metalen houden verf en poedercoating ongelooflijk goed. Maak het oppervlak eerst schoon. Je kleur zal zich vastzetten en jarenlang blijven zitten.
Kan ik 6061-T6 aan 5052-H32 lassen?
Kun je deze twee metalen mengen? Ja. Fabrikanten doen het elke dag.
Het is gebruikelijk om een stijf skelet te bouwen van 6061 constructiebuizen. Vervolgens wikkel je dat sterke frame in flexibele 5052 plaatwerkpanelen. Je krijgt de exacte voordelen van beide legeringen in één geweldige constructie.
Hoe las je ze aan elkaar? Pak gewoon wat ER5356 vulstaaf, die is geclassificeerd onder AWS A5.10 specificaties voor blanke aluminium elektroden. Het verbindt deze ongelijksoortige metalen perfect en houdt je verbinding sterk.
Hoe de verkeerde legering redden?
We maken allemaal fouten. Soms wordt het verkeerde materiaal afgegeven bij het laadperron. Hier lees je hoe we die situaties in de fabriek oplossen:
- Als je 6061-T6 moet buigen: Probeer geen scherpe vouw. We lossen dit op door de buigradius van de tooling aanzienlijk te vergroten. Als je absoluut een krappe hoek nodig hebt, moeten we de autogeenbrander tevoorschijn halen en de buiglijn plaatselijk gloeien (zachter maken) zodat hij niet versplintert.
- Als je 5052-H32 moet bewerken: Om dat “bubblegum” kleverige effect te voorkomen, schakelen we over op extreem scherpe frezen met één groef en gepolijste groeven. We verhogen de koelvloeistof en passen de voedingssnelheden aan om de kleverige spanen af te voeren voordat ze op het gereedschap smelten.
Conclusie
Het kiezen van het juiste aluminium hoeft geen gokspelletje te zijn. Het komt allemaal neer op hoe het metaal reageert onder de machines.
Als je het materiaal vanaf de eerste dag goed hebt, bespaar je geld, verkort je de doorlooptijd en voorkom je enorme kopzorgen. We leven dit elke dag op de werkvloer hier bij ShincoFab. Als ervaren fabriek voor plaatbewerking weten we uit eerste hand dat het succes van uw aangepaste onderdelen volledig afhangt van de juiste legering op onze werkbanken.
Als je nu naar je blauwdruk kijkt en het nog steeds niet 100% zeker weet, gok dan niet. Neem contact op met ons ingenieursteam bij ShincoFab. We evalueren deze materialen de hele dag door en we staan klaar om je te helpen je volgende constructie meteen goed te krijgen.

