Ik heb jarenlang gewerkt met afkantpersen en plaatbewerking hier op de vloer bij ShincoFab. Ik weet precies hoe moeilijk het is om grote rondingen te maken zonder je budget op te blazen aan op maat gemaakte mallen, want ik heb klanten bijna zien weglopen van projecten wanneer ze $8,000 kregen voor alleen maar een op maat gemaakte rolmatrijs.
Als je efficiënt prototypes van gebogen onderdelen wilt maken, ben je hier op de juiste plek. In deze gids laat ik je precies zien hoe hobbelvormen werkt en hoe het je duizenden dollars kan besparen.
Je leert welke metalen je het beste kunt gebruiken, bij welk productievolume dit proces zinvol is en hoe je onderdelen ontwerpt die echt werken. Ik geef je ook drie belangrijke vragen die je aan je fabrikant moet stellen, zodat je niet voor zijn fouten hoeft te betalen.
Hier is alles wat je moet weten om je gebogen plaatdelen goed te laten maken, gebaseerd op duizenden uren die we hebben besteed aan het instellen van deze exacte bochten op onze eigen CNC-afkantpersen.
Wat is bobbelvorming?
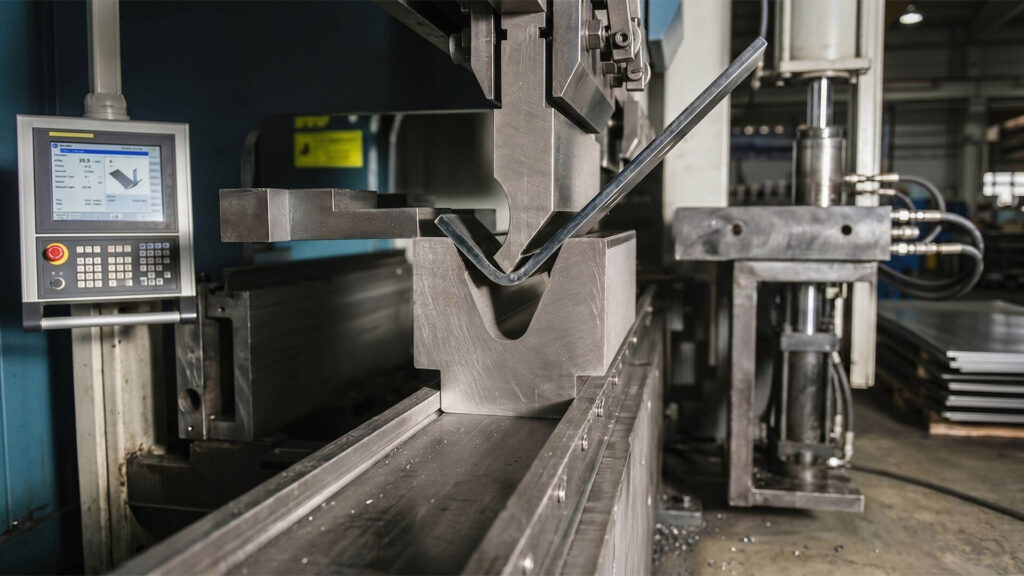
Een standaard afkantpers is geweldig voor het maken van scherpe hoeken. Maar wat als je ontwerp vraagt om een brede, doorlopende cilinder?
Dat is waar het buigen om de hoek komt kijken. Sommige mensen noemen het buigen van bobbels of trappen. Het is een zeer effectieve manier om een grote radius te maken in een vlak stuk plaatwerk.
In plaats van het metaal in één grote klap te buigen, breekt het stotend vormen het werk op. De machine maakt tientallen kleine, dicht op elkaar staande buigingen. Elke slag drukt het metaal typisch 2 tot 5 graden.
Als je deze kleine treffers naast elkaar stapelt, vormen ze een vloeiende, grote curve.
Bochtvormen is een plaatbewerkingsproces waarbij grote, vloeiende bochten worden gemaakt door tientallen kleine, dicht op elkaar geplaatste bochten te maken. Deze methode bouwt grote kegels en cilinders met behulp van standaard CNC afkantpersen en bespaart duizenden euro's doordat er geen speciaal hard gereedschap nodig is.
- Bouwt grote rondingen: Het verandert vlak metaal gemakkelijk in kegels, cilinders of vegen.
- Gebruikt standaard apparatuur: Het is gebaseerd op een normale CNC-afkantpers (zoals de Amada en Trumpf machines die we dagelijks gebruiken) in plaats van massieve, gespecialiseerde plaatrollen.
- Bespaart u geld: Je krijgt op maat gemaakte rondingen zonder duizenden dollars te betalen voor op maat gemaakt hard gereedschap.
Maar om die curve er perfect vloeiend uit te laten zien, zijn precieze wiskunde en zeer vaardige handen nodig. Ik zal je precies laten zien hoe dit proces werkt op de ShincoFab werkvloer.
Hoe werkt het bultvormingsproces eigenlijk?
Je kunt niet zomaar raden waar je het metaal moet buigen. Een succesvol hobbelvormig onderdeel vereist zorgvuldige planning voordat de machine wordt ingeschakeld. Wanneer ik een nieuwe blauwdruk op mijn bureau krijg, zijn dit de drie stappen die ons engineeringteam neemt om van een vlakke plaat een gladde curve te maken.
Stap 1: Rekenen
Voordat iets op de afkantpers wordt gebogen, moeten de technici de totale booglengte van de binnenbocht berekenen en de exacte radiusafstand bepalen. De radiusafstand dicteert de afstand tussen elke kleine bocht, die uiteindelijk bepaalt hoe glad of gefacetteerd het uiteindelijke gebogen metalen onderdeel eruit zal zien.
- Booglengte Dit is de totale lengte van de kromming aan de binnenkant van het metaal.
- Straalsteek: Dit is de exacte afstand tussen elke kleine bocht.
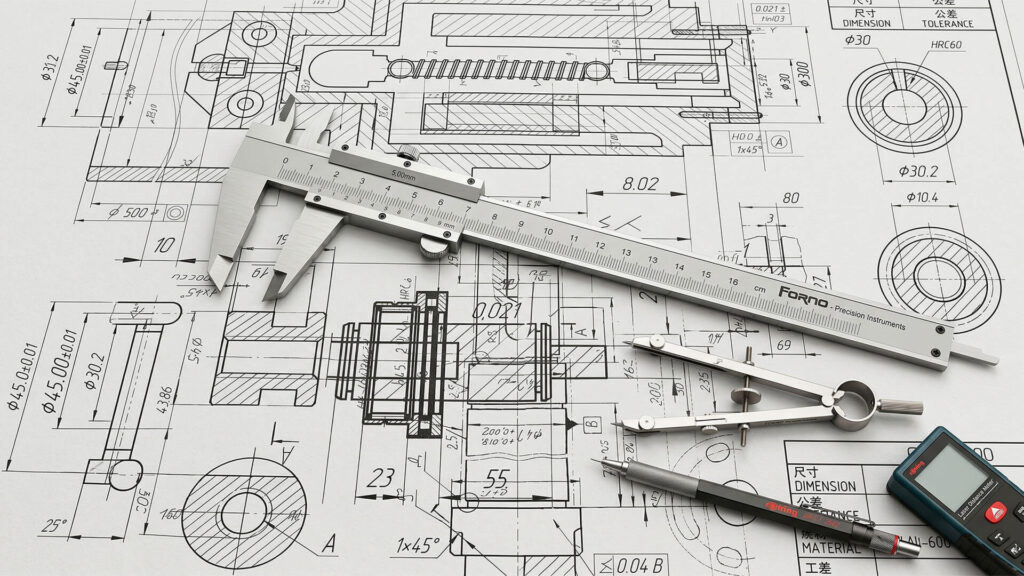
De radius van de worp is het geheim van een goed onderdeel. Als de steek smal is, is de afstand tussen de slagen klein. Hierdoor krijg je een mooie vloeiende curve. Maar meer slagen kosten meer tijd. We gebruiken meestal 3D-modelleringssoftware zoals SolidWorks‘ plaatwerkmodule om eerst de bochten te simuleren. Hierdoor kunnen we de wiskunde in evenwicht brengen om je de beste afwerking te geven zonder je geld te verspillen.
Stap 2: De afkantpers instellen
Zodra de wiskundige berekeningen compleet zijn, moet de operator van de afkantpers de machine zorgvuldig instellen door een ondermatrijsbreedte te kiezen die het dubbele is van de radiussteek en een zeer ondiepe bovenmatrijsdiepte in te stellen.
- Matrijs breedte: De opening van het ondergereedschap moet precies goed zijn. Het is meestal ongeveer het dubbele van de radiussteek. Als de matrijs te breed is, zakt het metaal te ver weg en wordt je kromming onregelmatig.
- Diepte pons: De machine buigt alleen het metaal 2 tot 5 graden per slag. De bovenste stoot drukt nauwelijks in het metaal en daalt meestal slechts 0,010 tot 0,030 inch in de matrijsopening.
Om de juiste diepte te krijgen is vaak vallen en opstaan nodig. Onze operators testen altijd eerst een stuk schroot van exact dezelfde materiaalbatch om rekening te houden met metaalterugvering. Een plaat 304 roestvast staal gedraagt zich onder druk bijvoorbeeld heel anders dan zacht staal.
Stap 3: Het metaal buigen
Nu begint het fysieke werk. De operator schuift de vlakke plaat tegen een terugloopblokkering die een achteraanslag wordt genoemd. De machine drukt naar beneden en maakt de eerste kleine bocht. De achteraanslag duwt het metaal dan naar voren met een precieze stap van 0,050 tot 0,125 inch. De machine slaat er weer op.
Dit herhaalt zich tientallen keren. Langzaam, stap voor stap, krult het vlakke vel in een vegende straal.
De operator stopt regelmatig om het onderdeel te controleren aan de hand van een aangepaste sjabloon (meestal lasersnijden we hiervoor een snelle houten of acrylprofielmeter in onze winkel). Als ze één klein foutje maken bij hit nummer twee, vermenigvuldigt die fout zich. Bij hit nummer veertig kan het hele onderdeel geruïneerd zijn.
Het vergt geduld, wiskunde en serieuze fysieke vaardigheid, maar het loont enorm als je het op de juiste manier gebruikt.

Wat zijn de grootste voordelen van Bump Forming?
Waarom vertrouwen zoveel ingenieurs en ontwerpers op stompvormen? Omdat het twee enorme problemen oplost: tijd en geld.
De grootste voordelen van stotervorming zijn de volledige eliminatie van dure voorafgaande gereedschapskosten, aanzienlijk snellere doorlooptijden voor prototypes en totale ontwerpflexibiliteit. Door gebruik te maken van standaard kantpersapparatuur kunnen constructeurs op maat gemaakte rondingen maken en gemakkelijk ontwerpen wijzigen zonder dat er nieuwe permanente mallen nodig zijn.
- Geen gereedschapskosten vooraf: Aangepaste mallen kosten duizenden dollars. Bij stompvormen worden standaardgereedschappen gebruikt die de fabrikant al bezit. U houdt dat geld in uw zak.
- Snellere doorlooptijden: Wachten op een aangepaste mal kan je project een maand of langer vertragen. Met stompvormen kan de werkplaats onmiddellijk beginnen. U krijgt uw onderdelen in dagen, niet in weken.
- Totale ontwerpflexibiliteit: Je bent niet gebonden aan één specifieke vorm. Moet je je ontwerp veranderen van een cilinder in een kegel? Of de radius van de kromming aanpassen? De operator verandert gewoon de wiskunde in de machine. Er zijn geen nieuwe mallen nodig.
Wat zijn de nadelen van bultvorming?
Ik heb klanten gehad die onze fabriek binnenliepen en dachten dat bumpforming een magische oplossing voor alles is. Dat is het niet. Het gaat gepaard met een paar verborgen hoofdpijnen.
De belangrijkste nadelen van stotervorming zijn onder andere de vereiste van zeer elitaire operatorvaardigheden, tijdrovende mathematische en malinstellingen en onvermijdelijk materiaalafval. De handmatige trial-and-error aard van het instellen van de exacte ponsdiepte betekent dat je altijd rekening moet houden met opgeofferde testonderdelen voordat je de productie afrondt.
- Elite operator vaardigheden: Dit is het moeilijkste werk dat je kunt doen op een afkantpers. Een operator heeft vijf tot tien jaar nodig om dit echt onder de knie te krijgen. Als je gebruik maakt van een goedkope werkplaats met junior operators, zul je vreselijke, gefacetteerde bochten zien die lijken op een stopbord.
- Tijdrovende installatie: Het eigenlijke buigen gaat snel. Maar de engineering vooraf is langzaam. Je constructeur moet ingewikkelde berekeningen maken en aangepaste sjablonen snijden om de krommingen te controleren.
- Materiaal afval: Om de ponsdiepte precies goed te krijgen, is vallen en opstaan nodig. We vertellen onze klanten altijd om rekening te houden met 1 of 2 opgeofferde testonderdelen om de machine in te stellen voordat je de uiteindelijke stukken maakt.
Vanwege deze nadelen is stompvormen niet altijd de beste keuze voor elk project. Soms is het verstandiger om geld uit te geven aan een permanente matrijs. Laten we het vormen van stompvormen eens vergelijken met harde matrijzen, zodat je de juiste keuze kunt maken.
Stompvormen vs. hard gereedschap: Welke moet je kiezen?
Je hebt twee manieren om gebogen metalen onderdelen te maken: stompvormen of hard bewerken. Hoe kies je? Het hangt allemaal af van je productievolume.
Hardtooling gebruikt een op maat gemaakte mal om je kromming in een enkele, zware slag te stempelen.
Als je moet kiezen tussen metaalvormmethoden, kies dan voor hard vervormen als je duizenden identieke onderdelen in massa produceert en strakke toleranties nodig hebt. Kies daarentegen voor stompvormen als u prototypes maakt of kleine series produceert, omdat u dan geen enorme gereedschapskosten hebt en de onderdelen in enkele dagen kunt leveren.
- Hard gereedschap: Kies deze als je duizenden onderdelen in massa produceert. Het levert zeer nauwkeurige, identieke stukken met nauwe toleranties. De aangepaste matrijs kan echter duizenden euro's kosten en het duurt vier weken om hem te maken.
- Hobbels vormen: Kies dit als je prototypes maakt of kleine series produceert. Je vermijdt de enorme voorafgaande gereedschapskosten volledig. Bovendien krijg je je onderdelen in dagen, niet maanden.
Kortom, hard gereedschap is voor schaal. Stompvormen is voor snelheid en flexibiliteit.
Wat is het break-even punt voor bultvorming?
Hoe weet je wanneer je moet stoppen met stootvorming? Het komt neer op eenvoudige wiskunde.
Stompvormen heeft geen gereedschapskosten, maar het handwerk is duur. Een ervaren operator moet elke bocht zorgvuldig controleren.
Het financiële break-even punt voor stotervorming ligt meestal tussen 100 en 200 onderdelen. Voor producties onder de 100 stuks blijft handarbeid goedkoper dan gereedschap. Zodra de productie echter de 200 stuks overschrijdt, wordt investeren in permanente harde tooling of gespecialiseerd plaatwalsen rendabeler.
- Minder dan 100 onderdelen: Blijf bij stompvormen. De hoge arbeidskosten zijn nog steeds veel goedkoper dan het kopen van een $5,000 aangepaste mal.
- Meer dan 200 onderdelen: Het is tijd om het stotend vormen achterwege te laten. Betaal voor het harde gereedschap of gebruik een speciale plaatwals. Bij dit volume zal de trage handarbeid je meer kosten dan het gereedschap.
Vergelijk altijd de prijs van de gereedschappen vooraf met de totale arbeidskosten per uur.
Wat zijn de beste metalen voor bultvorming?
Niet alle metalen overleven dit proces. Stotend vormen zet veel spanning op de plaat. In de loop der jaren hebben we op de harde manier geleerd welke metalen zich gedragen op de kantpers en welke terugvechten.
De beste metaalkeuzes
De beste metalen voor stotend vormen zijn zeer kneedbare materialen die kunnen rekken en bestand zijn tegen herhaaldelijke slagen van de kantpers zonder te breken. De beste keuzes zijn zacht staal voor zijn vergevingsgezindheid, 304 roestvrij staal voor duurzaamheid en standaard aluminiumlegeringen zoals 5052 voor lichtgewicht vervormbaarheid.
- Zacht staal: Dit is de absoluut beste keuze. Hij is vergevingsgezind en neemt soepel meerdere bochten.
- Roestvrij staal: Stevig en duurzaam. Het vereist meer druk van de machine, maar het houdt de curve mooi vast. Denk eraan dat de terugvering agressief is.
- Standaard aluminiumlegeringen (zoals 5052): De meeste kwaliteiten zijn licht van gewicht en zeer vormbaar. Zorg ervoor dat je de exacte kwaliteit met je winkel verifieert.
Te vermijden materialen
De slechtste materialen voor stootvormen zijn brosse of structureel aangetaste metalen die gemakkelijk breken onder herhaalde druk. Je moet geharde metalen zoals 6061-T6 aluminium, dat microscheurtjes vertoont onder druk, en geperforeerde platen, die onvoorspelbaar buigen door zwakke structurele plekken, volledig vermijden.
- Aluminium 6061-T6: Vermijd dit ten koste van alles. Het is een gehard, broos metaal. We hebben het letterlijk zien breken of microscheuren op de afkantpers. onder de stress van herhaalde klappen.
- Geperforeerde vellen: Metaal vol willekeurige gaten buigt onvoorspelbaar. De uitsparingen creëren zwakke plekken, waardoor je een ongelijkmatige, rommelige kromming overhoudt. dat ziet er verschrikkelijk uit, hoe goed de operator ook is.
Hoe ontwerp je betere voorgevormde onderdelen?
Een slecht ontwerp garandeert een slecht onderdeel. Je wilt het werk van de operator zo eenvoudig mogelijk maken.
Om betere stompgevormde onderdelen te ontwerpen, moeten ingenieurs de geometrische vormen eenvoudig houden, extreem krappe buigradii vermijden, de maattoleranties versoepelen en het metaal minder dan 24 inch breed houden. Ontwerpen met deze productielimieten in gedachten zorgt voor een soepeler proces en vermindert het risico op defecten.
- Eenvoudige vormen: Streef naar zuivere, ononderbroken curven. Complexe, gekartelde geometrieën verhogen de insteltijd en de kans op fouten aanzienlijk.
- Buigstralen: Forceer geen extreem krappe radius. Als je het metaal in een krappe bocht duwt, ontstaan er harde ribbels en wordt het onderdeel zwakker.
- Maattoleranties: Dit is een zeer handmatig proces. Het is afhankelijk van menselijke vaardigheden en vallen en opstaan. Geef de winkel een beetje ademruimte in je afmetingen (bijvoorbeeld ±0,030 tot ±0,060 inch toestaan in plaats van een strikte ±0,010), Vooral in lange bochten.
- Maximale breedte (24 inch): Naarmate het metaal breder wordt, wordt het ongelooflijk moeilijk om de buighoek perfect recht te houden. Als je onderdeel langer moet zijn dan 24 inch, overleg dan van tevoren met je fabrikant of zijn apparatuur dit aankan.
Zelfs bij een vlekkeloos ontwerp laat het vormen van bobbels een duidelijke afdruk achter. Omdat de curve eigenlijk bestaat uit tientallen kleine platte bochten, zie je vage lijnen op het metaal.
Maar wat als je een consumentenproduct maakt dat er onberispelijk uit moet zien? Laten we eens kijken hoe je die vlekken kunt verbergen.
Hoe verberg je buiglijnen na het stompvormen?
Bochtvorming creëert geen wiskundig perfecte curve. Het creëert een reeks kleine vlakke plekken.
Als je goed kijkt, zie je vage buiglijnen. Dit is prima voor een verborgen beugel in een machine. Maar het is een groot probleem als het onderdeel recht voor je klant zit.
Om de vage buiglijnen die ontstaan bij het kantrechten te verbergen, gebruiken fabrikanten cosmetische afwerkingstechnieken nadat het metaal de kantpers heeft verlaten. De beste methoden zijn handmatig slijpen en schuren van de ribbels, het aanbrengen van een dun laagje carrosserieplamuur of het gebruik van een dikke poedercoating met structuur.

- Slijpen en schuren: Een vakman kan de ribbels met de hand wegschuren met een dubbelwerkende schuurmachine. Het kost extra tijd, maar het werkt perfect voor kale metalen onderdelen.
- Carrosserievuller: Als je van plan bent om het metaal te verven, kun je de kleine deukjes gemakkelijk wegwerken met een dun laagje plamuur.
- Poedercoating: Een zware, 3 tot 5 mil structuurpoedercoating is fantastisch in het verbergen van kleine oppervlaktefoutjes. Het vult de buiglijnen op zonder dat je ze met de hand hoeft te schuren.
Waar wordt stompvorming in de echte wereld voor gebruikt?
Je denkt misschien dat stootvormen alleen geschikt is voor eenvoudige metalen beugels van laag niveau. Dat is niet zo. Grote industrieën vertrouwen elke dag op dit exacte proces.
Stompvormen wordt veel gebruikt in de belangrijkste industrieën om grote, gebogen plaatmetalen onderdelen te maken zonder dure gereedschappen. Bekende toepassingen zijn neuskegels en romppanelen voor de luchtvaart, gebogen spatborden voor auto's en aangepaste brandstoftanks en medische precisie-instrumenten of hulpmiddelen.

- Ruimtevaart: Ingenieurs gebruiken het om lichtgewicht neuskegels en vegende romppanelen te bouwen.
- Automotive: Winkels vertrouwen erop voor gebogen spatborden, oliecarters en aangepaste brandstoftanks.
- Medisch: Ontwerpers gebruiken het om prototypes te maken van medische precisie-instrumenten en hulpmiddelen.
Dit proces werkt duidelijk voor projecten waarbij veel op het spel staat. Maar vergeet niet dat je uiteindelijke onderdeel slechts zo goed is als de werkplaats die het maakt.
Welke vragen moet u uw fabrikant stellen voordat u begint?
Bochtvormen is een kunst. Je kunt je project niet toevertrouwen aan een beginneling. Wanneer klanten onze ShincoFab-faciliteit doorlichten, heb ik altijd respect voor de ingenieurs die de moeilijke vragen stellen.
Voordat u aan een project voor stootvormen begint, moet u uw fabrikant drie cruciale vragen stellen om hun expertise te verifiëren. Zorg ervoor dat ze weten hoe ze met materiaalterugvering moeten omgaan, controleer of ze aangepaste fysische sjablonen gebruiken om krommingen te controleren en bevestig dat hun afkantpers gebruik maakt van bomberingscompensatie.
- Materiaal terugvering: Vraag hoe ze omgaan met materiaalterugvering. Metaal veert van nature terug na een bocht. Een slimme werkplaats zal altijd eerst een proefstuk draaien om de exacte druk te berekenen die nodig is om dit terugveren te overwinnen.
- Aangepaste sjablonen: Vraag of ze aangepaste sjablonen gebruiken. Stoten is een zeer handmatig proces. De operator moet uw onderdeel vergelijken met een fysiek sjabloon. (zoals de lasergesneden exemplaren die wij gebruiken) na elke paar hits om ervoor te zorgen dat de curve perfect op schema blijft.
- Compensatie voor bekroning: Vraag of hun afkantpers een bomberingscompensatie gebruikt. Grote afkantpersen buigen in het midden door onder zware druk. Kroonvormingcompensatie duwt actief terug, waardoor de machine perfect vlak blijft zodat je onderdelen niet kromtrekken. Als ze niet weten wat kronen is, loop dan weg.
Als ze deze vragen met vertrouwen beantwoorden, ben je in goede handen.
Conclusie
Bochtvormen is geen magie. Het is gewoon een slimme, kosteneffectieve manier om grote gebogen onderdelen te maken zonder te betalen voor dure aangepaste mallen.
Als je prototypes bouwt of kleine series maakt, is dit gemakkelijk je beste optie. Je hebt alleen een solide ontwerp, het juiste metaal en een ervaren operator nodig.
In onze plaatwerkerij, ShincoFab, zien we elke dag weer hoe dit proces klanten tijd en geld bespaart. Het nauwkeurige rekenwerk en de fysieke vaardigheden betalen zich echt uit op de werkvloer.
Houd je productievolume onder controle. Vereenvoudig je bochten. Stel je constructeur de moeilijke vragen voordat je begint. Als je deze stappen volgt, wordt je volgende gebogen metalen project een groot succes.

