
Zeefdrukken op metaal is een nauwkeurig productieproces waarbij gebruik wordt gemaakt van een stencil en een strak gespannen gaaszeef om inkt rechtstreeks op een metalen oppervlak te drukken. Het creëert een permanente, chemisch bestendige hechting die ervoor zorgt dat logo's, veiligheidswaarschuwingen en tekst zware industriële omgevingen overleven waar goedkope stickers het zouden laten afweten.
Op ShincoFab, Ons team voor plaatbewerking drukt tienduizenden metalen onderdelen. We weten precies waardoor inkt permanent hecht aan blank aluminium en waarom het afschilfert als het verkeerd wordt aangebracht. In deze fabrieksgids leer je hoe het proces werkt, welke metalen en afwerkingen je het beste kunt gebruiken, hoe je de juiste inkt kiest, wat de werkelijke kosten van bulkorders zijn en hoe ons Quality Control (QC) team veelvoorkomende hechtingsproblemen oplost.
Wat is zeefdrukken op metaal?
Zeefdrukken op metaal is een uiterst nauwkeurig productieproces dat gebruik maakt van een op maat gemaakt stencil met foto-emulsie en een strak gespannen gaasdoek om inkt rechtstreeks op een metalen oppervlak te drukken. De inkt gaat alleen door de open mazen, waardoor een scherpe, permanente tekst of logo rechtstreeks op het substraat wordt gedrukt.
Hoe het proces werkt (op onze werkvloer)
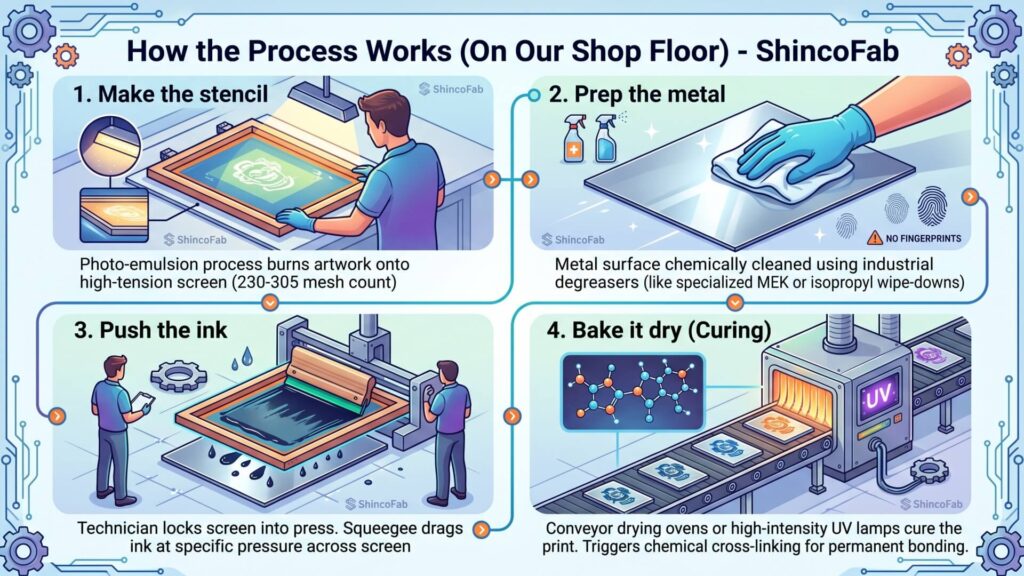
Laten we eens uit de doeken doen hoe dit bij ShincoFab in zijn werk gaat. Je hebt geen ingenieursdiploma nodig, maar je moet wel de fysieke realiteit van het proces begrijpen.
- Maak het sjabloon: Eerst brandt een foto-emulsieproces je kunstwerk op een gaaszeef. Voor fijne metalen tekst gebruiken we meestal een zeef met hoge spanning (meestal tussen 230 en 305 mazen) zodat de inkt het substraat niet overspoelt.
- Bereid het metaal voor: We vegen het metalen oppervlak af en maken het chemisch schoon met industriële ontvetters (zoals gespecialiseerde MEK- of isopropylreinigers). Als er een vingerafdruk op het metaal achterblijft, zal de inkt er later afbladderen.
- Druk op de inkt: Een technicus vergrendelt het scherm in onze drukpers over het metalen onderdeel. Een plat rubberen blad (rakel) sleept inkt over het scherm met een specifieke druk.
- Droog bakken (uitharden): Natte inkt op metaal is nutteloos. Droogovens of UV-lampen met hoge intensiteit harden de vers geprinte metalen onderdelen uit. Dit zorgt voor een chemisch proces van cross-linking, waardoor de inkt permanent aan het metaal wordt gehecht.
Waarom zou je voor zeefdrukken kiezen? (De voordelen)
Je vraagt je misschien af waarom je niet gewoon een vinyl sticker voor zwaar gebruik zou gebruiken. Het antwoord komt neer op stevigheid en professionele esthetiek.
Ingebouwde duurzaamheid voor ruwe omgevingen
Wanneer onze klanten op maat gemaakte behuizingen bestellen voor telecomapparatuur buitenshuis, overleven goedkope labels het niet.
Zeefdruk creëert een permanente hechting. Zodra onze ovens de inkt hebben uitgehard, is deze industrieel sterk.
- Weerbestendig: Het overleeft bakkende zon en zware UV-stralen zonder te vervellen.
- Chemisch bestendig: Motorolie, vet en sterke industriële oplosmiddelen besmeuren je tekst niet.
- Krasbestendig: We voeren vaak de ASTM D3359 cross-hatch hechtingstest op onze geprinte batches. Goed uitgeharde zeefdrukken schilferen niet, zelfs niet als je er met een mes tegenaan gaat.
Perfecte kleuraanpassing voor uw merk
Een vervaagd, off-color logo laat een geavanceerd elektronisch chassis er goedkoop uitzien. Bij ShincoFab zijn onze klanten geobsedeerd door hun merkkleuren.
Met zeefdruk krijg je nauwkeurige kleurovereenkomsten. We formuleren onze inkten strikt volgens de gestandaardiseerd Pantone matchingsysteem (PMS) om ervoor te zorgen dat je exacte merkkleuren nauwkeurig worden gereproduceerd.
- Levendige vaste stoffen: De inkt is dik en laat een heldere, voelbare afwerking achter die je echt kunt voelen.
- Geen pixelvorming: In tegenstelling tot digitale UV-vlakbedprinters leggen schermen een solide blok kleur neer zonder rare micro-banding of vage puntjes.
Hoe lang blijft zeefdrukinkt op metaal zitten?
Wanneer de inkt op de juiste manier is samengesteld en uitgehard, gaat zeefdrukinkt op metaal uitzonderlijk lang mee. Voor indoor industriële apparatuur, zal de print meestal langer meegaan dan de machine zelf, levendig blijven voor 10 tot 15 + jaar. Voor buitenbehuizingen die worden blootgesteld aan direct zonlicht, zwaar weer en UV-straling, gaan gekatalyseerde epoxy-inkten gemakkelijk 5 tot 7 jaar mee voordat de toplaag wordt aangetast. Door een beschermende blanke laklaag toe te voegen, kan de levensduur bij buitengebruik de 10 jaar ruimschoots overschrijden.
Hoeveel kost het eigenlijk? (Het perspectief van de fabrikant)

Laten we meteen naar de prijzen gaan. Als een klant me om een offerte vraagt, moet ik uitleggen dat je bij zeefdruk betaalt voor de voorbereiding, niet voor de afdruk.
Bulkprijzen besparen je geld
Het maken van een aangepast scherm kost werktijd. Een technicus bereidt het vectorbestand voor, brandt het sjabloon en kalibreert de pers. Deze vaste instelkosten variëren meestal van $50 tot $150 per kleur.
Als je maar 10 metalen beugels wilt laten printen, zijn de kosten per onderdeel hoog omdat je die $150 setupkosten verdeelt over 10 onderdelen (en dus $15 toevoegt aan elk onderdeel). Maar als je 1.000 eenheden bestelt? Dan draait de wiskunde om. Als onze pers eenmaal draait, kost het stempelen van elk extra onderdeel slechts enkele seconden.
- Kleine batches (1-50 stuks): Hoge kosten per onderdeel. (Hiervoor raad ik onze klanten vaak aan om over te schakelen op digitaal UV-printen als ze geen strikte duurzaamheidsvereisten hebben).
- Grote batches (100+ stuks): Zeefdrukkosten dalen tot slechts $0,10 tot $0,50 per onderdeel en zijn de absolute winnaar.
- Herhaalde bestellingen: Enorme besparingen. Bij ShincoFab slaan we uw schermen op in onze bibliotheek. Als je de volgende maand opnieuw bestelt, slaan we het installatieproces helemaal over.
Standaard doorlooptijden: De kosten zijn niet de enige factor; tijd is geld. Voor professionele B2B-fabrikanten variëren de standaard doorlooptijden voor grote hoeveelheden zeefdruk gewoonlijk van 5 tot 10 werkdagen, afhankelijk van de complexiteit van het voorwerk en de huidige ovenschema's.
Zeefdrukken vs. Lasergraveren en tampondrukken
Voordat u een markeermethode kiest, helpt het om te zien hoe zijdezeefdruk het doet in vergelijking met de alternatieven. Hier volgt een snelle vergelijking van de drie meest gebruikte industriële markeertechnieken:
| Functie | Zeefdruk | Lasergraveren | Tampondruk |
|---|---|---|---|
| Beste toepassing | Vlak plaatstaal, grote behuizingen, merklogo's | Serienummers, barcodes, naakte medische instrumenten | Gebogen onderdelen, ongelijke vormen, kleine interne wijzerplaten |
| Kleuropties | Exacte Pantone (PMS) matching, meerdere kleuren | Alleen één kleur (ruwe, gebrande metaaltint) | Beperkte steunkleuren per doorgang |
| Duurzaamheid | Hoog (chemisch en UV-bestendig) | Extreem (fysiek geëtst in substraat) | Matig (gevoelig voor fysiek krabben) |
| Volume Kosten | Extreem lage kosten per onderdeel op schaal | Middelmatige tot hoge kosten per onderdeel (langzaam proces) | Lage kosten per onderdeel |
Kun je dit thuis doen? (Zelf doen vs. een professional inhuren)
Ik zie vaak hobbyisten op forums die vragen of ze metaal kunnen zeefdrukken in hun garage. Ja, dat kan, maar het is veel moeilijker dan het bedrukken van een katoenen t-shirt.
Als je deze onderdelen aan B2B-klanten verkoopt, raad ik je ten zeerste aan om een professionele werkplaats in de arm te nemen. Waarom? Metaalinkten op basis van oplosmiddelen creëren giftige dampen die serieuze ventilatie en ademhalingsbescherming volgens OSHA-norm 1910.134. Nog belangrijker is dat doe-het-zelf-warmtepistolen de precieze omgevingstemperatuur van 300°F niet 20 minuten lang kunnen aanhouden. Ik heb paniekerige klanten gehad die ons doe-het-zelfklussen brachten waarvan het logo er tijdens het transport was afgewreven en die ons smeekten om ze te strippen en opnieuw te bedrukken met onze industriële ovens.
Materiaalkeuze voor metaal zeefdrukken
De combinatie van substraat en inkt bepaalt het succes van je afdruk. Dit is hoe we ze combineren op de werkvloer.
Welke metalen zijn het beste voor zeefdrukken?
Het oppervlak waarop je afdrukt, verandert volledig hoe de inkt reageert. De beste metalen voor zeefdrukken zijn aluminium, roestvrij staal, gepoedercoate metalen en geanodiseerd aluminium.
- Aluminium: Lichtgewicht en gemakkelijk om mee te werken. De inkt heeft een goede grip op ruw aluminium als het chemisch gereinigd wordt.
- Roestvrij staal: De heavy-duty tank. Het ziet er eersteklas uit, maar het kan glad zijn. We moeten vaak zorgen voor een vlekkeloze ontvettingsfase voordat we op geborsteld roestvrij staal drukken.
- Poedercoating (onze favoriet): Dit is een droomoppervlak voor zeefdrukken. De inkt vormt een permanente verbinding met een matte of satijnen poedercoating. Bovendien zijn gepoedercoate onderdelen al uitgehard op 400°F tijdens hun eigen coatingproces, zodat ze veilig bestand zijn tegen de ovencycli van 20 minuten die nodig zijn om tweedelige epoxy-inkten volledig te verknopen. Maar let op: poedercoatings met een sterke structuur (“zand” of “rimpel” afwerkingen) vervormen fijne tekst.
- Geanodiseerd aluminium: Het geeft een hightech uitstraling, maar de microscopische poreuze structuur van een anodische film Dit betekent dat standaardinkten niet goed hechten. Je moet de juiste gekatalyseerde inkt of solventkleurstoffen gebruiken die door deze nanometergrote poriën kunnen dringen, anders veegt de afdruk er uiteindelijk zo vanaf.
Welke inkten werken het best op metaal?
Inkt op metaal moet vechten om te overleven. Bij ShincoFab hebben we verschillende formules op voorraad voor verschillende gebruiksomgevingen.
- Oplosmiddelhoudende / Epoxy inkten (tweedelig): Dit zijn onze zwaargewichten. We mengen een verharder (katalysator) in de basisinkt in een strikte verhouding (meestal 10:1 of 4:1, afhankelijk van het merk) voordat we gaan drukken. Eenmaal gemengd heeft de inkt een beperkte “houdbaarheid” (meestal 4 tot 8 uur) voordat hij uithardt in de emmer en onbruikbaar wordt. Ze bijten zich chemisch vast in het metaal en zijn zeer goed bestand tegen agressieve chemicaliën. Eenmaal gebakken in onze ovens op 300°F gedurende 20 minuten, zijn ze bestand tegen extreme industriële slijtage.
- UV-geharde inkten: UV-geharde inkten zijn fotopolymeerformules die onmiddellijk uitharden wanneer ze worden blootgesteld aan geconcentreerd ultraviolet licht. Gemaakt voor pure snelheid, bestralen we het vers geprinte metaal met intense UV-lampen om de inkt binnen enkele seconden vast te vriezen. Ze zijn ideaal voor grote volumes elektronica binnenshuis.
Hoe maak je een kunstwerk op voor metaalzeefdrukken?
Als ik een dollar kreeg voor elke keer dat we een JPEG met lage resolutie ontvingen voor een afdrukopdracht...
Stel je bestanden correct in om vertragingen bij onze engineeringafdeling te voorkomen:
- Alleen vectorbestanden: We hebben .AI, .EPS of .PDF vectoren nodig. Geen JPEG's.
- Let op je vrije ruimte: Plaats tekst niet dichter dan 3 millimeter bij een scherpe plaatbocht of een verzonken gat. Het scherm kan daar niet plat drukken.
- Lijndikte en lettertypen: Inkt verspreidt zich enigszins op metaal. Houd lijnen minstens 0,010 inch dik en lettertypen boven 6-punts.
Waarom is de voorbereiding van het oppervlak niet-onderhandelbaar?
Zodra je digitale vectorkunstwerk is goedgekeurd en het gaasstencil is gebrand, begint de fysieke productiefase. Maar de beste inkt ter wereld blijft niet kleven op een vuile plaat. Ruw plaatwerk komt van onze CNC-machines bedekt met snijvloeistoffen en fijn metaalstof.
Als we de chemische waslijn overslaan, ziet de inkt er visueel prima uit. Als de onzichtbare restolie een week later verdampt, valt het logo er gewoon af. Daarom moet je nooit overhaast te werk gaan. Daarom moet je de voorbereiding nooit overhaasten. Het is de belangrijkste stap in ons hele fabrieksproces.
3 veelvoorkomende fouten op de werkvloer (en hoe onze QC ze oplost)

Zelfs professionals lopen tegen problemen aan. Als een partij er slecht uitziet en bij onze kwaliteitscontrole aankomt, heeft dat meestal een van deze drie redenen:
1. De inkt bloedt (vage randen)
Scherpe lijnen die uitgroeien tot rommelige plassen geven aan dat de maaswijdte van het scherm te klein is. De gaten zijn te groot, waardoor er een stroom inkt op het metaal terechtkomt.
- Onze oplossing: We wassen het metaal schoon, rukken de zeef eraf en branden het ontwerp op een strakkere zeef met een hoge maaswijdte (bijv. 305 mesh) om de inktstroom te beperken.
2. De hechting mislukt (de vlokkentest)
We voeren een plakbandtest uit op onze batches. Inkt die met de tape wordt losgetrokken, wijst op een fundamenteel falen van de voorbereiding. De inkt hecht zich aan onzichtbare oppervlakteoliën, niet aan het metaal.
- Onze oplossing: We stoppen de pers. Het metaal gaat direct terug naar het chemische wasstation voor een grondiger schoonmaak met oplosmiddel voordat we het opnieuw proberen.
CASUSBEELDING: Een hechtingsfout in een telecombehuizing verhelpen
Het probleem: Een klant bracht ons een partij van 500 telecombehuizingen voor buiten, gedrukt door een goedkopere leverancier. Het logo bladderde af door de wrijving van de verzenddoos.
De diagnose: We hebben een ASTM D3359 plakbandtest uitgevoerd. De inkt bladderde onmiddellijk af. Onze technici vonden microscopische sporen van CNC-snijvloeistof die de vorige leverancier niet had afgewassen voor het afdrukken.
Onze oplossing: We haalden de behuizingen chemisch kaal, lieten ze door onze gespecialiseerde tweetraps MEK-wasstraat lopen en drukten ze opnieuw af met een gekatalyseerde epoxy-inkt. Na het bakken op 300°F overleefde de nieuwe afdruk extreme kruislingse mesjestests zonder een enkel chipje.
3. Wazige tekst op een ruwe afwerking
Het afdrukken van een 6-punts lettertype op een ruw paneel met poedercoating met textuur zorgt ervoor dat de natte inkt in de microscopische valleien van de textuur valt.
- Onze oplossing: Je kunt de natuurkunde niet overtreffen. We adviseren de klant om over te schakelen op een gladde satijnen poedercoating of we maken het lettertype in het art-bestand dikker, zodat het de hobbelige ondergrond overleeft.
Hoe verwijder je zeefdrukinkt van metaal?
Als een afdruk niet door de QC komt of als u een onderdeel opnieuw moet gebruiken, hangt het verwijderen van de inkt er helemaal vanaf of de inkt is uitgehard. Niet uitgeharde of pas geprinte inkt kan gemakkelijk worden schoongeveegd met een industrieel oplosmiddel (zoals pure MEK of aceton).
Maar als een tweecomponenten epoxy inkt eenmaal volledig is gebakken en vernet in aluminium of roestvrij staal, werken standaard oplosmiddelen niet meer, wat de duurzaamheid bewijst. Om volledig uitgeharde inkt te verwijderen, moet je chemische verfafbijtmiddelen voor zwaar gebruik gebruiken of het metaal mechanisch kaal stralen (zandstralen) voordat je het oppervlak opnieuw prepareert.
Conclusie
Zeefdrukken op metaal hoeft geen hoofdpijn te veroorzaken. Of het nu gaat om het afstemmen van de juiste gekatalyseerde inkt op een geanodiseerde afwerking of het verplicht stellen van strikte chemische wash-downs, succes zit puur in de details.
Bij ShincoFab weten we uit eerste hand dat een vlekkeloze afdruk begint lang voordat de inkt wordt geopend - het begint met hoe nauwkeurig het ruwe plaatmetaal wordt gesneden, gebogen en geprepareerd. Als je je bestanden correct instelt en het uithardingsproces respecteert, zien je metalen onderdelen er niet alleen professioneel uit, maar overleven ze ook alles wat de echte wereld hen voor de voeten werpt.

