シートメタル・ヘミングは、シートメタルの未加工の鋭利なエッジを折り返して、安全で滑らかで堅い境界線を作る加工工程である。.
お気に入りのジーンズを思い浮かべてほしい。脚の裾を見てください。生地はほつれないように折りたたまれて縫い付けられている。シートメタルの裾もまったく同じコンセプトで、布地をスチールやアルミニウムに置き換えただけです。.
しかし、この工場では シンコーファブ, しかし、その賭けはほつれたデニムよりも少し高い。私たちは毎日、危険な未完成の縁取りをプレスブレーキで曲げ、滑らかで安全なエッジを作っています。簡単なことのように聞こえますが、何千ものカスタムパーツを扱ってきた経験から言うと、適切なヘムを作ることで、金属パーツが実世界で生き残る方法が完全に変わってしまうのです。.
なぜこのプロセスが必要なのかを説明する前に、私たちが毎週のようにクライアントの設計図で目にする、ある行き違いを解消しておこう。.
ヘミングとシームの本当の違い
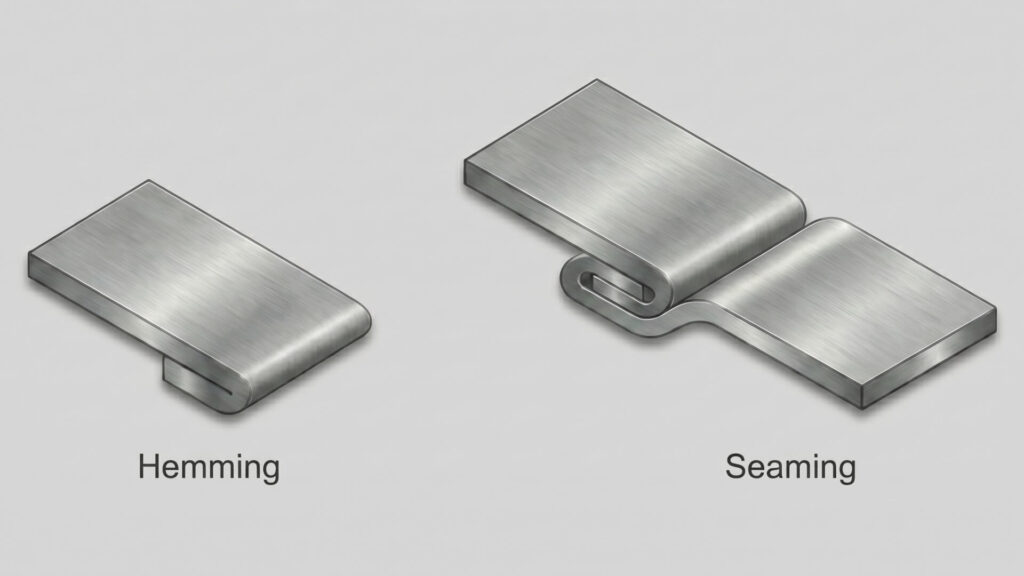
エンジニアや製品デザイナーから送られてきたCADファイルを確認すると、「ヘミング」と「シーム」という言葉が同じ意味で使われているのをよく見かけます。これらは同じ意味ではないし、私たちの側ではまったく異なる工具を必要とする。.
ヘミングとシームの主な違いは、関係する金属片の数による:
- ヘミングは片端を仕上げる。. 我々は、次のように考えている。 ワンピース シートメタルをヘミング・ダイで折り曲げる。.
- 縫い目は2つの別々のピースをつなぐ。. 我々は、次のように考えている。 2個 シートメタルの端をつなぎ合わせ、しっかりとロックする。スープ缶の上部を思い浮かべてほしい。.
簡単に言えば、裾は生地の端を仕上げるためにある。縫い目は、2つのパーツをつなぐためにある。私たちが一度に扱うのは一枚の金属だけであることはお分かりいただけたと思うので、日々の加工において、なぜエッジを折ることが譲れないのかを考えてみよう。.
なぜヘムが必要なのか?
レーザー切断機や剪断機から切り離された18ゲージの金属の生刃は、剃刀のような働きをする。そのままにしておきたくないものです。.
私たちの経験では、裾を追加することで、お客様には3つの大きなメリットがあります:
- 安全(指を節約できる)。. 私たちのオペレーターは、これらの部品を物理的に扱います。後で誰かが組立ラインであなたの部品を掴んだとしても、出血することはないはずです。裾は鋭く曲がる エッジハザード を使用することで、安全で滑らかなボーダーに仕上げることができる。 従業員の暴露を排除または最小化するための工学的管理.
- それは深刻な強さを増す。. 金属を折りたたむと、最も弱い部分の厚みが倍になる。厚く重いゲージのシートメタルにアップグレードすることなく、たわんだパネルを補強し、ぐらつきを止めるために、私たちはよくクライアントにヘムを提案する。.
- プロフェッショナルに見える。. カットエッジには、レーザーによる粗い点、バリ、ヒートマークがあります。ヘム加工を施すことで、そのような汚れを隠し、私たちが製造する業務用厨房筐体のような製品を、高級感のあるきれいな仕上がりにすることができます。.
一般的な4種類のシートメタル・ヘム
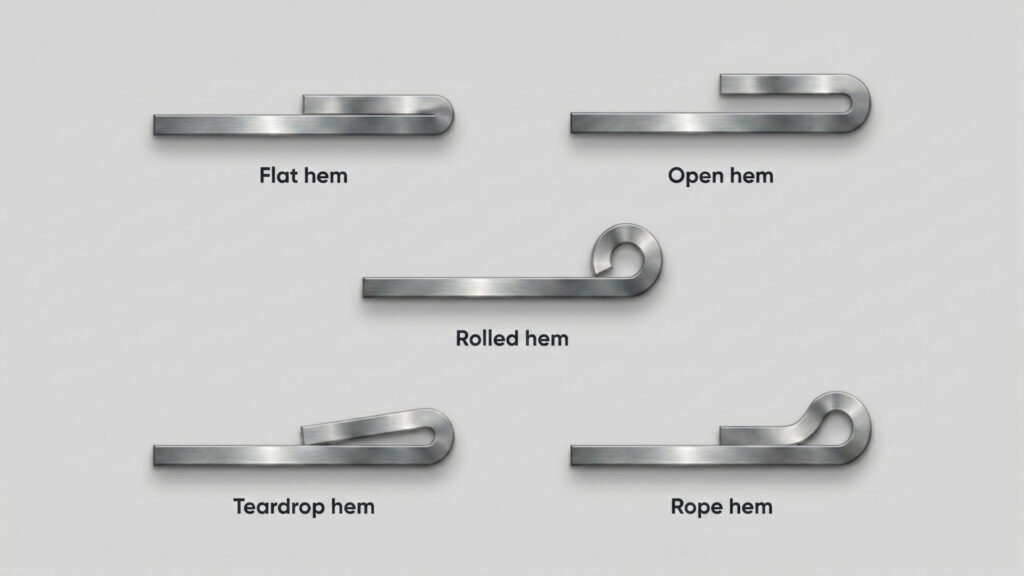
全てのヘムが同じではありません。ShincoFabフロアでは、部品の用途によって選択します。加工に使われるシートメタルヘムには主に4つのタイプがあります:クローズド(フラット)ヘム、オープンヘム、ティアドロップヘム、ロールヘム。.
シートメタルのヘムには、クローズド(フラット)ヘム、オープンヘム、ティアドロップヘム、ロールヘムの4種類があります。あなたのデザインにクイックリファレンスを提供します:
| ヘムタイプ | 構造/プロフィール | ベスト・アプリケーション |
|---|---|---|
| クローズド(フラット)ヘム | 折り返して完全に平らにプレスし、内側の隙間はゼロ。. | 最大限の強度、フラッシュ仕上げ(金属製キャビネットなど)。. |
| オープン・ヘム | 折り返しても、内側に小さく明確なエアポケットが残る。. | より厚い金属、またはワイヤーや部品を内部にスライドさせるためのスペースを残す。. |
| ティアドロップ・ヘム | 180度以上に曲げられ、ティアドロップ型のエアギャップが形成される。. | 割れやすい、あるいはもろい金属(6061アルミニウムなど)のひび割れを防ぐ。. |
| ロール(ロープ)ヘム | 丸く巻いて、滑らかな中空のチューブを作る。. | 工業用ハンドルや、完全に安全で人間工学に基づいたグリップを必要とするもの。. |
クローズド(フラット)ヘム
エッジを折り返してプレスブレーキで完全に平らにし、内側に隙間ができないようにします。最大限の強度と、平らで滑らかな仕上げが必要な場合に、この方法を使います(当社が製造する金属製キャビネットで非常に人気があります)。.
オープン・ヘム
これも折り返すが、内側に小さなエアポケットが残る。なぜ隙間を空けることをお勧めするのか?第一に、厚い金属を扱う際にひび割れを防ぐことができます。第二に、組み立てチームが後でワイヤーや他の部品を折り返しの内側にスライドさせる必要がある場合に、隙間を残しておくことができます。.
ティアドロップ・ヘム
これは180度曲がって涙型になる。壊れやすい金属には、もっぱらこれを使います。ある種のアルミニウムを私たちの機械で完全に平らに潰そうとすると、バラバラになってしまいます。ティアドロップは、材料にストレスを与えることなく、安全に曲げることができます。.
ロール(またはロープ)ヘム
平らな折り目ではなく、縁を丸く巻いて滑らかなチューブを作る。これはハンドルに最適なオプションです。特注の工具箱や工業用ハンドルを製作する際、私たちはこれを使います。.
ヘムに適したメタルの選び方
金属はトン数によって挙動が異なります。若手の設計者がCADファイルで脆い金属を無理にきつく折り曲げると、プレスブレーキで折れてしまいます。せっかくの材料が無駄になる。.
プロトタイピングの時間と費用を節約するために、私たちのマシンで確実に機能するものに基づいたカンニングペーパーをご紹介します。シートメタル・ヘミングに使用される最も一般的な金属は、冷間圧延鋼、アルミニウム、ステンレス鋼です:
- 冷間圧延鋼(SPCCなど): 気楽な仕事道具。折れずにきれいに曲がる。シートが比較的薄い場合は、安全なタイトな 閉じた裾.
- アルミニウム(例:6061対5052): 軽量だが脆い。私たちは、6061が平らに潰されるたびに亀裂が入るのを目の当たりにしてきました。金属を無傷に保つために、私たちは常にティアドロップ・ヘムかオープン・ヘムをお勧めします。 6061のような硬質熱処理合金.
- ステンレス鋼(例:304): タフで頑固。曲げるにはかなりの機械力が必要だ。非常に硬く、スプリングバックが起こりやすいため 閉じた裾 は金属に過度のストレスを与える可能性がある。(註1) オープン・ヘム が、微細骨折を防ぐための最も安全な方法である。.
ヘムデザインの黄金律
悪いデザインは、私たちのマシンの電源が入る前に、良いメタルを台無しにしてしまいます。設計図を修正のために送り返すことなく完璧な裾を得るには、次の3つのルールを守ってください。 精密プレスブレーキのヘミング:
- ルール#1:材料の厚さに注意する。. ヘミングは薄い金属が大好きです。ShincoFabでは、0.125インチ(11ゲージ)より厚いシートメタルのヘミングを積極的に勧めません。ゲージの重い金属は金型と戦い、トン数で割れてしまいます。.
- ルール#2:フラットの長さを正しくする。. 機械の工具がグリップして折れるだけの材料が必要です。折り返しのエッジ(フランジの長さ)は、シートメタルの厚さの少なくとも4倍にしてください。短すぎると、金型から滑り落ちてしまいます。.
- ルール#3:曲げ半径を守る。. オープンヘムの場合、無理にきつく回さないこと。内側のカーブは、少なくとも素材の厚みと同じになるようにします。こうすることで応力が緩和され、プレスダウン中に金属が折れるのを防ぐことができます。.
プレスブレーキはどのように板金を加工するのか?
デザインが決まったら、現場がそれを引き継ぎます。ここでは、オペレーターがどのように折り加工を行うかをご紹介します:
プレスブレーキ方式
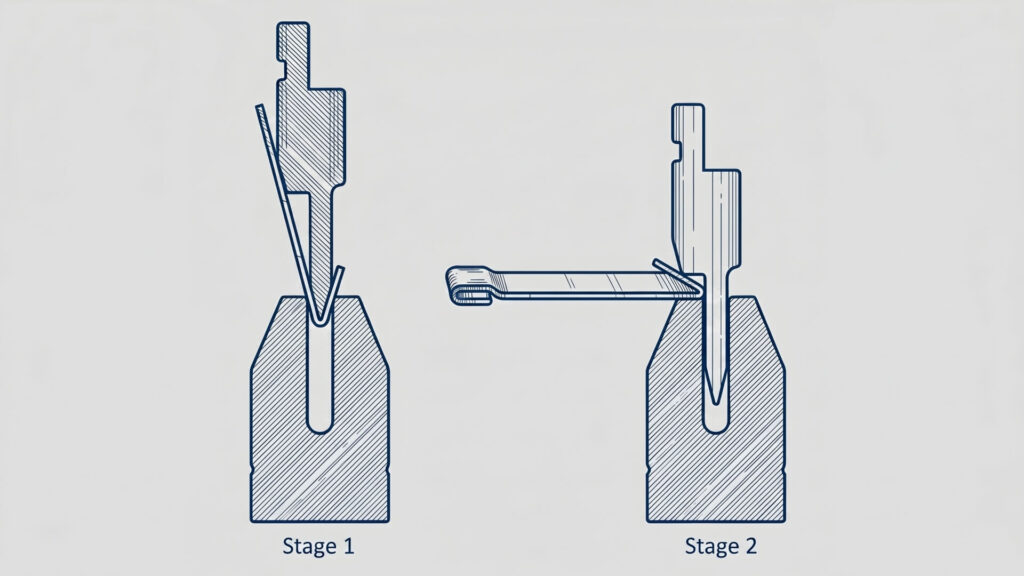
これは私たちの日常的な標準であり、日常的な作業で高い信頼性を発揮します。標準的なプレスブレーキヘミング工程は、2つの明確なステップで実行されます:
- 鋭角に曲げる: まず、Vダイとポンチを使って、生の金属のエッジを鋭角に曲げる(通常は30度前後)。.
- 折り目を圧縮して閉じる: 次に、平坦化ダイ(または特殊なヘミングダイ)に交換し、このダイが降りてきて折り目を平らに打ち付ける。.
ダイ・ヘミング
お急ぎで10,000個の部品が必要ですか?私たちは大量生産用にこれを見積もりました。カスタム金型を使用して、エッジ全体を一度に折り曲げます。カスタム金型は初期費用がかかりますが、生産速度が速いため、部品あたりのコストは大幅に削減できます。.
ロールヘミング
金属のエッジがカーブしている場合、通常のプレスブレーキではうまくいきません。この場合、小さなローラーがエッジに沿ってガイドし、金属を少しずつ押し広げます。複雑な曲線の自動車部品や家電部品に最適です。.
よくあるヘミングの頭痛を直す方法
金属はそれ自身の心を持っています。ここでは、私たちが現場でよく起こすトラブルと、それをどのように解決してお客様のご注文を遅らせないかをご紹介します:
- アウトサイドエッジにひびが入る: 通常、もろい金属を平らに砕くときに起こる。. 我々の修正: 私たちは走行を一時中断し、お客様のデザインをティアドロップやオープンヘムに切り替えてストレスを解消します。.
- 反りやお辞儀: フラットパネルが突然波打っている。. 我々の修正: オペレーターはプレスブレーキのクラウニングを再調整する必要があります。パネルが完全に支持され、トン数がベッドの長さにわたって完全に均一であることを確認します。.
- 折り目が閉じない: マシンがエッジをうまくつかめない。. 我々の修正: 設計図を確認します。通常、フランジの長さが短すぎます(材料の厚さの4倍以下)。.
ヘミングが製造コストに与える影響
私たちは毎回 ベンドメタル, しかし、この予算はコントロールできる。しかし、この予算はコントロールできる:
- 基本に忠実に。. 標準的なオープンヘムやクローズドヘムは安い。基本的なプレスブレーキであれば、どんなものでもすぐに作ることができる。.
- できればトリッキーな形は避けたい。. ティアドロップやロールヘムは素晴らしい。しかし、それらは特別な道具と長いセットアップ時間を必要とします。あなたの金属やデザインが厳密にそれを必要とする場合にのみ、その費用を支払ってください。.
- プロセスをボリュームに合わせる。. 小ロットの部品のために高価なカスタム金型を購入しないでください。標準的なプレスブレーキを使って、初期費用を抑えましょう。.
裾は本当に必要か?(より安い代替品)
時には、お客様の加工パートナーとして、フルヘムはやり過ぎだとお伝えすることもあります。もしご予算が限られているのであれば、私たちが提供するこれらの代替案をご検討ください:
- バリ取りを依頼する: 切創を防ぎたいだけなら、バリ取りやタンブリングをご依頼ください。金属を曲げることなく、鋭利なエッジを削り取ります。その方が断然安い。.
- 90度に折る: たわんだパネルを補強する必要がありますか?標準的な90度曲げ加工は、プレスブレーキで素早く一回曲げるだけで、大きな剛性を追加し、二次的な平坦化工程を省きます。.
結論
シートメタルのヘミングは複雑である必要はない。適切な折り目と適切な金属を合わせることに尽きる。正しく行えば、安全で強度が高く、プロフェッショナルな外観を持つ部品ができる。.
さて、これでファブリケーターの視点からのプレイブックを手に入れたことになる。裾を平らにつぶすべきとき、隙間を空けるべきとき、単純なバリ取り作業が最善の策であるとき、あなたは知っている。.
あとは設計図を実際の金属にするだけだ。のスタッフは シンコーファブ が曲げ加工を承ります。私たちは日々板金加工を行っており、スクラップや頭痛の種を出さずにお客様のデザインを実現する方法を熟知しています。正しい裾を選ぶ, STEPまたはDXFファイルをお送りください。, さあ、仕事に取り掛かろう。.

