J'ai passé des années à travailler autour de presses plieuses et de la fabrication de tôles. ici même à l'étage de ShincoFab. Je sais exactement à quel point il est difficile de former de grandes courbes sans faire exploser votre budget avec des moules personnalisés, car j'ai vu des clients presque renoncer à des projets lorsqu'on leur a proposé $8 000 pour un simple moule de laminage personnalisé.
Si vous souhaitez prototyper efficacement des pièces courbes, vous êtes au bon endroit. Dans ce guide, je vous montrerai exactement comment fonctionne le formage par bossage et comment il peut vous faire économiser des milliers d'euros.
Vous apprendrez quels sont les meilleurs métaux à utiliser, quel est le volume de production exact pour lequel ce processus se justifie et comment concevoir des pièces qui fonctionnent réellement. Je vous donnerai également trois questions essentielles à poser à votre fabricant afin que vous ne payiez pas pour ses erreurs.
Voici tout ce qu'il faut savoir pour que vos pièces de tôlerie courbes soient bien fabriquées, sur la base des milliers d'heures que nous avons passées à régler ces courbes exactes sur nos propres presses plieuses à commande numérique.
Qu'est-ce que le formage des bosses ?
Une presse plieuse standard est idéale pour réaliser des angles vifs. Mais qu'en est-il si votre projet nécessite un cylindre large et continu ?
C'est là qu'intervient le formage des bosses. Certains l'appellent le cintrage par bossage ou le cintrage par paliers. Il s'agit d'un moyen très efficace de créer un grand rayon dans une pièce de tôle plate.
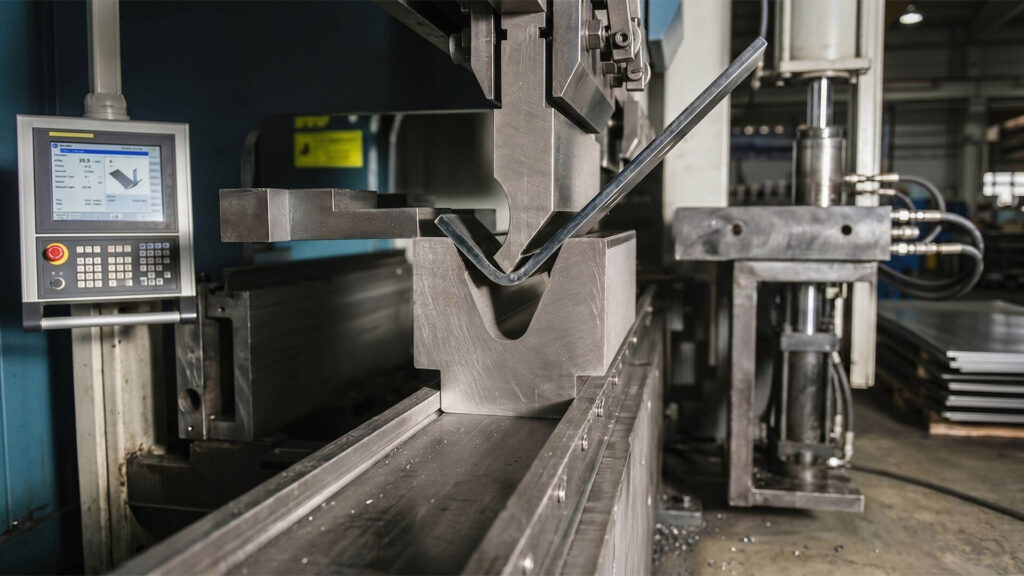
Au lieu de plier le métal en un seul coup massif, le formage par bossage décompose le travail. La machine réalise des douzaines de petites courbures très rapprochées les unes des autres. Chaque coup presse le métal de manière typique 2 à 5 degrés.
Lorsque vous empilez ces petites touches côte à côte, elles forment une grande courbe régulière.
Le formage par bossage est un procédé de fabrication de tôle qui permet de créer de grandes courbes en réalisant des douzaines de petites courbes très rapprochées les unes des autres. Cette méthode permet de construire de grands cônes et cylindres à l'aide de presses plieuses CNC standard, ce qui permet d'économiser des milliers d'euros en éliminant la nécessité d'un outillage dur personnalisé.
- Construit de grandes courbes: Il transforme facilement le métal plat en cônes, cylindres ou courbes.
- Utilise un équipement standard: Il s'appuie sur une presse plieuse CNC normale (comme le Amada et Trumpf machines que nous utilisons quotidiennement) au lieu de rouleaux massifs et spécialisés.
- Économiser de l'argent: Vous obtenez des courbes personnalisées sans avoir à payer des milliers d'euros pour un outillage dur personnalisé.
Mais pour que cette courbe soit parfaitement lisse, il faut des calculs précis et des mains hautement qualifiées. Laissez-moi vous montrer exactement comment ce processus fonctionne sur l'écran du ShincoFab l'atelier.
Comment fonctionne le processus de formage des bosses ?
Vous ne pouvez pas vous contenter de deviner où plier le métal. Une pièce bosselée réussie nécessite une planification minutieuse avant même que la machine ne soit mise en marche. Chaque fois qu'un nouveau projet arrive sur mon bureau, voici les trois étapes suivies par notre équipe d'ingénieurs pour transformer une feuille plane en une courbe lisse.
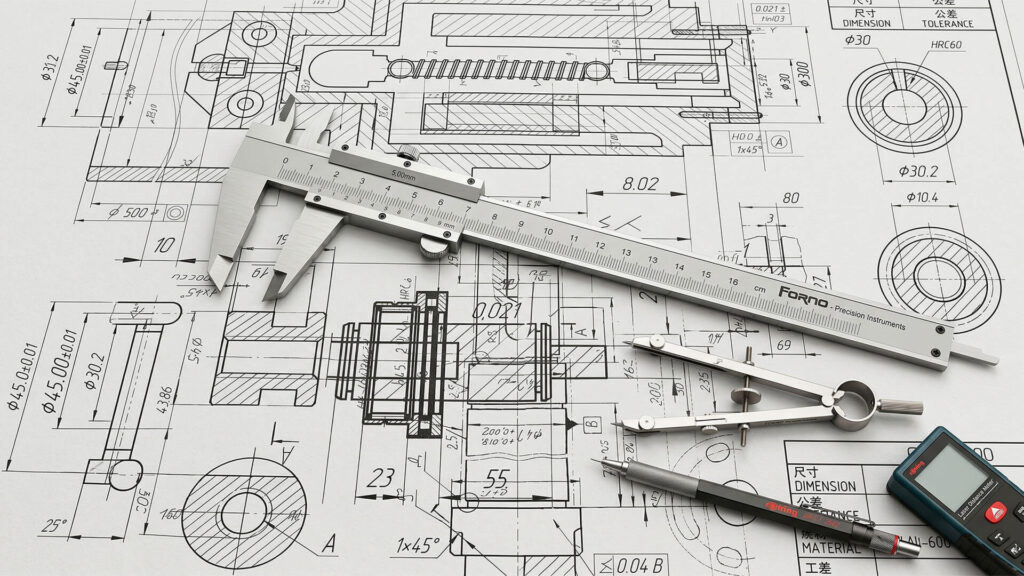
Étape 1 : Faire les calculs
Avant de plier quoi que ce soit sur la presse plieuse, les ingénieurs doivent calculer la longueur totale de l'arc de la courbe intérieure et déterminer le pas exact du rayon. Le pas du rayon dicte la distance entre chaque petite courbure, ce qui détermine en fin de compte l'aspect lisse ou facetté de la pièce métallique courbée finale.
- Longueur de l'arc :Il s'agit de la longueur totale de la courbe à l'intérieur du métal.
- Rayon Pas: Il s'agit de la distance exacte entre chaque petit coude.
Le radius pitch est le secret d'une bonne partie. Si le pas est étroit, la distance entre les coups est faible. Cela permet d'obtenir une courbe merveilleusement lisse. Mais plus il y a de coups, plus il faut de temps. Nous utilisons généralement des logiciels de modélisation 3D tels que SolidWorks‘Le module de tôlerie de l'entreprise permet de simuler d'abord les courbes. Cela nous permet d'équilibrer les calculs pour vous donner la meilleure finition possible sans gaspiller votre argent.
Étape 2 : Réglage de la presse plieuse
Une fois les calculs mathématiques terminés, l'opérateur de la presse plieuse doit régler soigneusement la machine en sélectionnant une largeur de matrice inférieure qui est le double du pas du rayon et en réglant une profondeur de poinçonnage supérieure très faible.
- Largeur de la matrice: L'ouverture de l'outil inférieur doit être exactement la bonne. Elle correspond généralement au double du pas de votre rayon. Si l'outil est trop large, le métal s'enfonce trop et la courbe devient irrégulière.
- Profondeur du poinçon: La machine ne fait que plier le métal 2 à 5 degrés par coup. Le poinçon supérieur n'appuie que très peu sur le métal, descendant typiquement de quelques centimètres. 0,010 à 0,030 pouces dans l'ouverture de la filière.
Pour obtenir la bonne profondeur, il faut souvent procéder par essais et erreurs. Nos opérateurs principaux commencent toujours par tester un morceau de ferraille du même lot de matériaux afin de tenir compte du retour élastique du métal. Par exemple, une feuille d'acier inoxydable 304 ne se comporte pas du tout de la même manière sous pression que l'acier doux.
Étape 3 : Plier le métal
Le travail physique commence alors. L'opérateur fait glisser la feuille plate contre un butoir appelé butée arrière. La machine appuie sur la feuille, réalisant ainsi le premier petit pli. La jauge arrière pousse ensuite le métal vers l'avant par un incrément précis de 0,050 à 0,125 pouce. La machine frappe à nouveau.
Cette opération se répète des dizaines de fois. Lentement, étape par étape, la feuille plate s'enroule en un rayon de balayage.
L'opérateur s'arrête fréquemment pour vérifier la pièce par rapport à un modèle personnalisé. (pour ce faire, nous découpons au laser un gabarit rapide en bois ou en acrylique dans notre atelier).. S'ils commettent une petite erreur sur le deuxième coup, cette erreur se multiplie. Au quaranteième coup, la pièce entière peut être détruite.
Il faut de la patience, des mathématiques et de sérieuses aptitudes physiques, mais le résultat est énorme si vous l'utilisez correctement.

Quels sont les principaux avantages du formage de bosses ?
Pourquoi tant d'ingénieurs et de concepteurs font-ils confiance au formage par bossage ? Parce qu'il résout deux problèmes majeurs : le temps et l'argent.
Les principaux avantages du formage par bossage sont l'élimination complète des coûts d'outillage initiaux, des délais d'exécution nettement plus courts pour les prototypes et une flexibilité totale en matière de conception. En utilisant un équipement de presse plieuse standard, les fabricants peuvent créer des courbes personnalisées et modifier facilement les conceptions sans avoir besoin de nouveaux moules permanents.
- Aucun coût d'outillage initial: Les moules sur mesure coûtent des milliers de dollars. Le formage par bossage utilise des outils standard que votre fabricant possède déjà. Vous gardez cet argent dans votre poche.
- Des délais d'exécution plus courts: L'attente d'un moule personnalisé peut retarder votre projet d'un mois ou plus. Avec le formage par bossage, l'atelier peut commencer immédiatement. Vous obtenez vos pièces en quelques jours, pas en quelques semaines.
- Flexibilité totale de la conception: Vous n'êtes pas enfermé dans une forme spécifique. Vous avez besoin de passer d'un cylindre à un cône ? Ou de modifier le rayon de la courbe ? L'opérateur n'a qu'à modifier les calculs de la machine. Aucun nouveau moule n'est nécessaire.
Quels sont les inconvénients du formage des bosses ?
J'ai vu des clients entrer dans notre usine en pensant que le formage des bosses était la solution magique à tous les problèmes. Ce n'est pas le cas. Elle s'accompagne de quelques maux de tête cachés.
Les principaux inconvénients du formage par bossage sont l'exigence de compétences d'élite de la part de l'opérateur, des configurations mathématiques et de gabarits qui prennent du temps, et des déchets de matériaux inévitables. La nature manuelle des essais et des erreurs pour régler la profondeur exacte du poinçon signifie que vous devez toujours tenir compte des pièces d'essai sacrifiées avant de finaliser la production.
- Compétences d'opérateur d'élite: C'est le travail le plus difficile que l'on puisse faire sur une presse plieuse. Il faut cinq à dix ans à un opérateur pour le maîtriser vraiment. Si vous utilisez un atelier de mauvaise qualité avec des opérateurs débutants, vous verrez de terribles courbes à facettes qui ressemblent à un panneau d'arrêt.
- Une installation qui prend du temps: Le pliage proprement dit est rapide. Mais l'ingénierie préalable est lente. Votre fabricant doit effectuer des calculs complexes et découper des gabarits personnalisés simplement pour vérifier les courbes.
- Débris de matériaux: Pour obtenir une profondeur de poinçonnage exacte, il faut faire des essais et des erreurs. Nous disons toujours à nos clients de tenir compte d'une ou deux parties de test sacrifiées. pour régler la machine avant de réaliser les pièces finales.
En raison de ces inconvénients, le formage par bossage n'est pas toujours le meilleur choix pour chaque projet. Il est parfois plus judicieux d'investir dans un moule permanent. Comparons directement le formage par bossage à l'outillage dur afin que vous puissiez prendre la bonne décision.
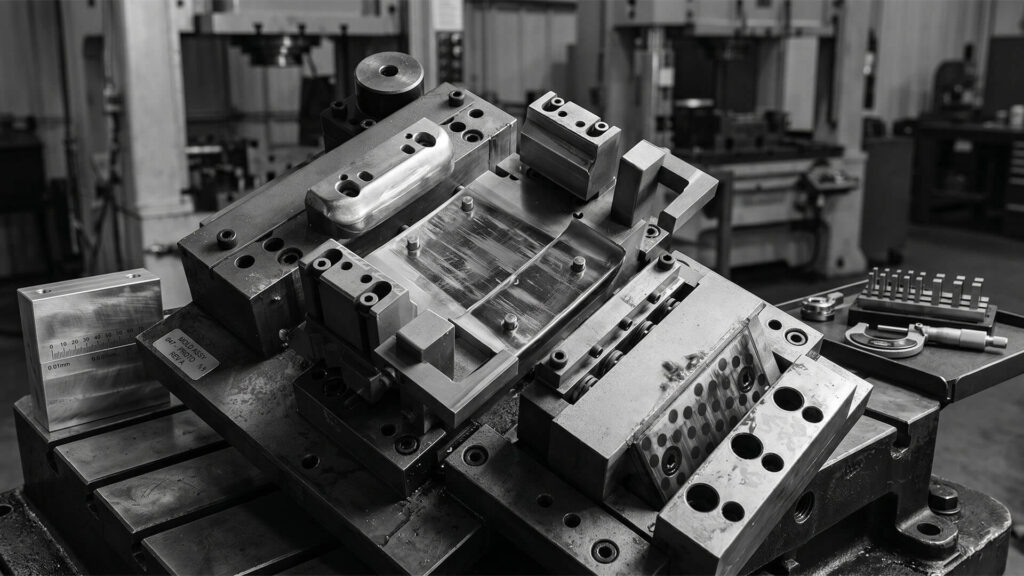
Formage de bosses vs. outillage dur : Lequel choisir ?
Vous avez deux possibilités pour fabriquer des pièces métalliques courbes : le formage par bossage ou l'outillage dur. Comment choisir ? Tout dépend de votre volume de production.
L'outillage dur utilise un moule sur mesure pour imprimer votre courbe en une seule fois.
Lorsque vous choisissez une méthode de formage des métaux, optez pour l'outillage dur si vous produisez en masse des milliers de pièces identiques et si vous avez besoin de tolérances serrées. À l'inverse, choisissez le formage par bossage si vous construisez des prototypes ou si vous produisez de petits lots, car il permet d'éviter des coûts d'outillage considérables et de livrer des pièces en quelques jours.
- Outillage dur: Choisissez cette solution si vous produisez des milliers de pièces en série. Il permet d'obtenir des pièces identiques très précises, avec des tolérances serrées. Cependant, le moule personnalisé peut coûter des milliers de dollars et prendre quatre semaines à fabriquer.
- Formation de bosses: Choisissez cette option si vous construisez des prototypes ou si vous produisez de petites séries. Vous évitez ainsi les coûts d'outillage initiaux considérables. De plus, vous obtenez vos pièces en quelques jours, et non en quelques mois.
En bref, l'outillage dur est destiné à l'échelle. Le formage par bossage est destiné à la vitesse et à la flexibilité.
Quel est le seuil de rentabilité du formage par bossage ?
Comment savoir quand cesser de former des bosses ? C'est une question de mathématiques élémentaires.
Le formage de bosses ne coûte rien en termes d'outillage, mais le travail manuel est coûteux. Un opérateur qualifié doit surveiller attentivement chaque pliage.
Le seuil de rentabilité financière du formage de bosses se situe généralement entre 100 et 200 pièces. Pour les séries de production inférieures à 100 pièces, le travail manuel reste moins cher que l'outillage. Toutefois, dès que la production dépasse 200 pièces, il devient plus rentable d'investir dans un outillage dur permanent ou dans un laminage de plaques spécialisé.
- Moins de 100 pièces: Il faut s'en tenir au formage par bossage. Le coût élevé de la main-d'œuvre reste bien moins élevé que l'achat d'un moule personnalisé à $5 000 euros.
- Plus de 200 pièces: Il est temps d'abandonner le formage par bossage. Payez pour l'outillage lourd ou effectuez le travail sur un rouleau de plaque spécialisé. À ce volume, le travail manuel lent vous coûtera plus cher que l'outillage.
Comparez toujours le prix initial de l'outillage au coût horaire total de la main-d'œuvre.
Quels sont les meilleurs métaux pour le formage des bosses ?
Tous les métaux ne survivent pas à ce processus. Le formage par bossage soumet la tôle à de fortes contraintes. Au fil des ans, nous avons appris à nos dépens quels sont les métaux qui se comportent bien sur la presse plieuse et quels sont ceux qui résistent.
Les meilleurs choix de métaux
Les meilleurs métaux pour le formage de bosses sont des matériaux très ductiles qui peuvent s'étirer et résister à des coups de presse-plieuse répétés sans se fracturer. Les meilleurs choix sont l'acier doux pour sa tolérance, l'acier inoxydable 304 pour sa durabilité et les alliages d'aluminium standard comme le 5052 pour sa légèreté.
- Acier doux: C'est le meilleur choix absolu. Il est indulgent et prend des virages multiples en douceur.
- Acier inoxydable: Robuste et durable. Il nécessite plus de pression de la part de la machine, mais il tient parfaitement la courbe. N'oubliez pas que le retour élastique est agressif.
- Alliages d'aluminium standard (comme le 5052): La plupart des qualités sont légères et très formables. Veillez simplement à vérifier la qualité exacte auprès de votre magasin.
Matériaux à éviter
Les pires matériaux pour le formage de bosses sont les métaux fragiles ou dont la structure est compromise et qui se cassent facilement sous l'effet d'une contrainte répétée. Il faut absolument éviter les métaux trempés comme l'aluminium 6061-T6, qui se microfissure sous la pression, et les tôles perforées, qui se plient de manière imprévisible en raison de points faibles de la structure.
- Aluminium 6061-T6: A éviter absolument. C'est un métal trempé et cassant. Nous l'avons vu littéralement se casser ou se microfissurer sur la presse plieuse sous le stress des coups répétés.
- Feuilles perforées: Le métal plein de trous aléatoires se plie de manière imprévisible. Les découpes créent des points faibles, ce qui donne une courbe irrégulière et désordonnée. cela semble terrible, quelle que soit la qualité de l'opérateur.
Comment concevoir de meilleures pièces formées par bossage ?
Une mauvaise conception garantit une mauvaise pièce. Vous voulez faciliter au maximum le travail de l'opérateur.
Pour concevoir de meilleures pièces formées par bossage, les ingénieurs doivent garder des formes géométriques simples, éviter les rayons de courbure extrêmement serrés, assouplir les tolérances dimensionnelles et maintenir le métal à une largeur inférieure à 24 pouces. Concevoir en tenant compte de ces limites de fabrication garantit un processus plus fluide et réduit le risque de défaillance des pièces.
- Formes simples: Visez des courbes nettes et continues. Les géométries complexes et irrégulières augmentent considérablement le temps de préparation et le risque d'erreurs.
- Rayons de courbure: Ne pas forcer un rayon extrêmement serré. Pousser le métal dans une courbe serrée crée des crêtes dures et affaiblit la pièce.
- Tolérances dimensionnelles: Il s'agit d'un processus très manuel. Il repose sur l'habileté humaine et les essais et erreurs. Laissez à l'atelier une marge de manœuvre dans vos dimensions (par exemple, autoriser ±0,030 à ±0,060 pouces plutôt qu'un strict ±0,010), surtout dans les longs virages.
- Largeur maximale (24 pouces): Au fur et à mesure que le métal s'élargit, il devient incroyablement difficile de maintenir un angle de pliage parfaitement droit. Si votre pièce doit être plus longue que 24 pouces, demandez rapidement à votre fabricant si son équipement le permet.
Même dans le cas d'une conception parfaite, la formation de bosses laisse une empreinte distincte. Comme la courbe est en fait constituée de dizaines de minuscules courbes plates, vous verrez de légères lignes sur le métal.
Mais qu'en est-il si vous construisez un produit de consommation qui doit être impeccable ? Voyons comment masquer ces marques.
Comment masquer les lignes de pliage après le formage des bosses ?
Le formage des bosses ne crée pas une courbe mathématiquement parfaite. Il crée une série de petits points plats.
Si vous regardez de près, vous verrez de légères lignes de pliage. Cela ne pose pas de problème pour un support caché à l'intérieur d'une machine. Mais c'est un gros problème si la pièce se trouve juste en face de votre client.
Pour masquer les légères lignes de pliage créées par le formage par bossage, les fabricants utilisent des techniques de finition cosmétique après que le métal a quitté la presse plieuse. Les meilleures méthodes consistent à meuler et à poncer manuellement les arêtes, à appliquer une couche superficielle de mastic de carrosserie ou à utiliser une couche de peinture en poudre épaisse et texturée.

- Broyer et sabler: Un ouvrier qualifié peut poncer manuellement les stries à l'aide d'une ponceuse à double action. Cela prend plus de temps, mais fonctionne parfaitement pour les pièces métalliques nues.
- Remplissage de la carrosserie: Si vous prévoyez de peindre le métal, une rapide couche de mastic de carrosserie nivellera facilement les petits creux.
- Revêtement en poudre: Un lourd, Revêtement en poudre texturé de 3 à 5 mils est fantastique pour dissimuler les petits défauts de surface. Il remplit les lignes de pliage sans nécessiter de ponçage manuel.
À quoi sert le formage de bosses dans le monde réel ?
Vous pensez peut-être que le formage des bosses ne concerne que les supports métalliques de base et de faible niveau. Ce n'est pas le cas. De grandes industries ont recours à ce processus tous les jours.
Le formage par bossage est largement utilisé dans les principales industries pour fabriquer de grandes pièces de tôle incurvées sans outillage coûteux. Les applications courantes dans le monde réel comprennent les cônes de nez et les panneaux de fuselage de l'aérospatiale, les ailes incurvées et les réservoirs de carburant personnalisés de l'automobile, ainsi que les instruments médicaux de précision ou les dispositifs d'assistance.

- Aérospatiale: Les ingénieurs l'utilisent pour construire des cônes de nez légers et des panneaux de fuselage larges.
- Automobile: Les ateliers s'en servent pour les ailes courbes, les carters d'huile et les réservoirs de carburant personnalisés.
- Médical: Les concepteurs l'utilisent pour créer des prototypes d'instruments médicaux de précision et d'appareils d'assistance.
Ce processus fonctionne manifestement pour les projets à fort enjeu. Mais n'oubliez pas que la qualité de votre pièce finale dépend de celle de l'atelier qui l'a fabriquée.
Quelles questions devez-vous poser à votre fabricant avant de commencer ?
Le formage des bosses est un art. Vous ne pouvez pas confier votre projet à un débutant. Lorsque des clients visitent nos installations ShincoFab, je respecte toujours les ingénieurs qui posent les questions difficiles.
Avant de commencer un projet de formage de bosses, vous devez poser trois questions essentielles à votre fabricant pour vérifier son expertise. Assurez-vous qu'il sait comment gérer le retour élastique du matériau, qu'il utilise des gabarits physiques personnalisés pour vérifier les courbes et que sa presse plieuse utilise la compensation de courbure.
- Matériau retour élastique: Demandez comment ils gèrent le retour élastique du matériau. Le métal rebondit naturellement après un pliage. Un atelier intelligent commencera toujours par tester une pièce de rebut afin de calculer la pression exacte nécessaire pour surmonter ce rebond.
- Modèles personnalisés: Demandez s'ils utilisent des modèles personnalisés. L'écrasement est un processus très manuel. L'opérateur doit vérifier votre pièce par rapport à un modèle physique. (comme ceux que nous utilisons et qui sont découpés au laser) après chaque coup pour s'assurer que la courbe reste parfaitement sur la bonne voie.
- Indemnité de couronnement: Demandez si la presse plieuse utilise une compensation de courbure. Les grandes presses plieuses s'inclinent en fait au milieu sous l'effet d'une forte pression. La compensation de courbure pousse activement vers l'arrière, maintenant la machine parfaitement plate pour que vos pièces ne se déforment pas. S'il ne sait pas ce qu'est le couronnement, éloignez-vous.
S'il répond à ces questions en toute confiance, vous êtes entre de bonnes mains.
Conclusion
Le formage par bossage n'est pas magique. Il s'agit simplement d'un moyen intelligent et rentable d'obtenir de grandes pièces incurvées sans avoir à payer des moules personnalisés coûteux.
Si vous construisez des prototypes ou si vous produisez de petits lots, c'est facilement votre meilleure option. Il vous suffit d'avoir une conception solide, le bon métal et un opérateur expérimenté.
Dans notre atelier de fabrication de tôles, ShincoFab, nous constatons chaque jour que ce processus permet à nos clients d'économiser du temps et de l'argent. Les calculs précis et les compétences physiques sont vraiment payants dans l'atelier.
Maîtrisez votre volume de production. Simplifiez vos courbes. Posez les questions difficiles à votre fabricant avant de commencer. Si vous suivez ces étapes, votre prochain projet de métal courbé sera un franc succès.

