Llevo años trabajando en prensas plegadoras y en la fabricación de chapas metálicas. aquí en el suelo en ShincoFab. Sé exactamente lo difícil que es formar grandes curvas sin disparar el presupuesto en moldes personalizados, porque he visto a clientes casi abandonar proyectos cuando se les ofrecían $8.000 sólo por un troquel de laminación personalizado.
Si desea crear prototipos de piezas curvas de forma eficaz, está en el lugar adecuado. En esta guía, le mostraré exactamente cómo funciona el bump forming y cómo puede ahorrarle miles de dólares.
Aprenderá cuáles son los mejores metales, el volumen de producción exacto en el que este proceso tiene sentido y cómo diseñar piezas que realmente funcionen. También le daré tres preguntas fundamentales que debe hacer a su fabricante para no acabar pagando por sus errores.
Aquí encontrará todo lo que necesita saber para fabricar correctamente sus piezas de chapa curvada, basado en las miles de horas que hemos pasado ajustando estas curvas exactas en nuestras propias plegadoras CNC.
¿Qué es la formación de protuberancias?
Una plegadora estándar es ideal para hacer esquinas afiladas. Pero, ¿y si su diseño requiere un cilindro ancho y continuo?
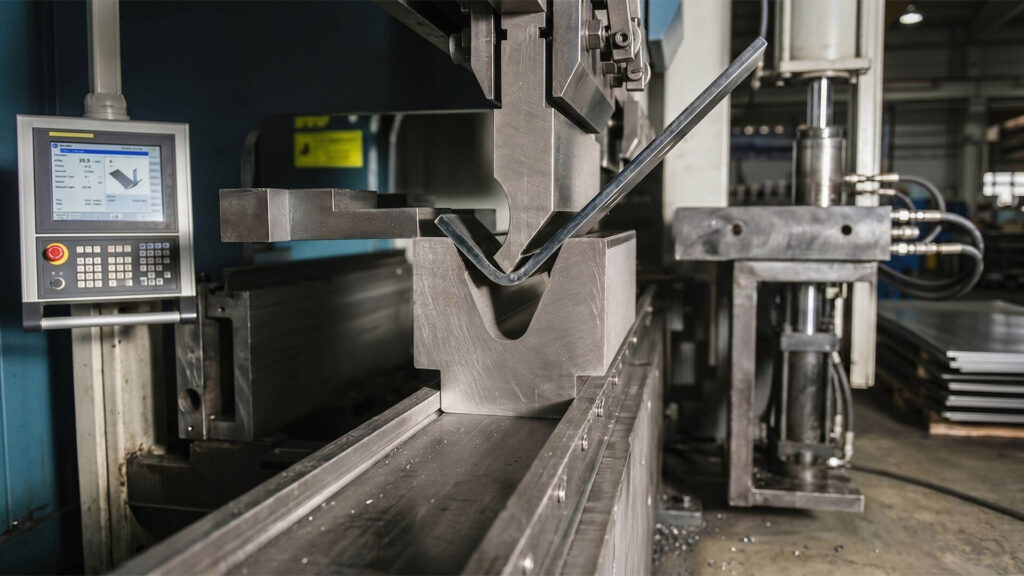
Aquí es donde entra en juego el bump forming. Algunos lo llaman doblado de chaflanes o doblado escalonado. Es una forma muy eficaz de crear un radio grande en una pieza plana de chapa metálica.
En lugar de doblar el metal de un solo golpe, el conformado por impacto divide el trabajo. La máquina hace docenas de pequeños dobleces muy próximos entre sí. Cada golpe presiona el metal De 2 a 5 grados.
Cuando apilas estos pequeños golpes uno al lado del otro, forman una curva suave y grande.
El conformado de chaflanes es un proceso de fabricación de chapa metálica que crea curvas grandes y amplias mediante la realización de docenas de pequeños dobleces muy próximos entre sí. Este método permite construir grandes conos y cilindros con prensas plegadoras CNC estándar, lo que supone un ahorro de miles de dólares al eliminar la necesidad de herramientas rígidas personalizadas.
- Construye grandes curvas: Convierte fácilmente metal plano en conos, cilindros o curvas de barrido.
- Utiliza equipamiento estándar: Se basa en una plegadora CNC normal (como el Amada y Trumpf máquinas que utilizamos a diario) en lugar de enormes rodillos de placas especializados.
- Ahorra dinero: Obtendrá curvas personalizadas sin tener que pagar miles de dólares por herramientas duras personalizadas.
Pero conseguir que esa curva se vea perfectamente lisa requiere matemáticas precisas y manos muy hábiles. Permítanme mostrarles exactamente cómo funciona este proceso en el ShincoFab taller.
¿Cómo funciona realmente el proceso de formación de protuberancias?
No se puede simplemente adivinar dónde doblar el metal. El éxito de una pieza bump-formed requiere una cuidadosa planificación antes incluso de que la máquina se ponga en marcha. Cada vez que un nuevo proyecto llega a mi mesa, nuestro equipo de ingenieros sigue estos tres pasos para convertir una hoja plana en una curva suave.
Paso 1: hacer cuentas
Antes de plegar nada en la plegadora, los ingenieros deben calcular la longitud total del arco de la curva interior y determinar el paso exacto del radio. El paso del radio dicta la distancia entre cada pequeña curva, lo que en última instancia controla el aspecto suave o facetado de la pieza metálica curvada final.
- Longitud del arco :Es la longitud total de la curva en el interior del metal.
- Radio Paso: Es la distancia exacta entre cada pequeña curva.
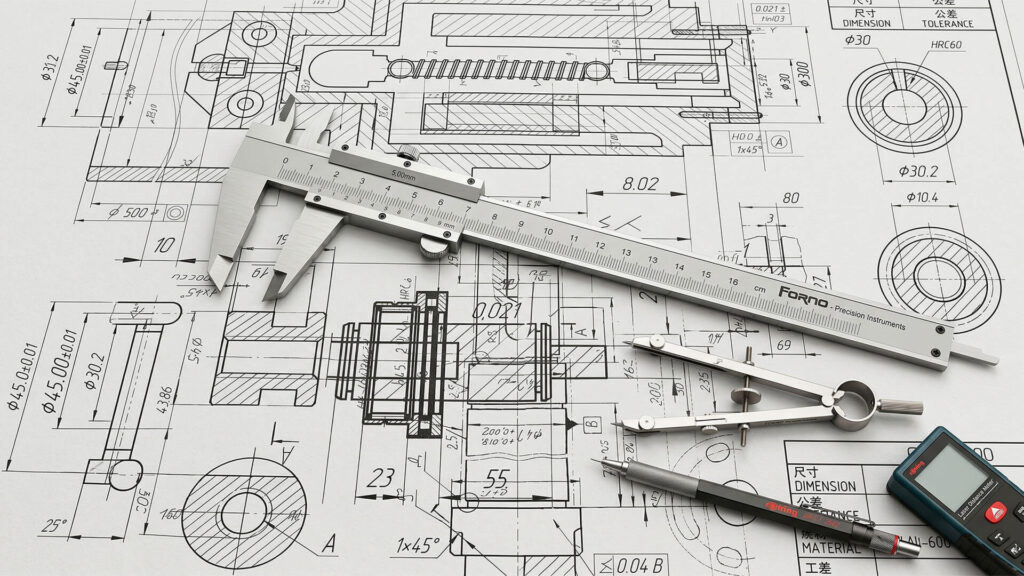
El radio de lanzamiento es el secreto de una buena pieza. Si el paso es estrecho, la distancia entre golpes es pequeña. Así se consigue una curva muy suave. Pero más golpes requieren más tiempo. Solemos utilizar programas de modelado 3D como SolidWorks‘ para simular primero las curvas. Esto nos permite equilibrar las cuentas para ofrecerle el mejor acabado sin malgastar su dinero.
Paso 2: Configuración de la plegadora
Una vez completados los cálculos matemáticos, el operario de la plegadora debe configurar cuidadosamente la máquina seleccionando un ancho de matriz inferior que sea el doble del paso del radio y marcando una profundidad de punzón superior muy reducida.
- Anchura del troquel: La abertura de la herramienta inferior debe ser exactamente la correcta. Suele ser aproximadamente el doble del paso del radio. Si el troquel es demasiado ancho, el metal se hunde demasiado y la curva queda entrecortada.
- Profundidad de perforación: La máquina sólo dobla el metal De 2 a 5 grados por golpe. El punzón superior apenas presiona el metal, normalmente desciende sólo 0,010 a 0,030 pulgadas en la abertura del troquel.
Conseguir la profundidad correcta suele requerir ensayo y error. Nuestros operarios siempre prueban primero una pieza de desecho del mismo lote de material para tener en cuenta la recuperación elástica del metal. Por ejemplo, una chapa de acero inoxidable 304 se comporta bajo presión de forma completamente distinta al acero dulce.
Paso 3: Doblar el metal
Ahora empieza el trabajo físico. El operario desliza la chapa plana contra un tope llamado tope. La máquina presiona hacia abajo, haciendo la primera pequeña curva. A continuación, el tope trasero empuja el metal hacia delante en un incremento preciso de 0,050 a 0,125 pulgadas. La máquina lo golpea de nuevo.
Esto se repite docenas de veces. Poco a poco, paso a paso, la hoja plana se curva en un radio de barrido.
El operario se detiene con frecuencia para cotejar la pieza con una plantilla personalizada (para ello, solemos cortar con láser un calibre rápido de perfil de madera o acrílico en nuestra tienda). Si cometen un pequeño error en el golpe número dos, ese error se multiplica. Para el acierto número cuarenta, toda la pieza podría estar arruinada.
Requiere paciencia, matemáticas y una gran destreza física, pero la recompensa es enorme si se utiliza correctamente.

¿Cuáles son las mayores ventajas de la formación de protuberancias?
¿Por qué tantos ingenieros y diseñadores confían en el conformado por deformación? Porque resuelve dos grandes problemas: tiempo y dinero.
Las mayores ventajas del conformado por deformación son la eliminación completa de los costosos utillajes iniciales, unos plazos de entrega de prototipos significativamente más rápidos y una flexibilidad de diseño total. Al utilizar equipos de plegado estándar, los fabricantes pueden crear curvas personalizadas y modificar fácilmente los diseños sin necesidad de nuevos moldes permanentes.
- Sin costes iniciales de utillaje: Los moldes a medida cuestan miles de dólares. El conformado por deformación utiliza herramientas estándar que su fabricante ya posee. Usted conserva ese dinero en el bolsillo.
- Plazos de entrega más rápidos: Esperar un molde a medida puede retrasar su proyecto un mes o más. Con el conformado por deformación, el taller puede empezar inmediatamente. Tendrá sus piezas en días, no en semanas.
- Flexibilidad total de diseño: No tiene por qué limitarse a una forma concreta. ¿Necesita cambiar su diseño de cilindro a cono? ¿O ajustar el radio de la curva? El operario sólo tiene que cambiar los cálculos en la máquina. No se necesitan moldes nuevos.
¿Cuáles son las desventajas de la formación de protuberancias?
He tenido clientes que han entrado en nuestra fábrica pensando que el bump forming es una solución mágica para todo. No lo es. Viene con algunos quebraderos de cabeza ocultos.
Las principales desventajas del conformado por deformación son la necesidad de un operario altamente cualificado, la lenta configuración matemática y de plantillas y los inevitables desechos de material. El proceso manual de prueba y error para determinar la profundidad exacta del punzón implica que siempre hay que tener en cuenta las piezas de prueba sacrificadas antes de finalizar la producción.
- Habilidades de operador de élite: Este es el trabajo más difícil que se puede hacer en una plegadora. Un operario tarda entre cinco y diez años en dominarlo. Si recurres a un taller cutre con operarios junior, verás curvas terribles y facetadas que parecen una señal de stop.
- Configuración lenta: El curvado real es rápido. Pero la ingeniería previa es lenta. El fabricante tiene que hacer cálculos complejos y cortar plantillas personalizadas solo para comprobar las curvas.
- Material de desecho: Conseguir la profundidad de perforación exacta requiere ensayo y error. Siempre decimos a nuestros clientes que tengan en cuenta una o dos partes de prueba sacrificadas. para ajustar la máquina antes de hacer las piezas finales.
Debido a estos inconvenientes, el moldeo por deformación no siempre es la mejor opción para todos los proyectos. A veces, tiene más sentido gastarse el dinero en un molde permanente. Comparemos el conformado por deformación directamente con el utillaje duro para que pueda tomar la decisión correcta.
Conformado por deformación frente a utillaje duro: ¿Cuál elegir?
Existen dos formas de fabricar piezas metálicas curvadas: el conformado por deformación o el mecanizado en duro. ¿Cómo elegir? Todo depende de su volumen de producción.
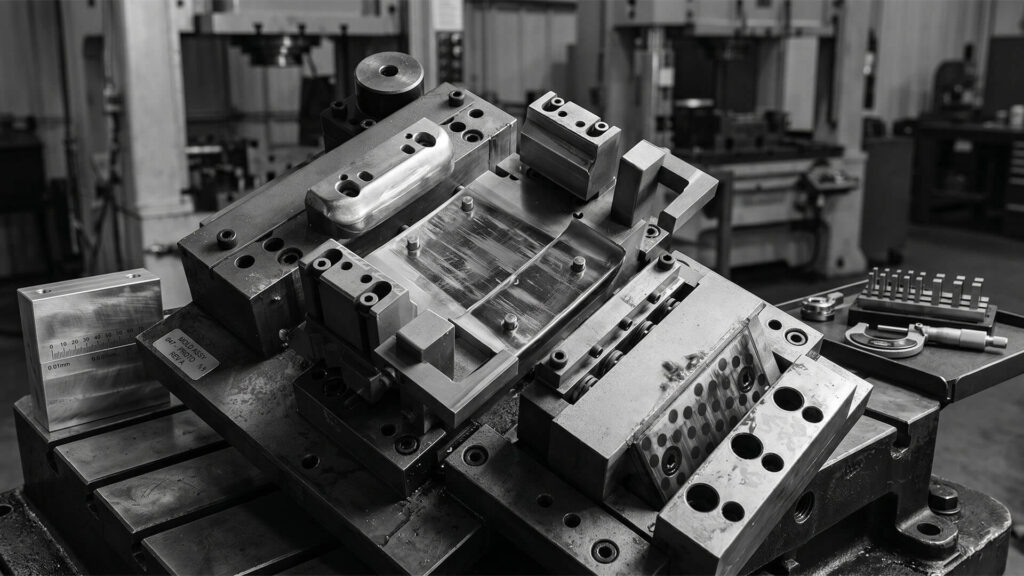
El utillaje duro utiliza un molde hecho a medida para estampar su curva en un único y fuerte golpe.
A la hora de elegir un método de conformado metálico u otro, elija el utillaje duro si va a producir en serie miles de piezas idénticas y necesita tolerancias estrictas. Por el contrario, elija el conformado por deformación si está construyendo prototipos o fabricando lotes pequeños, ya que evita enormes costes de utillaje y entrega las piezas en cuestión de días.
- Herramientas duras: Elija esta opción si va a producir miles de piezas en serie. Proporciona piezas idénticas de gran precisión con tolerancias muy ajustadas. Sin embargo, el molde personalizado puede costar miles de dólares y tardar cuatro semanas en construirse.
- Formación de protuberancias: Elija esta opción si está construyendo prototipos o fabricando lotes pequeños. Evitará por completo el enorme coste inicial del utillaje. Además, recibirá las piezas en días, no en meses.
En resumen, el utillaje duro es para la escala. El conformado por deformación es para la velocidad y la flexibilidad.
¿Cuál es el umbral de rentabilidad de la formación de protuberancias?
¿Cómo saber cuándo hay que dejar de formar baches? Es una cuestión de matemáticas básicas.
El conformado de chaflanes no tiene costes de utillaje, pero la mano de obra es cara. Un operario cualificado debe supervisar cuidadosamente cada pliegue.
El umbral de rentabilidad de la conformación por deformación suele situarse entre 100 y 200 piezas. Para series de producción inferiores a 100 piezas, la mano de obra sigue siendo más barata que el utillaje. Sin embargo, cuando la producción supera las 200 piezas, resulta más rentable invertir en utillaje duro permanente o en laminado de chapa especializado.
- Menos de 100 piezas: Opte por el moldeo por deformación. El alto costo de mano de obra sigue siendo mucho más barato que comprar un molde personalizado $5,000.
- Más de 200 piezas: Ha llegado el momento de abandonar el conformado por deformación. Pague por el utillaje duro o realice el trabajo en un rodillo de chapa especializado. Con este volumen, el lento trabajo manual le costará más que el utillaje.
Compare siempre el precio inicial del utillaje con el total de la mano de obra por hora.
¿Cuáles son los mejores metales para la formación de protuberancias?
No todos los metales sobreviven a este proceso. El conformado a presión somete a la chapa a una gran tensión. A lo largo de los años, hemos aprendido por las malas qué metales se comportan bien en la prensa plegadora y cuáles se resisten.
Los mejores metales
Los mejores metales para el conformado por deformación son los materiales altamente dúctiles que pueden estirarse y soportar repetidos golpes de la prensa plegadora sin fracturarse. Las mejores opciones son el acero dulce por su tolerancia, el acero inoxidable 304 por su durabilidad y las aleaciones de aluminio estándar como el 5052 por su ligereza.
- Acero dulce: Es la mejor opción. Es indulgente y toma múltiples curvas sin problemas.
- Acero inoxidable: Resistente y duradera. Requiere más presión de la máquina, pero mantiene la curva de maravilla. Sólo ten en cuenta que el springback es agresivo.
- Aleaciones de aluminio estándar (como 5052): La mayoría de las calidades son ligeras y muy moldeables. Sólo asegúrese de verificar el grado exacto con su tienda.
Materiales a evitar
Los peores materiales para el bump forming son los metales frágiles o estructuralmente comprometidos, que se rompen con facilidad bajo tensiones repetidas. Debe evitar por completo los metales templados como el aluminio 6061-T6, que se microfisura bajo presión, y las chapas perforadas, que se doblan de forma impredecible debido a puntos estructurales débiles.
- Aluminio 6061-T6: Evítelo a toda costa. Es un metal templado y quebradizo. Lo hemos visto romperse literalmente en la prensa plegadora. bajo el estrés de los golpes repetidos.
- Hojas perforadas: El metal lleno de agujeros aleatorios se dobla de forma impredecible. Los recortes crean puntos débiles, dejándole una curva desigual y desordenada que se ve terrible, no importa lo bueno que sea el operador.
¿Cómo diseñar mejores piezas conformadas?
Un mal diseño garantiza una mala pieza. Usted quiere facilitar al máximo el trabajo del operario.
Para diseñar mejores piezas conformadas por deformación, los ingenieros deben simplificar las formas geométricas, evitar radios de curvatura muy cerrados, reducir las tolerancias dimensionales y mantener el metal por debajo de 24 pulgadas de ancho. Diseñar teniendo en cuenta estos límites de fabricación garantiza un proceso más fluido y reduce el riesgo de fallo de la pieza.
- Formas simples: Busque curvas limpias y continuas. Las geometrías complejas e irregulares aumentan drásticamente el tiempo de preparación y el riesgo de cometer errores.
- Radios de curvatura: No fuerce un radio extremadamente cerrado. Empujar el metal en una curva cerrada crea crestas ásperas y debilita la pieza.
- Tolerancias dimensionales: Se trata de un proceso muy manual. Se basa en la habilidad humana y en el método de ensayo y error. Dé al taller un poco de margen en sus dimensiones (por ejemplo, permitir entre ±0,030 y ±0,060 pulgadas en lugar de un ±0,010 estricto)., especialmente en curvas largas.
- Anchura máxima (24 pulgadas): A medida que el metal se hace más ancho, mantener el ángulo de plegado perfectamente recto resulta increíblemente difícil. Si su pieza debe tener una longitud superior a 24 pulgadas, hable con su fabricante con antelación para ver si su equipo puede hacerlo.
Incluso con un diseño impecable, la formación de protuberancias deja una huella distintiva. Dado que la curva está formada por docenas de pequeños pliegues planos, se aprecian líneas tenues en el metal.
Pero, ¿y si se trata de un producto de consumo que debe tener un aspecto impecable? Veamos cómo ocultar esas marcas.
¿Cómo ocultar las líneas de pliegue tras el conformado de protuberancias?
La formación de protuberancias no crea una curva matemáticamente perfecta. Crea una serie de pequeños puntos planos.
Si se mira de cerca, se verán tenues líneas de doblado. Esto está bien para un soporte oculto dentro de una máquina. Pero es un gran problema si la pieza está justo delante de su cliente.
Para ocultar las tenues líneas de curvatura creadas por el conformado de chaflanes, los fabricantes utilizan técnicas de acabado estético una vez que el metal sale de la prensa plegadora. Los mejores métodos consisten en esmerilar y lijar manualmente las crestas, aplicar una capa fina de masilla para carrocerías o aplicar una capa gruesa de pintura en polvo texturizada.

- Moler y lijar: Un trabajador cualificado puede lijar manualmente las crestas con una lijadora de doble acción. Lleva más tiempo, pero funciona perfectamente con piezas metálicas desnudas.
- Masilla para carrocerías: Si va a pintar la chapa, una rápida capa de masilla para carrocerías nivelará fácilmente las pequeñas depresiones.
- Recubrimiento en polvo: Un pesado, Recubrimiento en polvo texturizado de 3 a 5 mil es fantástico para ocultar pequeños defectos superficiales. Rellena las líneas de pliegue sin necesidad de lijado manual.
¿Para qué se utiliza el Bump Forming en el mundo real?
Puede que piense que el moldeado de protuberancias es sólo para brackets metálicos básicos de bajo nivel. Pero no es así. Las grandes industrias confían en este proceso exacto todos los días.
El conformado por deformación se utiliza ampliamente en las principales industrias para fabricar grandes piezas curvadas de chapa metálica sin necesidad de costosas herramientas. Las aplicaciones más comunes en el mundo real incluyen conos de nariz y paneles de fuselaje aeroespaciales, defensas curvadas de automóviles y depósitos de combustible personalizados, así como instrumentos médicos de precisión o dispositivos de asistencia.

- Aeroespacial: Los ingenieros lo utilizan para construir conos de morro ligeros y paneles de fuselaje amplios.
- Automoción: Los talleres confían en él para los guardabarros curvados, los cárteres de aceite y los depósitos de combustible personalizados.
- Médico: Los diseñadores lo utilizan para crear prototipos de instrumentos médicos de precisión y dispositivos de asistencia.
Está claro que este proceso funciona para proyectos de gran envergadura. Pero recuerde que la pieza final es tan buena como el taller que la fabrica.
¿Qué preguntas debe hacer a su fabricante antes de empezar?
La formación de baches es un arte. No puede confiar su proyecto a un novato. Cuando los clientes auditan nuestras instalaciones ShincoFab, siempre respeto a los ingenieros que hacen las preguntas difíciles.
Antes de iniciar un proyecto de conformado de chaflanes, debe hacer a su fabricante tres preguntas fundamentales para verificar su experiencia. Asegúrese de que saben cómo gestionar la recuperación elástica del material, compruebe que utilizan plantillas físicas personalizadas para comprobar las curvas y confirme que su prensa plegadora utiliza compensación de abombamiento.
- Material springback: Pregunte cómo gestionan la recuperación elástica del material. El metal rebota de forma natural después de doblarse. Un taller inteligente siempre probará primero con una pieza de desecho para calcular la presión exacta necesaria para superar este rebote.
- Plantillas personalizadas: Pregunte si utilizan plantillas personalizadas. El bumping es un proceso muy manual. El operario debe cotejar su pieza con una plantilla física. (como los cortados con láser que utilizamos) después de cada pocos golpes para asegurar que la curva se mantiene perfectamente en la pista.
- Compensación por coronación: Pregunte si su plegadora utiliza compensación de abombamiento. Las prensas plegadoras grandes se arquean en el centro bajo una fuerte presión. La compensación de abombamiento empuja activamente hacia atrás, manteniendo la máquina perfectamente plana para que sus piezas no se deformen. Si no saben lo que es coronar, aléjate.
Si responden a estas preguntas con seguridad, está usted en buenas manos.
Conclusión
El conformado por deformación no es magia. Es solo una forma inteligente y rentable de obtener piezas curvadas de gran tamaño sin tener que pagar costosos moldes personalizados.
Si está construyendo prototipos o fabricando pequeños lotes, es sin duda su mejor opción. Solo necesita un diseño sólido, el metal adecuado y un operario experimentado.
En nuestro taller de fabricación de chapas metálicas, ShincoFab, vemos de primera mano cómo este proceso ahorra tiempo y dinero a los clientes todos los días. La precisión matemática y la destreza física realmente valen la pena en el taller.
Controle su volumen de producción. Simplifique las curvas. Haga a su fabricante las preguntas difíciles antes de empezar. Si sigue estos pasos, su próximo proyecto de metal curvado será todo un éxito.

