Kantning af metalplader er en fremstillingsproces, der folder en rå, skarp kant af metalplader tilbage på sig selv for at skabe en sikker, glat og stiv kant.
Tænk på dine yndlingsjeans. Se på det nederste af benet. Stoffet er foldet op og syet på plads, så det ikke flosser. En metalpladekant er nøjagtig det samme koncept, bare med stål eller aluminium i stedet for stof.
Men på vores værkstedsgulv her på ShincoFab, er indsatsen lidt højere end flosset denim. Hver dag tager vi farlige, ufærdige kanter og bøjer dem på vores kantpresser for at skabe glatte, sikre kanter. Det lyder enkelt, men efter at have håndteret tusindvis af specialfremstillede dele kan jeg fortælle dig, at en ordentlig kant fuldstændig ændrer, hvordan din metaldel overlever i den virkelige verden.
Før vi diskuterer, hvorfor denne proces er nødvendig, vil jeg gerne afklare en misforståelse, som vi ser i kundeplaner næsten hver uge.
Den virkelige forskel mellem kantning og sømning
Når vi gennemgår CAD-filer fra ingeniører og produktdesignere, ser vi ofte, at ordene “falsning” og “sømning” bruges i flæng. De betyder ikke det samme, og de kræver helt forskellige værktøjer fra vores side.
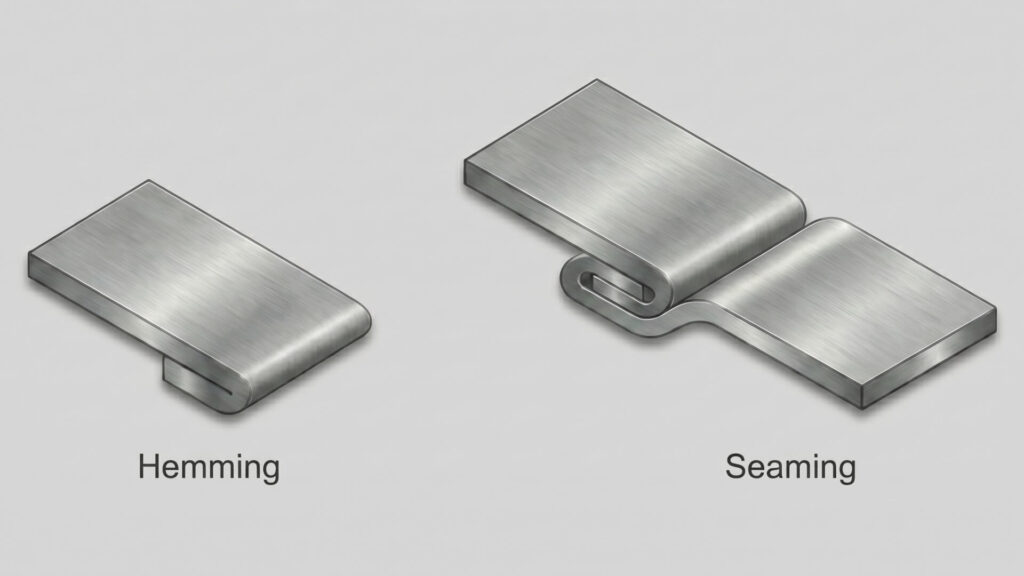
Den største forskel mellem falsning og sømning afhænger af antallet af involverede metalstykker:
- Falsning afslutter en enkelt kant. Vi tager ét stykke af metalplader og fold det over sig selv ved hjælp af en falsemaskine.
- Sømning forbinder to separate stykker. Vi tager to stykker af metalplader, sæt kanterne sammen og lås dem fast. Tænk på toppen af en suppedåse.
Kort sagt, vi fælder for at afslutte en rå kant. Vi sømmer for at forbinde to dele. Nu hvor du ved, at vi kun har at gøre med et stykke metal ad gangen, så lad os se på, hvorfor det normalt ikke er til forhandling at folde den kant i vores daglige produktion.
Hvorfor har du brug for en hem?
Direkte fra vores laserskæremaskiner eller sakse fungerer en rå kant af 18-gauge metal som et barberblad. Sådan skal det ikke være.
Det er vores erfaring, at det giver vores kunder tre store fordele at tilføje et fald:
- Sikkerhed (det sparer fingre). Vores operatører håndterer disse dele fysisk. Hvis nogen tager fat i din del på et samlebånd senere, bør de ikke bløde. En kant vender skarpt Kantfare til en sikker, glat kant ved at bruge en teknisk kontrol for at eliminere eller minimere medarbejdernes eksponering.
- Det giver seriøs styrke. Ved at folde metallet fordobles dets tykkelse lige der, hvor det er svagest. Vi foreslår ofte, at kunderne falses for at afstive et slapt panel og forhindre det i at vakle uden at skulle opgradere til en tykkere, tungere metalplade.
- Det ser professionelt ud. Skårne kanter har ru pletter, grater og varmemærker fra laseren. En fals skjuler dette rod og giver produkter - som de kommercielle køkkenskabe, vi bygger - en førsteklasses, ren finish.
De 4 almindelige typer af metalplader
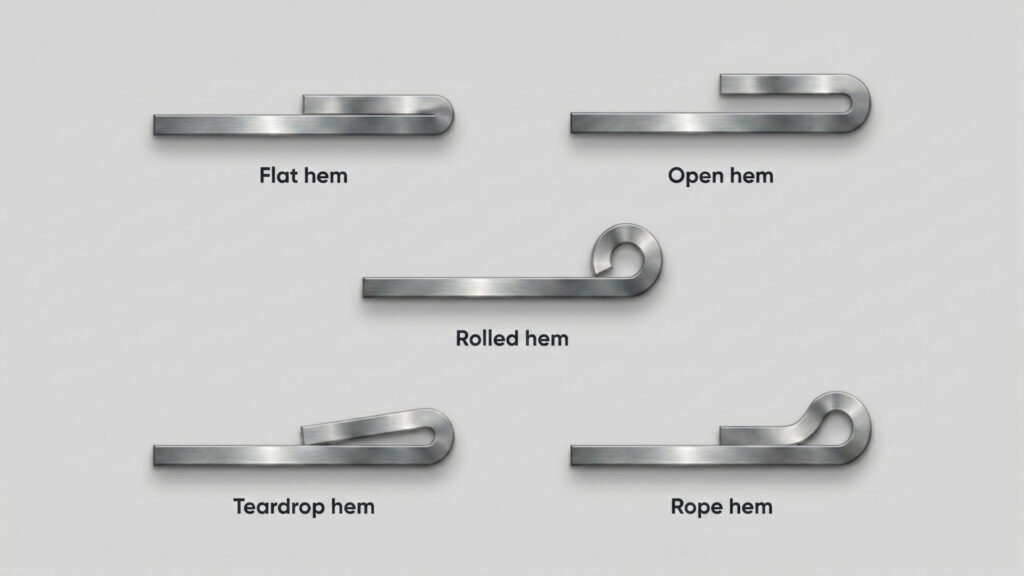
Ikke alle sømme er ens. På ShincoFab-gulvet afhænger valget af emnets anvendelse. Der er fire hovedtyper af pladefalse, der bruges i produktionen: lukkede (flade) false, åbne false, dråbeformede false og valsede false.
Der er fire hovedtyper af pladefalse, som bruges i produktionen: lukkede (flade) false, åbne false, dråbeformede false og rullede false. Giv en hurtig reference til dit design:
| Hemtype | Struktur/profil | Bedste anvendelse |
|---|---|---|
| Lukket (flad) kant | Foldet over og presset helt fladt uden indvendigt mellemrum. | Maksimal styrke, plane overflader (f.eks. metalskabe). |
| Åben kant | Foldet over, men efterlader en lille, defineret luftlomme indeni. | Tykkere metaller eller plads til at skubbe ledninger/komponenter ind. |
| Dråbeformet kant | Bøjet over 180 grader og danner en dråbeformet luftspalte. | Skrøbelige eller sprøde metaller (som 6061 aluminium) for at forhindre revnedannelse. |
| Rullet (reb) forneden | Krøllet i en hel cirkel, hvilket skaber et glat, hult rør. | Industrielle håndtag eller genstande, der kræver et helt sikkert, ergonomisk greb. |
Lukket (flad) kant
Vi folder kanten over og presser den helt flad under kantpressen, så der ikke er noget mellemrum indeni. Vi bruger dette, når kunderne har brug for maksimal styrke og en jævn, glat finish (meget populært til de metalskabe, vi fremstiller).
Åben kant
Den kan også foldes over, men den efterlader en lille luftlomme indeni. Hvorfor anbefaler vi at efterlade et hul? For det første hjælper det os med at undgå revner, når vi arbejder med tykkere metaller. For det andet giver det plads, hvis dit monteringsteam senere får brug for at skubbe en ledning eller en anden komponent ind i folden.
Dråbeformet kant
Den bøjer over 180 grader og danner en dråbeform. Vi bruger den udelukkende til skrøbelige metaller. Hvis vi prøvede at smadre visse aluminiumskvaliteter helt flade på vores maskiner, ville de bare gå i stykker. Dråbeformen giver en sikker bøjning uden materialestress.
Rullet kant (eller reb)
I stedet for en flad fold krøller vi kanten til en hel cirkel og skaber et glat rør. Det er den absolut bedste løsning til håndtag. Når vi fremstiller skræddersyede værktøjskasser eller industrielle håndtag, er dette vores valg, fordi det føles helt sikkert at gribe om.
Sådan vælger du det rigtige metal til din hem
Metaller opfører sig anderledes under tonnage. Hvis en ung designer tvinger et skrøbeligt metal ind i en stram fold på en CAD-fil, vil det knække på kantpressen. Du har lige spildt godt materiale.
For at spare dig for tid og penge til prototyper er her vores snydeark baseret på, hvad der fungerer pålideligt på vores maskiner. De mest almindelige metaller, der bruges til falsning af metalplader, er koldvalset stål, aluminium og rustfrit stål:
- Koldvalset stål (f.eks. SPCC): Den afslappede arbejdshest. Den bøjer pænt uden at knække. Hvis dit ark er relativt tyndt, kan vi trygt bruge en stram Lukket kant.
- Aluminium (f.eks. 6061 vs. 5052): Let, men kan være skrøbeligt. Vi har set 6061 revne næsten hver gang, det er blevet knust fladt. For at holde metallet intakt anbefaler vi altid en Teardrop Hem eller en Open Hem for at imødekomme den reducerede duktilitet i Stive varmebehandlede legeringer som 6061.
- Rustfrit stål (f.eks. 304): Hårdfør og stædig. Det kræver stor maskinkraft at bøje det. Fordi det er så hårdt og tilbøjeligt til at springe tilbage, er en Lukket kant kan stresse metallet for meget. En Åben kant er den sikreste måde at forebygge mikrobrud på.
Gyldne regler for at designe en hem
Et dårligt design ødelægger godt metal, før vores maskiner overhovedet er tændt. For at få en perfekt søm, uden at vi skal sende din tegning tilbage til revision, skal du holde dig til disse tre regler for præcisions kantpresning:
- Regel #1: Hold øje med materialets tykkelse. Falsning elsker tyndt metal. Hos ShincoFab fraråder vi aktivt at forsøge at falsning af metalplader, der er tykkere end 0,125 tommer (11-gauge). Tungt metal vil bare kæmpe mod matricen og knække under tonnagen.
- Regel #2: Få den rigtige flade længde. Vi har brug for nok materiale til, at maskinens værktøj kan gribe og folde. Lav din falsningskant (flangelængde) mindst fire gange tykkelsen af dit metalplade. Hvis den er for kort, glider den ud af matricen.
- Regel #3: Respekter bøjningsradius. Ved åbne sømme må du ikke fremtvinge en alt for stram vending. Den indvendige kurve skal være mindst lige så stor som materialets tykkelse. Det mindsker stress og forhindrer, at metallet knækker under nedpresningen.
Hvordan fælder en kantpresse metalplader?
Når dit design er på plads, tager vores værksted over. Her kan du se, hvordan vores operatører udfører disse folder:
Metoden med kantpressen
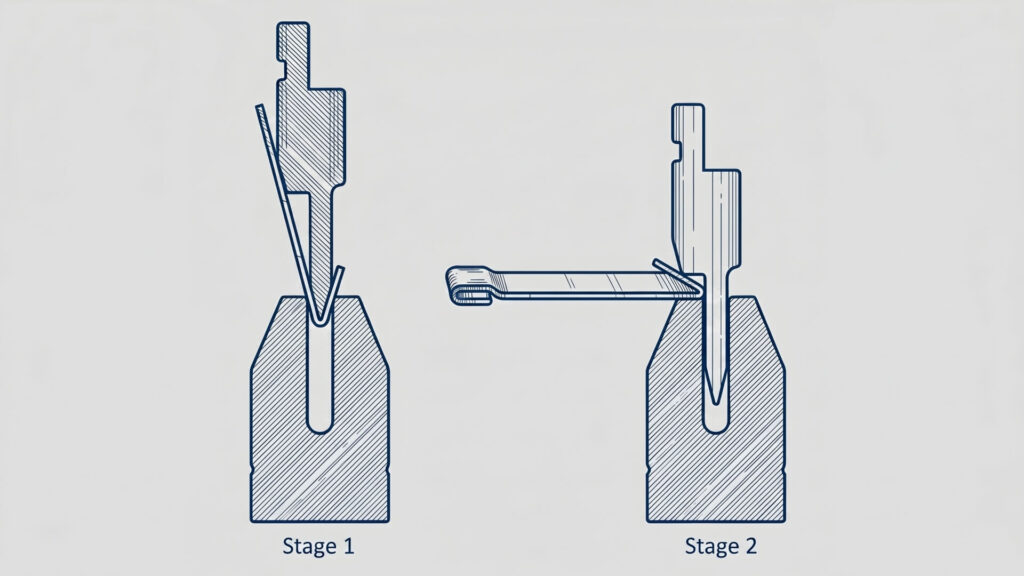
Det er vores daglige standard, og den er meget pålidelig til hverdagens opgaver. Standardprocessen for kantpresning udføres i to forskellige trin:
- Bøj til en spids vinkel: Først bruger vi en V-matrice og et stempel til at bøje den rå metalkant i en spids vinkel (typisk omkring 30 grader).
- Tryk folden sammen og luk den: Dernæst skifter vi til en fladtryksmaskine (eller en specialiseret falsemaskine), der kommer ned og slår folden flad mod sig selv.
Die Hemming
Har du brug for at lave 10.000 dele i en fart? Vi tilbyder denne til masseproduktion. Den bruger et specialværktøj til at folde hele kanten på én gang. Den tilpassede matrice koster mere på forhånd, men produktionshastigheden reducerer omkostningerne pr. del betydeligt.
Rullefalsning
Hvis dit metal har en buet kant, fungerer en almindelig kantpresse ikke. Her styrer små ruller langs kanten og skubber metallet over lidt efter lidt. Det er perfekt til komplekse, kurvede bil- eller apparatdele.
Sådan løser du almindelig hovedpine ved hækling
Metal har sin egen vilje. Her er de mest almindelige hovedpiner, vi oplever på værkstedet, og hvordan vi løser dem, så din ordre ikke bliver forsinket:
- Revner på yderkanten: Det sker normalt, når man knuser et skørt metal fladt. Vores løsning: Vi sætter løbet på pause og skifter dit design til en dråbeformet eller åben kant for at aflaste dig.
- Vridning og bøjning: Din fladskærm er pludselig bølget. Vores løsning: Operatøren skal genkalibrere kantpressens beskæring. Vi sikrer, at panelet er fuldt understøttet, og at tonnagen er helt jævn i hele sengens længde.
- Folden vil ikke lukke: Maskinen kan ikke gribe ordentligt fat i kanten. Vores løsning: Vi gennemgår din tegning. Normalt er flangelængden for kort (mindre end 4 gange materialetykkelsen).
Sådan påvirker hemming dine produktionsomkostninger
Hver gang vi bøj metal, Det tilføjer en operation på gulvet, hvilket øger maskintid og arbejdskraft. Men du kan kontrollere dette budget:
- Hold dig til det grundlæggende. En standard åben eller lukket kant er billig. Næsten enhver almindelig kantpresse kan hurtigt lave dem.
- Undgå vanskelige former, hvis du kan. Dråbeformede og rullede sømme er fremragende. Men de kræver specialværktøj og længere opsætningstid. Betal kun for dem, hvis dit metal eller design absolut kræver det.
- Match processen med mængden. Køb ikke et dyrt specialværktøj til et lille parti dele. Lad værkstedet bruge en standard kantpresse for at holde dine startomkostninger nede.
Har du virkelig brug for en hem? (Billigere alternativer)
Nogle gange vil vi som din produktionspartner fortælle dig, at et fuldt fald er for meget. Hvis dit budget er stramt, kan du overveje de alternativer, vi tilbyder:
- Bed om afgratning: Hvis du bare vil forhindre folk i at skære sig, kan du bede os om at afgratte eller tumble emnet. Vi sliber skarpe kanter væk uden at bøje metallet. Det er betydeligt billigere.
- Lav en 90-graders fold: Har du brug for at afstive et slapt panel? En standard 90-graders bøjning tilføjer seriøs stivhed med bare et hurtigt tryk på kantpressen, hvilket sparer det sekundære udfladningstrin.
Konklusion
Falsning af metalplader behøver ikke at være kompliceret. Det handler i virkeligheden om at matche den rigtige fold med det rigtige metal. Hvis du gør det rigtigt, får du en del, der er sikker, stærk og ser meget professionel ud.
Nu har du en drejebog set fra en fabrikants perspektiv. Du ved, hvornår du skal slå en kant flad, hvornår du skal efterlade et åbent hul, og hvornår en simpel afgratning er det bedste valg.
Det eneste, der er tilbage, er at forvandle din tegning til ægte metal. Besætningen på ShincoFab er her for at håndtere bukningen. Vi fremstiller metalplader hver dag og ved præcis, hvordan vi kan udføre dit design uden skrot og hovedpine. Vælg den rigtige kant, Send os dine STEP- eller DXF-filer, og lad os komme i gang med arbejdet.

