Léta jsem pracoval u lisů a při výrobě plechů. přímo tady na podlaze v ShincoFab. Přesně vím, jak těžké je tvarovat velké křivky, aniž byste vyhodili rozpočet na zakázkové formy, protože jsem viděl klienty, kteří téměř odešli od projektů, když jim bylo nabídnuto $8 000 jen za zakázkovou válcovací formu.
Pokud chcete efektivně vytvářet prototypy zakřivených dílů, jste na správném místě. V tomto průvodci vám ukážu, jak přesně funguje bump forming a jak vám může ušetřit tisíce dolarů.
Dozvíte se, jaké kovy je nejvhodnější používat, jaký objem výroby má smysl, a jak navrhovat díly, které skutečně fungují. Dám vám také tři zásadní otázky, které byste měli položit svému výrobci, abyste nakonec neplatili za jeho chyby.
Zde najdete vše, co potřebujete vědět, abyste mohli správně vyrobit díly ze zakřiveného plechu, na základě tisíců hodin, které jsme strávili vytáčením těchto přesných ohybů na našich vlastních CNC ohraňovacích lisech.
Co je to tvarování nárazů?
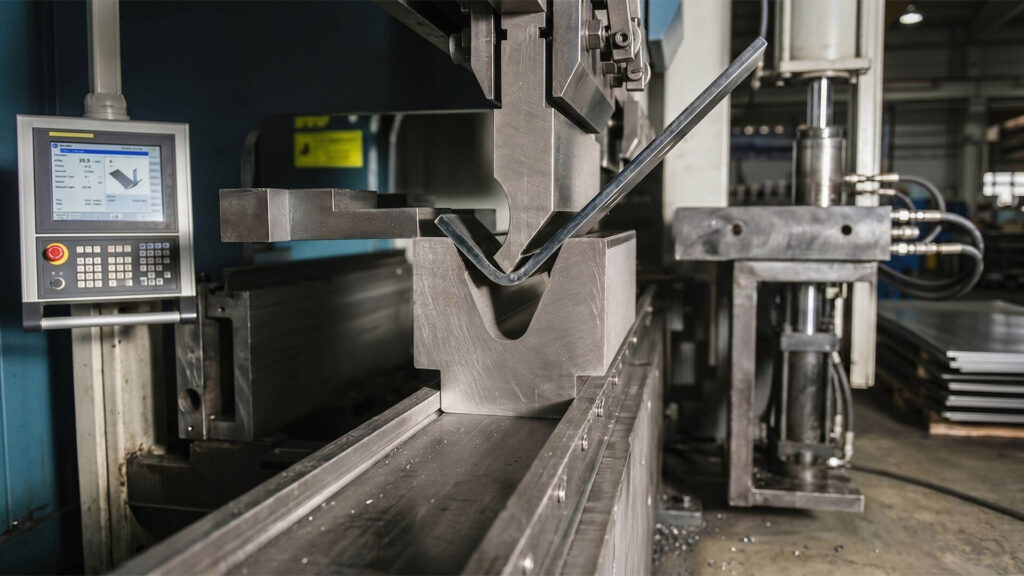
Standardní ohraňovací lis se skvěle hodí k vytváření ostrých rohů. Ale co když váš návrh vyžaduje široký, souvislý válec?
Zde přichází na řadu formování nárazů. Někteří lidé tomu říkají ohýbání na hrboly nebo stupňovité ohýbání. Je to velmi účinný způsob, jak vytvořit velký poloměr v plochém kusu plechu.
Namísto ohýbání kovu jedním masivním úderem se práce rozdělí. Stroj provede desítky drobných, těsně od sebe vzdálených ohybů. Každý úder stlačí kov obvykle 2 až 5 stupňů.
Když tyto malé údery poskládáte vedle sebe, vytvoří hladkou velkou křivku.
Tvarování nárazem je proces výroby plechů, při kterém se vytvářejí velké, rozmáchlé křivky pomocí desítek drobných, těsně od sebe vzdálených ohybů. Touto metodou se vytvářejí velké kužely a válce pomocí standardních lisů CNC, čímž se ušetří tisíce dolarů, protože odpadá potřeba zakázkového tvrdého nářadí.
- Vytváří velké křivky: Z plochého kovu snadno vytvoří kužel, válec nebo oblouk.
- Používá standardní vybavení: Opírá se o běžnou CNC lisovací brzdu (jako např. Amada a Trumpf stroje, které denně provozujeme) namísto masivních, specializovaných deskových válců.
- Ušetří vám peníze: Získáte křivky na míru, aniž byste museli platit tisíce dolarů za zakázkové tvrdé nástroje.
Aby však křivka vypadala dokonale hladce, je zapotřebí přesné matematiky a velmi šikovných rukou. Ukážu vám, jak přesně tento proces probíhá. ShincoFab prodejní plocha.
Jak vlastně proces tvarování hrbolů probíhá?
Nemůžete jen tak odhadnout, kde kov ohnout. Úspěšné ohýbání dílu vyžaduje pečlivé plánování ještě před zapnutím stroje. Kdykoli se mi na stůl dostane nový projekt, náš tým inženýrů provede tyto tři kroky. přetvořit plochý list na hladkou křivku.
Krok 1: Počítání
Před ohýbáním na ohraňovacím lisu musí konstruktéři vypočítat celkovou délku vnitřního oblouku a určit přesnou rozteč poloměru. Rozteč poloměrů určuje vzdálenost mezi jednotlivými drobnými ohyby, což v konečném důsledku ovlivňuje, jak hladce nebo fazetovitě bude výsledný zakřivený kovový díl vypadat.
- Délka oblouku :Jedná se o celkovou délku oblouku na vnitřní straně kovu.
- Rozteč poloměru: Jedná se o přesnou vzdálenost mezi jednotlivými malými ohyby.
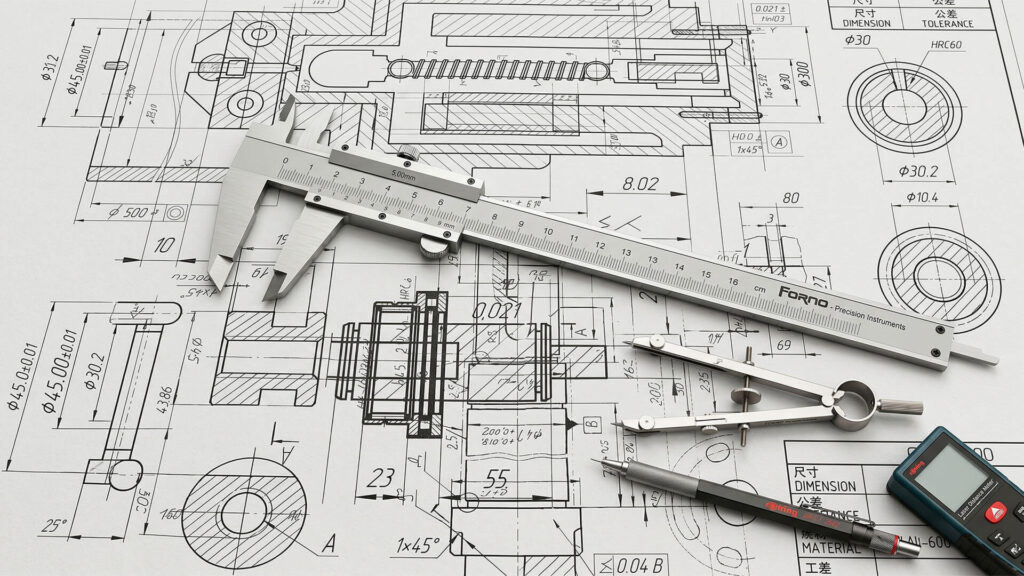
Tajemstvím dobrého dílu je poloměr sklonu. Pokud je rozteč úzká, vzdálenost mezi zásahy je malá. Tím získáte krásně hladkou křivku. Více zásahů však zabere více času. Obvykle používáme 3D modelovací software, jako je SolidWorks‘ modul plechu, který nejprve simuluje ohyby. To nám umožňuje vyvážit matematiku, abychom vám poskytli nejlepší povrchovou úpravu, aniž byste zbytečně utráceli peníze.
Krok 2: Nastavení lisovacího stroje
Po dokončení matematických výpočtů musí obsluha lisu pečlivě nastavit stroj tak, že zvolí šířku spodní matrice, která je dvojnásobkem rozteče poloměru, a zvolí velmi malou hloubku horního razníku.
- Šířka matrice: Otvor spodního nástroje musí být přesně vpravo. Obvykle je to přibližně dvojnásobek vaší rozteče poloměru. Pokud je zápustka příliš široká, kov se příliš propadá a vaše křivka se trhá.
- Hloubka děrování: Stroj pouze ohýbá kov 2 až 5 stupňů na jeden zásah. Horní úder se sotva přitiskne ke kovu a obvykle klesá jen o kousek níže. 0,010 až 0,030 palce do otvoru matrice.
Správné nastavení hloubky často vyžaduje pokusy a omyly. Naši operátoři vždy nejprve vyzkouší kus přesně stejné dávky materiálu, aby zohlednili zpětný ráz kovu. Například nerezový plech 304 se pod tlakem chová úplně jinak než měkká ocel.
Krok 3: Ohýbání kovu
Nyní začíná fyzická práce. Obsluha přisune plochý plech k opěrce zvané backgauge. Stroj přitlačí a vytvoří první malý ohyb. Zpětné měřidlo pak posouvá kov dopředu s přesným krokem 0,050 až 0,125 palce. Stroj znovu udeří.
To se opakuje desítkykrát. Plochý list se pomalu, krok za krokem, stáčí do oblouku.
Obsluha se často zastavuje, aby zkontrolovala díl podle vlastní šablony. (obvykle pro tento účel vyřezáváme laserem rychlou dřevěnou nebo akrylovou profilovou měrku přímo v naší prodejně). Pokud udělají malou chybu při druhém zásahu, chyba se znásobí. Při zásahu číslo čtyřicet může být celý díl zničen.
Vyžaduje to trpělivost, matematiku a pořádnou fyzickou zručnost, ale při správném použití se vám to vyplatí.

Jaké jsou největší výhody tvarování nárazů?
Proč se tolik konstruktérů a designérů spoléhá na tvarování rázů? Protože řeší dva obrovské problémy: čas a peníze.
Největšími výhodami tváření na hrboly jsou úplná eliminace nákladných počátečních nákladů na nástroje, výrazně kratší doba realizace prototypů a naprostá flexibilita konstrukce. Díky využití standardního zařízení pro lisování mohou výrobci vytvářet vlastní křivky a snadno upravovat návrhy, aniž by potřebovali nové trvalé formy.
- Nulové počáteční náklady na nástroje: Zakázkové formy stojí tisíce dolarů. Formování nárazů využívá standardní nástroje, které váš výrobce již vlastní. Tyto peníze vám zůstanou v kapse.
- Rychlejší doba vyřízení: Čekání na vlastní formu může váš projekt zpozdit o měsíc i více. Při použití bump formování může obchod začít pracovat okamžitě. Své díly získáte za několik dní, nikoli týdnů.
- Celková flexibilita designu: Nejste vázáni na jeden konkrétní tvar. Potřebujete změnit svůj návrh z válce na kužel? Nebo upravit poloměr křivky? Obsluha pouze změní matematiku ve stroji. Nejsou potřeba žádné nové formy.
Jaké jsou nevýhody tvarování nárazů?
Stalo se mi, že klienti přišli do naší továrny a mysleli si, že tvarování nárazů je zázračné řešení pro všechno. Není. Přichází s několika skrytými bolestmi hlavy.
Mezi hlavní nevýhody tváření na hrboly patří požadavek na vysokou kvalifikaci obsluhy, časově náročné matematické a šablonové nastavení a nevyhnutelný odpad materiálu. Ruční metoda pokus-omyl při vybírání přesné hloubky děrování znamená, že před dokončením výroby je vždy nutné počítat s obětovanými zkušebními díly.
- Dovednosti elitního operátora: Jedná se o nejtěžší práci, kterou lze na lisu provést. Obsluze trvá pět až deset let, než ji skutečně zvládne. Pokud použijete dílnu s mladšími operátory, uvidíte příšerné, hranaté křivky, které připomínají stopku.
- Časově náročné nastavení: Samotné ohýbání je rychlé. Ale inženýrská práce je pomalá. Váš výrobce musí složitě počítat a řezat vlastní šablony jen proto, aby zkontroloval křivky.
- Materiálový šrot: Správné nastavení hloubky úderu vyžaduje pokusy a omyly. Našim klientům vždy říkáme, aby počítali s 1 nebo 2 obětovanými zkušebními díly. abyste stroj před výrobou finálních kusů vytočili.
Kvůli těmto nevýhodám není tvarování výčnělků vždy tou nejlepší volbou pro každý projekt. Někdy je rozumnější utratit peníze za trvalou formu. Pojďme si porovnat bump forming přímo s tvrdým nástrojem, abyste se mohli rozhodnout správně.
Bump Forming vs. Hard Tooling: Které byste si měli vybrat?
Zakřivené kovové díly můžete vyrábět dvěma způsoby: tvářením na rázy nebo tvrdým obráběním. Jak si vyberete? Záleží na objemu výroby.
Při tvrdém obrábění se používá forma vyrobená na zakázku, která vyrazí křivku jediným silným úderem.
Pokud se rozhodujete mezi metodami tváření kovů, zvolte tvrdé nástroje, pokud hromadně vyrábíte tisíce stejných dílů a vyžadujete přísné tolerance. Naopak pokud vyrábíte prototypy nebo malé série, zvolte tváření na hrboly, protože se vyhnete velkým nákladům na nástroje a díly dodáte během několika dnů.
- Tvrdé nástroje: Tuto možnost zvolte, pokud vyrábíte tisíce dílů ve velkém. Poskytuje vysoce přesné, identické kusy s úzkými tolerancemi. Zakázková forma však může stát tisíce dolarů a její výroba může trvat čtyři týdny.
- Tvorba nárazů: Tuto možnost zvolte, pokud vytváříte prototypy nebo vyrábíte malé série. Zcela se vyhnete obrovským počátečním nákladům na nástroje. Navíc získáte díly během několika dnů, nikoli měsíců.
Stručně řečeno, tvrdé nástroje jsou určeny pro měřítko. Nárazové tváření je pro rychlost a flexibilitu.
Jaký je bod zlomu pro tvarování nárazů?
Jak poznáte, kdy přestat s tvorbou nárazů? Jde o základní matematiku.
Nárazové tváření má nulové náklady na nástroje, ale ruční práce je drahá. Kvalifikovaná obsluha musí pečlivě sledovat každý ohyb.
Bod finančního zlomu pro tvarování hrbolů se obvykle pohybuje mezi 100 a 200 díly. U výrobních sérií pod 100 dílů zůstává ruční práce levnější než nástroje. Jakmile však výroba překročí 200 dílů, stává se investice do trvalého tvrdého nářadí nebo specializovaného válcování plechů nákladově efektivnější.
- Méně než 100 dílů: Držte se formování nárazů. Vysoké náklady na práci jsou stále mnohem levnější než nákup zakázkové formy za $5 000.
- Více než 200 dílů: Je čas opustit formování nárazů. Zaplaťte za tvrdé nástroje nebo práci provádějte na specializovaném válcování plechů. Při tomto objemu vás pomalá ruční práce bude stát více než nástroje.
Vždy porovnávejte cenu za nářadí předem s celkovou hodinovou prací.
Jaké jsou nejlepší kovy pro tváření nárazů?
Ne všechny kovy tento proces přežijí. Nárazové tváření je pro plech velmi namáhavé. Během let jsme se naučili, které kovy se na lisu chovají dobře a které se brání.
Nejlepší volby kovů
Nejlepšími kovy pro tváření rázů jsou vysoce tvárné materiály, které se mohou roztahovat a odolávat opakovaným zásahům lisu, aniž by došlo k jejich porušení. K nejlepším volbám patří měkká ocel pro svou odolnost, nerezová ocel 304 pro trvanlivost a standardní hliníkové slitiny, jako je 5052, pro lehkou tvarovatelnost.
- Měkká ocel: Jedná se o absolutně nejlepší volbu. Odpouští a hladce snáší několik ohybů.
- Nerezová ocel: Pevné a odolné. Vyžaduje větší tlak ze stroje, ale krásně drží křivku. Jen mějte na paměti, že zpětný ráz je agresivní.
- Standardní hliníkové slitiny (jako 5052): Většina druhů je lehká a vysoce tvarovatelná. Jen se ujistěte, že jste si v prodejně ověřili přesnou jakost.
Materiály, kterým se vyhnout
Nejhoršími materiály pro tvarování rázů jsou křehké nebo strukturálně narušené kovy, které snadno praskají při opakovaném namáhání. Zcela byste se měli vyhnout kaleným kovům, jako je hliník 6061-T6, který pod tlakem mikrotrhlinami praská, a děrovaným plechům, které se kvůli slabým strukturálním místům nepředvídatelně ohýbají.
- Hliník 6061-T6: Za každou cenu se tomu vyhněte. Jedná se o křehký kalený kov. Viděli jsme, že na lisovací brzdě doslova praskne nebo vznikne mikrotrhlina. pod tlakem opakovaných zásahů.
- Perforované plechy: Kov plný náhodných děr se nepředvídatelně ohýbá. Výřezy vytvářejí slabá místa a zanechávají nerovnoměrné, nepřehledné zakřivení. to vypadá hrozně bez ohledu na to, jak dobrý je operátor.
Jak navrhnout lepší díly s nárazovým tvarováním?
Špatná konstrukce je zárukou špatného dílu. Chcete, aby obsluha měla co nejjednodušší práci.
Aby bylo možné navrhnout lepší díly s nárazovým tvarováním, měli by konstruktéři zachovat jednoduché geometrické tvary, vyhnout se extrémně malým poloměrům ohybu, uvolnit rozměrové tolerance a udržovat šířku kovu pod 24 palců. Navrhování s ohledem na tyto výrobní limity zajišťuje hladší průběh procesu a snižuje riziko selhání dílu.
- Jednoduché tvary: Snažte se o čisté, souvislé křivky. Složité, členité geometrie výrazně prodlužují dobu nastavení a zvyšují riziko chyb.
- Poloměry ohybu: Nevynucujte si extrémně malý poloměr. Tlačení kovu do těsného oblouku vytváří ostré rýhy a oslabuje díl.
- Rozměrové tolerance: Jedná se o vysoce manuální proces. Je založen na lidské zručnosti a metodě pokusů a omylů. Dejte obchodu trochu prostoru pro rozměry. (např. povolení ±0,030 až ±0,060 palce namísto striktních ±0,010)., zejména v dlouhých zatáčkách.
- Maximální šířka (24 palců): S rostoucí šířkou kovu je nesmírně obtížné udržet úhel ohybu dokonale rovný. Pokud musí být váš díl delší než 24 palců, poraďte se s výrobcem včas, zda to jeho zařízení zvládne.
I při bezchybné konstrukci zanechává tvarování nerovností výraznou stopu. Protože je křivka ve skutečnosti tvořena desítkami drobných plochých ohybů, na kovu jsou vidět slabé čáry.
Ale co když vytváříte spotřební výrobek, který musí vypadat bezchybně? Podívejme se, jak tyto stopy skrýt.
Jak skrýt ohybové linie po tvarování nárazů?
Tvarování rázů nevytváří matematicky dokonalou křivku. Vytváří řadu drobných plochých míst.
Pokud se podíváte pozorně, uvidíte slabé čáry ohybu. To je pro skrytý držák uvnitř stroje v pořádku. Je to však velký problém, pokud se díl nachází přímo před očima zákazníka.
Aby se zakryly slabé linie ohybu vzniklé při boulovém tváření, používají výrobci po vyjetí kovu z lisu kosmetické dokončovací techniky. Mezi nejlepší metody patří ruční broušení a broušení hřbetů, nanášení stěrkové vrstvy plniče karoserie nebo použití silného práškového laku s texturou.

- Broušení a písek: Zkušený pracovník může ručně obrousit vroubky pomocí dvojčinné brusky. Zabere to více času, ale na holé kovové díly to funguje perfektně.
- Výplň karoserie: Pokud plánujete lakování kovu, drobné prohlubně snadno vyrovnáte rychlým nátěrem plniče karoserie.
- Práškové lakování: Těžký, Práškový lak s texturou 3 až 5 mil fantasticky zakrývá drobné povrchové vady. Vyplní linie ohybu, aniž by bylo nutné ruční broušení.
K čemu se v reálném světě používá tvarování nárazů?
Možná si myslíte, že tvarování rázů je určeno pouze pro základní kovové držáky nízké úrovně. Není tomu tak. Velká průmyslová odvětví se na tento proces spoléhají každý den.
Rázové tváření se široce používá v hlavních průmyslových odvětvích k výrobě velkých zakřivených plechových dílů bez nákladných nástrojů. Mezi běžné aplikace v reálném světě patří letecké kužely a panely trupu, zakřivené blatníky a palivové nádrže pro automobilový průmysl a přesné lékařské přístroje nebo asistenční zařízení.

- Letectví a kosmonautika: Konstruktéři jej používají k výrobě lehkých příďových kuželů a rozšiřujících se panelů trupu.
- Automobilový průmysl: Obchody se na něj spoléhají při výrobě zakřivených blatníků, olejových van a palivových nádrží na zakázku.
- Lékařské stránky: Konstruktéři jej používají k prototypování přesných lékařských nástrojů a asistenčních zařízení.
Tento postup se jednoznačně osvědčuje u projektů s vysokou mírou rizika. Nezapomeňte však, že váš finální díl je tak dobrý, jak dobrá je dílna, která ho vyrábí.
Jaké otázky byste měli položit svému výrobci před zahájením výroby?
Tvarování nárazů je umění. Svůj projekt nemůžete svěřit začátečníkovi. Když klienti provádějí audit našeho zařízení ShincoFab, vždy si vážím inženýrů, kteří kladou těžké otázky.
Před zahájením projektu tvarování výčnělků je třeba položit výrobci tři zásadní otázky a ověřit si jeho odborné znalosti. Ujistěte se, že ví, jak zacházet s pružením materiálu, ověřte si, že používá vlastní fyzické šablony pro kontrolu křivek, a ověřte si, že jejich lisovací zařízení používá kompenzaci korunky.
- Zpětný ráz materiálu: Zeptejte se, jak řeší zpětný ráz materiálu. Kov se po ohybu přirozeně odráží. Chytrá dílna vždy nejprve prověří kus odpadu, aby vypočítala přesný tlak potřebný k překonání tohoto odskoku.
- Vlastní šablony: Zeptejte se, zda používají vlastní šablony. Bumping je vysoce manuální proces. Obsluha by měla kontrolovat váš díl podle fyzické šablony. (jako jsou ty, které používáme my, vyřezávané laserem) po každých několika úderech, aby křivka zůstala dokonale na správné dráze.
- Korunovační kompenzace: Zeptejte se, zda jejich lisovací stroj používá kompenzaci korunky. Velké lisovací brzdy se při velkém tlaku skutečně uprostřed prohýbají. Vyrovnání korunky aktivně tlačí zpět a udržuje stroj dokonale rovný, takže se vaše díly nedeformují. Pokud nevědí, co je to korunovace, odejděte.
Pokud na tyto otázky odpoví s jistotou, jste v dobrých rukou.
Závěr
Tvorba nárazů není magie. Je to jen chytrý a cenově výhodný způsob, jak získat velké zakřivené díly, aniž byste museli platit za drahé zakázkové formy.
Pokud vyrábíte prototypy nebo malé série, je to nejlepší volba. Potřebujete jen pevnou konstrukci, správný kov a zkušenou obsluhu.
V naší dílně na výrobu plechů ShincoFab se každý den na vlastní oči přesvědčujeme, jak tento proces šetří klientům čas a peníze. Přesná matematika a fyzická zručnost se na dílně skutečně vyplatí.
Udržujte objem výroby pod kontrolou. Zjednodušte své křivky. Než začnete, položte svému výrobci těžké otázky. Pokud se budete řídit těmito kroky, bude váš příští projekt z ohýbaného kovu velmi úspěšný.

