Я много лет работал с листогибочными прессами и занимался производством листового металла. прямо здесь, на полу в ShincoFab. Я точно знаю, как трудно сформировать большие кривые, не раздувая бюджет на заказные формы, потому что я видел, как клиенты почти отказывались от проектов, когда им предлагали $8,000 только за заказной прокатный штамп.
Если вы хотите эффективно создавать прототипы изогнутых деталей, вы попали по адресу. В этом руководстве я покажу вам, как именно работает формообразование и как оно может сэкономить вам тысячи долларов.
Вы узнаете, какие металлы лучше всего использовать, в каких объемах производства имеет смысл применять этот процесс и как проектировать детали, которые действительно работают. Я также дам вам три критических вопроса, которые нужно задать своему изготовителю, чтобы в итоге не расплачиваться за его ошибки.
Вот все, что вам нужно знать, чтобы правильно изготовить изогнутые детали из листового металла, основаны на тысячах часов, которые мы потратили на точную настройку этих изгибов на наших собственных листогибочных станках с ЧПУ.
Что такое формирование шишек?
Стандартный листогибочный станок отлично подходит для изготовления острых углов. Но что, если ваш проект требует широкого, непрерывного цилиндра?
Вот тут-то и приходит на помощь формовка шишек. Некоторые называют ее гибка шишек или ступенчатая гибка. Это очень эффективный способ создания большого радиуса в плоском куске листового металла.
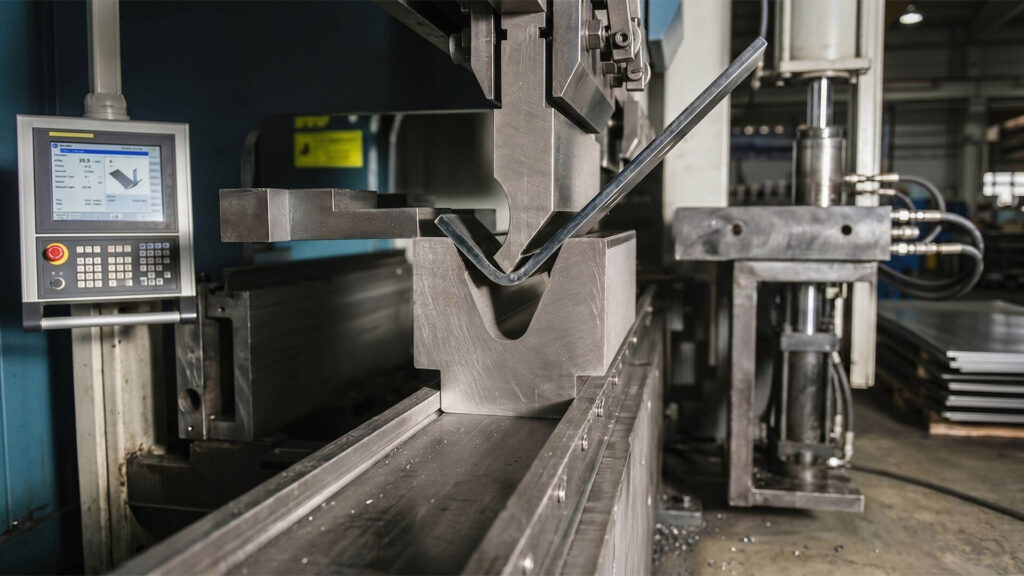
Вместо того, чтобы сгибать металл одним мощным ударом, штамповка разбивает работу на части. Машина делает десятки крошечных, близко расположенных друг к другу изгибов. Каждый удар давит на металл, как правило. От 2 до 5 градусов.
Если сложить эти маленькие хиты рядом друг с другом, они образуют плавную большую кривую.
Формовка шишек - это процесс изготовления листового металла, который позволяет создавать большие, размашистые кривые путем выполнения десятков крошечных, близко расположенных друг к другу изгибов. Этот метод позволяет создавать большие конусы и цилиндры с помощью стандартных листогибочных станков с ЧПУ, экономя тысячи долларов за счет отсутствия необходимости в изготовлении специальной жесткой оснастки.
- Построение больших кривых: Он легко превращает плоский металл в конусы, цилиндры и изгибы.
- Использует стандартное оборудование: В основе лежит обычный листогибочный станок с ЧПУ (как Амада и Trumpf машины, которыми мы ежедневно управляем) вместо массивных специализированных пластинчатых вальцов.
- Экономит ваши деньги: Вы получаете нестандартные изгибы, не платя тысячи долларов за индивидуальную жесткую оснастку.
Но для того чтобы кривая выглядела идеально гладкой, требуется точная математика и высококвалифицированные руки. Позвольте мне показать вам, как именно работает этот процесс на ShincoFab торговый зал.
Как на самом деле работает процесс формовки шишек?
Вы не можете просто угадать, где согнуть металл. Успешная деталь, изготовленная методом штамповки, требует тщательного планирования еще до включения станка. Когда на мой стол попадает новый чертеж, вот три шага, которые предпринимает наша команда инженеров чтобы превратить плоский лист в плавную кривую.
Шаг 1: математические расчеты
Прежде чем сгибать что-либо на листогибочном прессе, инженеры должны рассчитать общую длину дуги внутренней кривой и определить точный шаг радиуса. Шаг радиуса определяет расстояние между каждым крошечным изгибом, что в конечном итоге определяет, насколько гладкой или граненой будет выглядеть конечная изогнутая металлическая деталь.
- Длина дуги :Это общая длина кривой с внутренней стороны металла.
- Радиус продольного наклона: Это точное расстояние между каждым маленьким изгибом.
Радиус питча - секрет хорошей партии. Если шаг узкий, то расстояние между ударами небольшое. Это позволяет получить красивую плавную кривую. Но большее количество ударов требует больше времени. Обычно мы используем программы для 3D-моделирования, такие как SolidWorks‘ Модуль из листового металла для имитации изгибов. Это позволяет нам сбалансировать расчеты, чтобы обеспечить наилучшую отделку и не потратить деньги впустую.
Шаг 2: Настройка листогибочного пресса
После завершения математических расчетов оператор листогибочного пресса должен тщательно настроить машину, выбрав ширину нижнего штампа, равную двойному шагу радиуса, и установив очень малую глубину верхнего пуансона.
- Ширина матрицы: Отверстие нижнего инструмента должно быть точно таким же. Обычно оно примерно вдвое больше шага радиуса. Если штамп слишком широкий, металл погружается слишком далеко, и кривая получается неровной.
- Глубина перфорации: Машина только сгибает металл От 2 до 5 градусов за удар. Верхний пуансон едва вдавливается в металл, обычно опускаясь всего лишь От 0,010 до 0,030 дюймов в отверстие штампа.
Чтобы добиться правильной глубины, часто приходится действовать методом проб и ошибок. Наши ведущие операторы всегда сначала испытывают лом из точно такой же партии материала, чтобы учесть пружинистость металла. Например, лист нержавеющей стали 304 ведет себя под давлением совершенно иначе, чем мягкая сталь.
Шаг 3: Сгибание металла
Теперь начинается физическая работа. Оператор придвигает плоский лист к упору, называемому бекгаузером. Машина нажимает вниз, делая первый крошечный изгиб. Затем обратный калибр продвигает металл вперед с точным шагом от 0,050 до 0,125 дюйма. Машина снова бьет по нему.
Это повторяется десятки раз. Медленно, шаг за шагом, плоский лист скручивается в размашистый радиус.
Оператор часто останавливается, чтобы сверить деталь с пользовательским шаблоном (для этого мы обычно вырезаем лазером быстрый деревянный или акриловый профильный калибр прямо в нашем магазине). Если они допустят одну небольшую ошибку на втором ударе, эта ошибка многократно возрастет. К сороковому удару вся деталь может быть испорчена.
Это требует терпения, математики и серьезных физических навыков, но при правильном использовании приносит огромную отдачу.

Каковы наибольшие преимущества формовки шишек?
Почему так много инженеров и дизайнеров полагаются на формовку неровностей? Потому что оно решает две большие проблемы: время и деньги.
Самые большие преимущества формообразования на выпуклой поверхности - это полное исключение дорогостоящих предварительных затрат на оснастку, значительно более быстрое изготовление прототипов и полная гибкость конструкции. Используя стандартное листогибочное оборудование, производители могут создавать нестандартные кривые и легко изменять дизайн, не требуя новых постоянных пресс-форм.
- Отсутствие предварительных затрат на оснастку: Изготовление пресс-форм на заказ стоит тысячи долларов. При штамповке используются стандартные инструменты, которые уже есть у вашего изготовителя. Вы сохраняете эти деньги в своем кармане.
- Более быстрые сроки выполнения заказа: Ожидание изготовления пресс-формы на заказ может задержать ваш проект на месяц или больше. При использовании бамп-формовки цех может начать работу немедленно. Вы получите свои детали через несколько дней, а не недель.
- Полная гибкость конструкции: Вы не привязаны к одной конкретной форме. Вам нужно изменить дизайн с цилиндра на конус? Или изменить радиус кривой? Оператор просто изменит математические вычисления в машине. Новые формы не требуются.
Каковы недостатки формирования шишек?
У меня были клиенты, которые приходили к нам на фабрику, думая, что формовка шишек - это волшебное средство от всего. Это не так. Это связано с несколькими скрытыми головными болями.
К основным недостаткам формовки неровностей можно отнести требование высокой квалификации оператора, трудоемкие математические расчеты и настройка шаблонов, а также неизбежный брак материала. Ручной метод проб и ошибок при наборе точной глубины пуансона означает, что вы всегда должны учитывать жертвы тестовых деталей перед завершением производства.
- Элитные навыки оператора: Это самая сложная работа на листогибочном станке. Оператору требуется от пяти до десяти лет, чтобы по-настоящему овладеть ею. Если вы используете дешевый цех с младшими операторами, вы увидите ужасные, граненые кривые, напоминающие знак "Стоп".
- Требующая много времени настройка: Фактическая гибка происходит быстро. Но предварительная разработка - медленная. Вашему изготовителю приходится выполнять сложные математические расчеты и вырезать специальные шаблоны только для того, чтобы проверить кривые.
- Лом материала: Чтобы добиться точной глубины пуансона, нужно действовать методом проб и ошибок. Мы всегда говорим нашим клиентам, чтобы они учитывали 1-2 жертвенные части теста. чтобы настроить машину перед изготовлением окончательных деталей.
Из-за этих недостатков формовка не всегда является лучшим выбором для каждого проекта. Иногда разумнее потратить деньги на постоянную пресс-форму. Давайте сравним бамп-формовку с жесткой оснасткой, чтобы вы могли сделать правильный выбор.
Формообразование с ударом против жесткой оснастки: Что выбрать?
У вас есть два способа изготовления изогнутых металлических деталей: штамповка с напуском или жесткая оснастка. Как выбрать? Все зависит от объема производства.
Твердая оснастка использует изготовленную на заказ форму для штамповки кривой одним сильным ударом.
Выбирая между методами обработки металлов давлением, остановите свой выбор на жесткой оснастке, если вам предстоит массовое производство тысяч одинаковых деталей и требуются жесткие допуски. И наоборот, выбирайте штамповку, если вы создаете прототипы или выпускаете небольшие партии, так как она позволяет избежать огромных затрат на оснастку и поставляет детали за считанные дни.
- Твердая оснастка: Выбирайте этот вариант, если вам предстоит массовое производство тысяч деталей. Он обеспечивает высокую точность, идентичность деталей с жесткими допусками. Однако изготовление пресс-формы на заказ может стоить тысячи долларов и занять четыре недели.
- Формирование шишек: Выбирайте этот вариант, если вы создаете прототипы или работаете с небольшими партиями. Вы полностью избежите огромных предварительных затрат на оснастку. Кроме того, вы получаете детали через несколько дней, а не месяцев.
Короче говоря, жесткая оснастка нужна для масштабирования. Формование неровностей - для скорости и гибкости.
Что такое точка безубыточности при формовке бугров?
Как узнать, когда нужно прекратить формирование шишек? Это сводится к элементарной математике.
Формовка сгибов не требует затрат на оснастку, но ручной труд стоит дорого. Квалифицированный оператор должен тщательно контролировать каждый изгиб.
Точка финансовой безубыточности при формовке неровностей обычно находится между 100 и 200 деталями. При производстве менее 100 деталей ручной труд обходится дешевле, чем оснастка. Однако, как только объем производства превышает 200 деталей, инвестиции в постоянную жесткую оснастку или специализированную листопрокатную оснастку становятся более рентабельными.
- Менее 100 деталей: Придерживайтесь технологии формовки. Высокая стоимость труда все равно намного дешевле, чем покупка пресс-формы за $5,000.
- Более 200 деталей: Пришло время отказаться от штамповки. Заплатите за сложную оснастку или выполняйте работу на специализированном листогибочном станке. При таком объеме медленный ручной труд обойдется вам дороже, чем оснастка.
Всегда сравнивайте предварительную стоимость оснастки с общей почасовой оплатой труда.
Какие металлы лучше всего подходят для формовки шишек?
Не все металлы выдерживают этот процесс. Формовка с ударом создает большую нагрузку на лист. За годы работы мы на собственном опыте убедились, какие металлы хорошо ведут себя на листогибочном прессе, а какие сопротивляются.
Лучший выбор металла
Лучшими металлами для формовки шишек являются высокопластичные материалы, которые могут растягиваться и выдерживать многократные удары листогибочного пресса без разрушения. Лучшими вариантами являются низкоуглеродистая сталь благодаря своей прочности, нержавеющая сталь 304 для долговечности и стандартные алюминиевые сплавы, такие как 5052, для легкого формования.
- Мягкая сталь: Это абсолютно лучший выбор. Он прост и легко переносит многочисленные изгибы.
- Нержавеющая сталь: Прочная и долговечная. Она требует большего давления от машины, но прекрасно держит изгиб. Только учтите, что пружина агрессивна.
- Стандартные алюминиевые сплавы (например, 5052): Большинство сортов легкие и хорошо поддаются формовке. Убедитесь, что вы уточнили точную марку в вашем магазине.
Материалы, которых следует избегать
Худшими материалами для формовки шишек являются хрупкие или структурно неполноценные металлы, которые легко ломаются при повторяющихся нагрузках. Вам следует полностью избегать закаленных металлов, таких как алюминий 6061-T6, который микротрескается под давлением, и перфорированных листов, которые непредсказуемо гнутся из-за слабых мест в структуре.
- Алюминий 6061-T6: Избегайте этого любой ценой. Это закаленный, хрупкий металл. Мы видели, как они буквально ломались или микротрескались на листогибочном прессе. под воздействием постоянных ударов.
- Перфорированные листы: Металл, полный случайных отверстий, непредсказуемо гнется. Вырезы создают слабые места, в результате чего получается неровная, неаккуратная кривая. это выглядит ужасно, независимо от того, насколько хорош оператор.
Как разработать более совершенные детали с неровной формой?
Плохая конструкция гарантирует плохую деталь. Вы хотите максимально облегчить работу оператора.
Для создания более качественных деталей, изготовленных методом штамповки, инженерам следует упростить геометрические формы, избегать очень узких радиусов изгиба, ослабить допуски на размеры и использовать металл шириной менее 24 дюймов. Проектирование с учетом этих производственных ограничений обеспечивает более плавный процесс и снижает риск поломки детали.
- Простые формы: Стремитесь к чистым, непрерывным кривым. Сложные, неровные геометрии резко увеличивают время настройки и риск ошибок.
- Радиусы изгибов: Не добивайтесь чрезвычайно узкого радиуса. Вдавливание металла в тугую кривую создает жесткие выступы и ослабляет деталь.
- Допуски на размеры: Это исключительно ручной процесс. Он зависит от человеческого мастерства, проб и ошибок. Дайте магазину небольшое пространство для дыхания в ваших размерах (например, допускается ±0,030 - ±0,060 дюймов вместо строгого ±0,010), Особенно на длинных поворотах.
- Максимальная ширина (24 дюйма): Когда металл становится шире, сохранить угол сгиба идеально прямым становится невероятно сложно. Если ваша деталь должна быть длиннее 24 дюймов, заранее поговорите с изготовителем, чтобы узнать, сможет ли его оборудование справиться с этой задачей.
Даже при безупречном дизайне формовка неровностей оставляет заметные следы. Поскольку изгиб на самом деле состоит из десятков крошечных плоских изгибов, на металле будут видны слабые линии.
Но что делать, если вы создаете потребительский продукт, который должен выглядеть безупречно? Давайте рассмотрим, как скрыть эти следы.
Как скрыть линии изгиба после формовки бугорков?
Формирование бампа не создает математически идеальную кривую. Она создает серию крошечных плоских точек.
Если присмотреться, можно увидеть слабые линии изгиба. Это нормально для скрытого кронштейна внутри станка. Но это большая проблема, если деталь находится прямо перед вашим клиентом.
Чтобы скрыть слабые линии изгибов, образовавшиеся при штамповке, производители используют косметические методы отделки после выхода металла из листогибочного пресса. Лучшие методы включают ручную шлифовку и зачистку выступов, нанесение грубого слоя кузовной шпатлевки или использование толстого текстурированного порошкового покрытия.

- Шлифовка и песок: Опытный работник может вручную отшлифовать гребни с помощью шлифовальной машины двойного действия. Это требует дополнительного времени, но отлично подходит для голых металлических деталей.
- Наполнитель для кузова: Если вы планируете красить металл, быстрый слой кузовной шпатлевки легко выровняет небольшие впадины.
- Порошковое покрытие: Тяжелый, Текстурированное порошковое покрытие толщиной от 3 до 5 мм отлично скрывает мелкие дефекты поверхности. Он заполняет линии изгибов, не требуя ручной шлифовки.
Для чего в реальном мире используется формовка неровностей?
Вы можете подумать, что формовка шишек предназначена только для простых, низкоуровневых металлических брекетов. Это не так. Крупнейшие отрасли промышленности ежедневно используют именно этот процесс.
Формообразование широко используется в основных отраслях промышленности для изготовления крупных изогнутых деталей из листового металла без дорогостоящей оснастки. К числу распространенных реальных применений относятся носовые конусы и панели фюзеляжа в аэрокосмической отрасли, изогнутые крылья и топливные баки для автомобилей, а также прецизионные медицинские инструменты и вспомогательные устройства.

- Аэрокосмическая промышленность: Инженеры используют его для создания легких носовых конусов и размашистых панелей фюзеляжа.
- Автомобили: Магазины используют его для изготовления изогнутых крыльев, масляных поддонов и топливных баков.
- Медицина: Дизайнеры используют его для прототипирования точных медицинских инструментов и вспомогательных устройств.
Этот процесс явно подходит для проектов с высокими ставками. Но помните, что ваша конечная деталь хороша лишь настолько, насколько хороша мастерская, которая ее изготовила.
Какие вопросы следует задать изготовителю перед началом работ?
Формирование неровностей - это целое искусство. Нельзя доверять свой проект новичку. Когда клиенты проверяют наш завод ShincoFab, я всегда с уважением отношусь к инженерам, которые задают сложные вопросы.
Прежде чем приступать к проекту по формовке шишек, необходимо задать изготовителю три критических вопроса, чтобы убедиться в его компетентности. Убедитесь, что они знают, как справиться с пружинящим отклонением материала, проверьте, используют ли они индивидуальные физические шаблоны для проверки кривых, и подтвердите, что их листогибочный пресс использует компенсацию короны.
- Материал пружины: Спросите, как они справляются с пружинистостью материала. Металл естественным образом отскакивает назад после изгиба. Умная мастерская всегда сначала проводит обрезки, чтобы рассчитать точное давление, необходимое для преодоления этого отскока.
- Пользовательские шаблоны: Спросите, используют ли они пользовательские шаблоны. Бампинг - это исключительно ручной процесс. Оператор должен сверять вашу деталь с физическим шаблоном (например, вырезанные лазером, которые мы используем) после каждых нескольких ударов, чтобы кривая оставалась в идеальном положении.
- Компенсация за корону: Спросите, используется ли в их листогибочном прессе компенсация короны. Большие листогибочные прессы под сильным давлением прогибаются посередине. Компенсация прогиба активно отжимает, сохраняя машину идеально ровной, чтобы ваши детали не деформировались. Если они не знают, что такое коронация, уходите.
Если они уверенно ответят на эти вопросы, значит, вы в надежных руках.
Заключение
Формообразование не является волшебством. Это просто разумный и экономичный способ получения крупных изогнутых деталей без необходимости оплачивать дорогостоящие пресс-формы.
Если вы создаете прототипы или выпускаете небольшие партии, это лучший вариант. Вам понадобится только прочная конструкция, подходящий металл и опытный оператор.
В нашей мастерской по изготовлению листового металла ShincoFab мы воочию видим, как этот процесс ежедневно экономит время и деньги клиентов. Точные математические расчеты и физические навыки действительно окупаются в цеху.
Следите за объемом производства. Упрощайте кривые. Задайте своему изготовителю трудные вопросы, прежде чем начать работу. Если вы будете следовать этим шагам, ваш следующий проект по производству изогнутого металла будет иметь огромный успех.

