Spędziłem lata pracując przy prasach krawędziowych i produkcji blach tutaj na podłodze w ShincoFab. Wiem dokładnie, jak trudno jest formować duże krzywe bez rozdmuchiwania budżetu na niestandardowe formy, ponieważ widziałem, jak klienci prawie odchodzili od projektów, gdy wyceniano je na $8,000 tylko za niestandardową matrycę do walcowania.
Jeśli chcesz wydajnie prototypować zakrzywione części, jesteś we właściwym miejscu. W tym przewodniku pokażę dokładnie, jak działa formowanie wypukłe i jak może zaoszczędzić tysiące dolarów.
Dowiesz się, jakich metali najlepiej używać, przy jakiej wielkości produkcji proces ten ma sens i jak projektować części, które faktycznie działają. Podam również trzy kluczowe pytania, które należy zadać producentowi, aby nie płacić za jego błędy.
Oto wszystko, co musisz wiedzieć, aby prawidłowo wykonać zakrzywione części blaszane, W oparciu o tysiące godzin, które spędziliśmy na wybieraniu dokładnych gięć na naszych własnych prasach krawędziowych CNC.
Czym jest formowanie wypukłości?
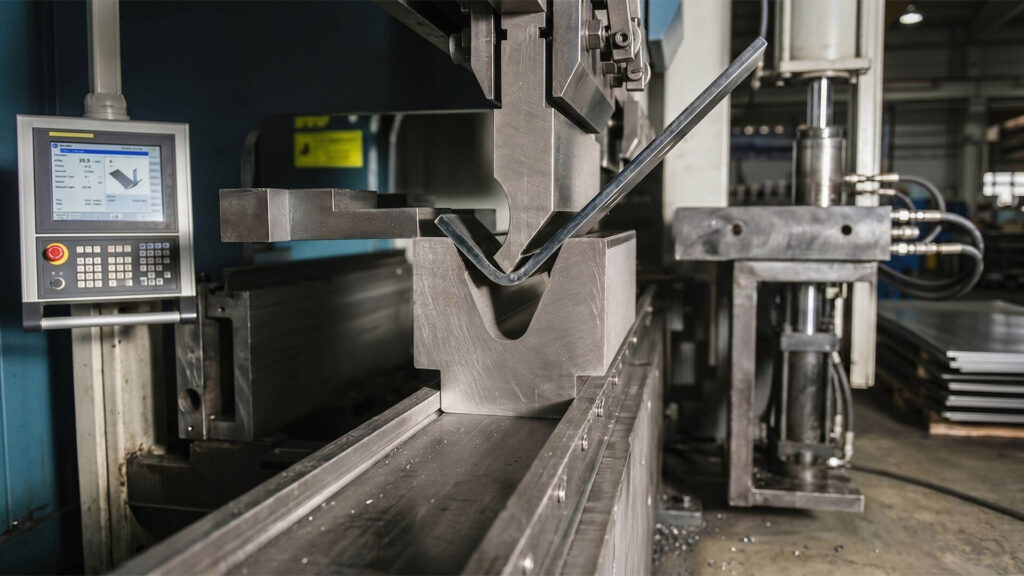
Standardowa prasa krawędziowa doskonale nadaje się do wykonywania ostrych narożników. Ale co, jeśli projekt wymaga szerokiego, ciągłego cylindra?
W tym miejscu pojawia się formowanie wypukłości. Niektórzy nazywają to gięciem uderzeniowym lub schodkowym. Jest to bardzo skuteczny sposób na utworzenie dużego promienia w płaskim kawałku blachy.
Zamiast giąć metal w jednym potężnym uderzeniu, formowanie uderzeniowe rozbija zadanie. Maszyna wykonuje dziesiątki małych, blisko siebie rozmieszczonych zagięć. Każde uderzenie zazwyczaj dociska metal 2 do 5 stopni.
Po ułożeniu tych małych uderzeń obok siebie, tworzą one gładką, dużą krzywą.
Formowanie wypukłe to proces produkcji blachy, który tworzy duże, szerokie łuki poprzez wykonywanie dziesiątek małych, blisko siebie rozmieszczonych zagięć. Metoda ta pozwala budować duże stożki i cylindry przy użyciu standardowych pras krawędziowych CNC, oszczędzając tysiące dolarów dzięki wyeliminowaniu potrzeby stosowania niestandardowych twardych narzędzi.
- Tworzy duże krzywe: Z łatwością przekształca płaski metal w stożki, cylindry lub łuki.
- Wykorzystuje standardowe wyposażenie: Opiera się na zwykłej prasie krawędziowej CNC (jak np. Amada oraz Trumpf maszyny, które uruchamiamy codziennie) zamiast masywnych, wyspecjalizowanych rolek talerzowych.
- Oszczędność pieniędzy: Otrzymujesz niestandardowe krzywe bez płacenia tysięcy dolarów za niestandardowe twarde narzędzia.
Ale uzyskanie idealnie gładkiej krzywej wymaga precyzyjnej matematyki i wysoko wykwalifikowanych rąk. Pokażę ci dokładnie, jak ten proces faktycznie działa na ShincoFab hala produkcyjna.
Jak właściwie działa proces formowania wypukłości?
Nie można po prostu zgadywać, gdzie zgiąć metal. Udana część formowana wypukło wymaga starannego planowania jeszcze przed włączeniem maszyny. Za każdym razem, gdy nowy projekt trafia na moje biurko, oto trzy kroki, które podejmuje nasz zespół inżynierów aby przekształcić płaski arkusz w gładką krzywą.
Krok 1: obliczenia matematyczne
Przed rozpoczęciem gięcia czegokolwiek na prasie krawędziowej, inżynierowie muszą obliczyć całkowitą długość łuku wewnętrznego i określić dokładną podziałkę promienia. Skok promienia dyktuje odległość między każdym małym zagięciem, co ostatecznie kontroluje, jak gładka lub fasetowana będzie ostateczna zakrzywiona metalowa część.
- Długość łuku Jest to całkowita długość łuku po wewnętrznej stronie metalu.
- Promień Skok: Jest to dokładna odległość między poszczególnymi zakrętami.
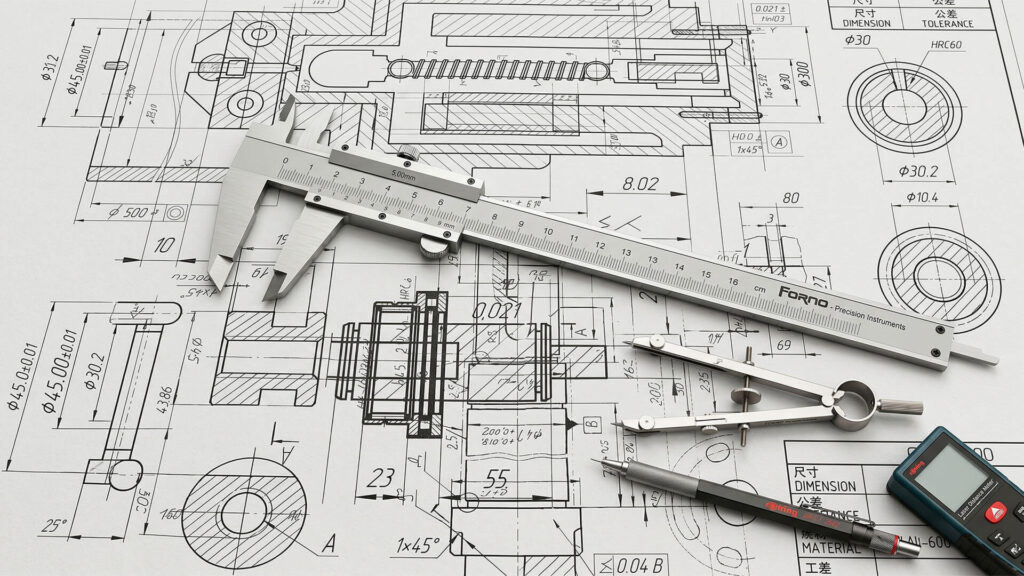
Promień boiska jest sekretem dobrej gry. Jeśli skok jest wąski, odległość między uderzeniami jest niewielka. Daje to piękną, gładką krzywą. Ale więcej uderzeń zajmuje więcej czasu. Zazwyczaj używamy oprogramowania do modelowania 3D, takiego jak SolidWorks‘, aby najpierw zasymulować zagięcia. Pozwala nam to zrównoważyć matematykę, aby zapewnić najlepsze wykończenie bez marnowania pieniędzy.
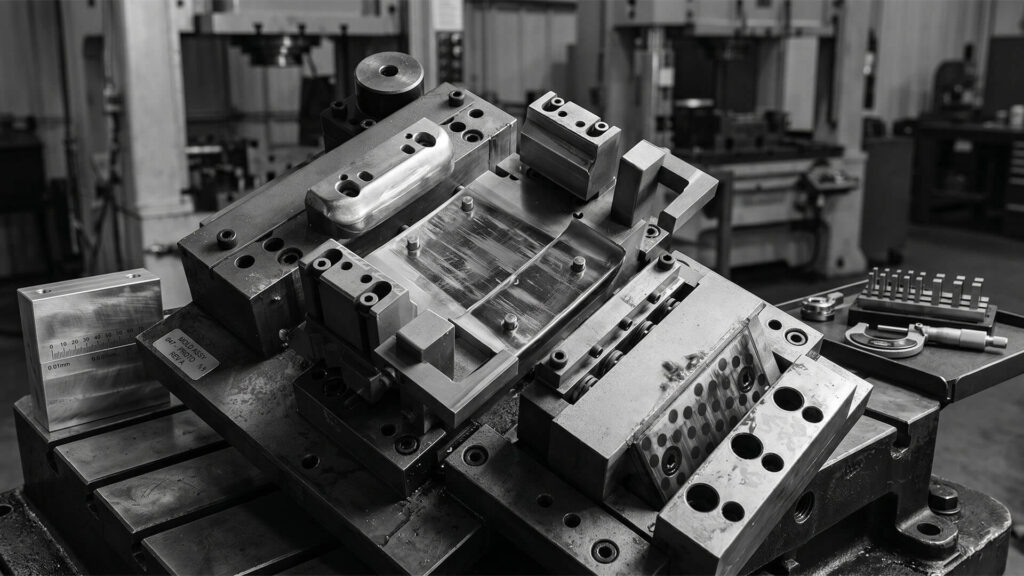
Krok 2: Konfiguracja prasy krawędziowej
Po zakończeniu obliczeń matematycznych operator prasy krawędziowej musi starannie skonfigurować maszynę, wybierając szerokość dolnej matrycy, która jest dwukrotnie większa od skoku promienia i wybierając bardzo małą głębokość górnego stempla.
- Szerokość matrycy: Otwór dolnego narzędzia musi być dokładnie taki sam. Zwykle jest to około dwukrotność promienia. Jeśli matryca jest zbyt szeroka, metal zagłębia się zbyt daleko, a krzywa staje się nierówna.
- Głębokość wykrawania: Maszyna tylko wygina metal 2 do 5 stopni na uderzenie. Górny cios ledwo wciska się w metal, zazwyczaj schodząc tylko w dół 0,010 do 0,030 cala do otworu matrycy.
Uzyskanie właściwej głębokości często wymaga prób i błędów. Nasi główni operatorzy zawsze najpierw testują złom z dokładnie tej samej partii materiału, aby uwzględnić sprężynowanie metalu. Na przykład arkusz stali nierdzewnej 304 zachowuje się zupełnie inaczej pod ciśnieniem niż stal miękka.
Krok 3: Gięcie metalu
Teraz rozpoczyna się praca fizyczna. Operator przysuwa płaski arkusz do ogranicznika zwanego zderzakiem tylnym. Maszyna naciska w dół, wykonując pierwsze małe zagięcie. Następnie zderzak tylny przesuwa metal do przodu z dokładnością od 0,050 do 0,125 cala. Maszyna uderza ponownie.
Powtarza się to dziesiątki razy. Powoli, krok po kroku, płaski arkusz zwija się w promień.
Operator często zatrzymuje się, aby sprawdzić część pod kątem niestandardowego szablonu (w tym celu zazwyczaj wycinamy laserowo szybki drewniany lub akrylowy profilometr bezpośrednio w naszym sklepie).. Jeśli popełnią jeden mały błąd przy uderzeniu numer dwa, błąd ten się zwielokrotni. Przy uderzeniu numer czterdzieści cała część może zostać zrujnowana.
Wymaga to cierpliwości, matematyki i poważnych umiejętności fizycznych, ale jeśli użyjesz go poprawnie, zysk będzie ogromny.

Jakie są największe zalety formowania wypukłości?
Dlaczego tak wielu inżynierów i projektantów polega na formowaniu wypukłości? Ponieważ rozwiązuje ono dwa ogromne problemy: czas i pieniądze.
Największymi zaletami formowania uderzeniowego jest całkowite wyeliminowanie kosztownych początkowych kosztów oprzyrządowania, znacznie szybszy czas realizacji prototypów i całkowita elastyczność projektowania. Wykorzystując standardowy sprzęt do pras krawędziowych, producenci mogą tworzyć niestandardowe krzywe i łatwo modyfikować projekty bez konieczności stosowania nowych stałych form.
- Zero kosztów narzędzi z góry: Niestandardowe formy kosztują tysiące dolarów. Formowanie wypukłe wykorzystuje standardowe narzędzia, które producent już posiada. Te pieniądze zostają w kieszeni.
- Szybsze czasy realizacji: Oczekiwanie na niestandardową formę może opóźnić projekt o miesiąc lub dłużej. Dzięki formowaniu uderzeniowemu warsztat może rozpocząć pracę natychmiast. Otrzymujesz swoje części w ciągu kilku dni, a nie tygodni.
- Całkowita elastyczność projektowania: Nie jesteś ograniczony do jednego konkretnego kształtu. Czy trzeba zmienić projekt z cylindra na stożek? Albo zmienić promień łuku? Operator po prostu zmienia obliczenia w maszynie. Nie są wymagane nowe formy.
Jakie są wady formowania wypukłości?
Zdarzało mi się, że klienci wchodzili do naszej fabryki myśląc, że formowanie wypukłości jest magicznym rozwiązaniem na wszystko. Tak nie jest. Wiąże się to z kilkoma ukrytymi bólami głowy.
Główne wady formowania uderzeniowego obejmują wymóg wysoce elitarnych umiejętności operatora, czasochłonne konfiguracje matematyczne i szablonowe oraz nieuniknione straty materiału. Ręczne ustawianie dokładnej głębokości stempla metodą prób i błędów oznacza, że przed sfinalizowaniem produkcji należy zawsze uwzględnić poświęcone części testowe.
- Elitarne umiejętności operatora: Jest to najtrudniejsza praca, jaką można wykonać na prasie krawędziowej. Jej opanowanie zajmuje operatorowi od pięciu do dziesięciu lat. Jeśli korzystasz z taniego warsztatu z młodszymi operatorami, zobaczysz okropne, fasetowane krzywe, które przypominają znak stopu.
- Czasochłonna konfiguracja: Rzeczywiste gięcie jest szybkie. Ale wstępna inżynieria jest powolna. Producent musi wykonać skomplikowane obliczenia matematyczne i wyciąć niestandardowe szablony tylko po to, aby sprawdzić krzywe.
- Złom materiałowy: Uzyskanie odpowiedniej głębokości stempla wymaga prób i błędów. Zawsze mówimy naszym klientom, aby uwzględnili 1 lub 2 poświęcone części testowe aby ustawić maszynę przed wykonaniem ostatecznych elementów.
Ze względu na te wady, formowanie uderzeniowe nie zawsze jest najlepszym wyborem dla każdego projektu. Czasami wydanie pieniędzy na stałą formę ma większy sens. Porównajmy formowanie uderzeniowe bezpośrednio z twardymi narzędziami, abyś mógł podjąć właściwą decyzję.
Bump Forming vs. Hard Tooling: Co wybrać?
Istnieją dwa sposoby tworzenia zakrzywionych części metalowych: formowanie uderzeniowe lub twarde oprzyrządowanie. Jak dokonać wyboru? Wszystko sprowadza się do wielkości produkcji.
Twarde oprzyrządowanie wykorzystuje niestandardową formę do wytłoczenia krzywej w jednym, ciężkim uderzeniu.
Dokonując wyboru pomiędzy metodami formowania metalu, wybierz twarde oprzyrządowanie, jeśli masowo produkujesz tysiące identycznych części i wymagasz wąskich tolerancji. I odwrotnie, wybierz formowanie uderzeniowe, jeśli budujesz prototypy lub produkujesz małe partie, ponieważ pozwala to uniknąć ogromnych kosztów oprzyrządowania i dostarcza części w ciągu kilku dni.
- Twarde oprzyrządowanie: Wybierz tę opcję, jeśli produkujesz masowo tysiące części. Zapewnia bardzo dokładne, identyczne elementy o wąskich tolerancjach. Jednak wykonanie niestandardowej formy może kosztować tysiące dolarów i zająć cztery tygodnie.
- Formowanie wypukłości: Wybierz tę opcję, jeśli budujesz prototypy lub produkujesz małe partie. Pozwala to całkowicie uniknąć ogromnych początkowych kosztów oprzyrządowania. Ponadto, otrzymujesz części w ciągu kilku dni, a nie miesięcy.
Krótko mówiąc, twarde oprzyrządowanie zapewnia skalę. Formowanie wypukłe zapewnia szybkość i elastyczność.
Jaki jest próg rentowności dla formowania wypukłego?
Skąd wiadomo, kiedy przestać formować wypukłości? Sprowadza się to do podstawowej matematyki.
Formowanie wypukłe nie wiąże się z żadnymi kosztami oprzyrządowania, ale praca ręczna jest kosztowna. Wykwalifikowany operator musi dokładnie monitorować każde zgięcie.
Finansowy próg rentowności dla formowania wypukłości występuje zwykle między 100 a 200 częściami. W przypadku produkcji poniżej 100 części, praca ręczna pozostaje tańsza niż oprzyrządowanie. Jednak gdy produkcja przekroczy 200 części, inwestycja w stałe twarde oprzyrządowanie lub specjalistyczne walcowanie blach staje się bardziej opłacalna.
- Poniżej 100 części: Trzymaj się formowania uderzeniowego. Wysoki koszt robocizny jest nadal znacznie tańszy niż zakup niestandardowej formy $5,000.
- Ponad 200 części: Nadszedł czas, aby porzucić formowanie uderzeniowe. Zapłać za twarde oprzyrządowanie lub wykonaj zadanie na specjalistycznej rolce płytowej. Przy tej objętości powolna praca ręczna będzie kosztować więcej niż oprzyrządowanie.
Zawsze porównuj cenę narzędzi z góry z całkowitą godzinową stawką robocizny.
Jakie są najlepsze metale do formowania wypukłości?
Nie wszystkie metale wytrzymują ten proces. Formowanie wypukłe powoduje duże naprężenia na arkuszu. Przez lata nauczyliśmy się na własnej skórze, które metale zachowują się na prasie krawędziowej, a które nie.
Najlepszy wybór metali
Najlepsze metale do formowania uderzeniowego to wysoce plastyczne materiały, które mogą się rozciągać i wytrzymywać wielokrotne uderzenia prasy krawędziowej bez pękania. Najlepszym wyborem jest stal miękka ze względu na jej wytrzymałość, stal nierdzewna 304 ze względu na trwałość oraz standardowe stopy aluminium, takie jak 5052, zapewniające lekkość formowania.
- Stal miękka: To absolutnie najlepszy wybór. Jest wyrozumiały i gładko znosi wielokrotne zgięcia.
- Stal nierdzewna: Mocna i trwała. Wymaga większego nacisku ze strony maszyny, ale pięknie trzyma krzywiznę. Należy tylko pamiętać, że sprężynowanie jest agresywne.
- Standardowe stopy aluminium (np. 5052): Większość gatunków jest lekka i bardzo podatna na formowanie. Upewnij się tylko, że sprawdziłeś dokładny gatunek w swoim sklepie.
Materiały, których należy unikać
Najgorszymi materiałami do formowania wypukłości są kruche lub naruszone strukturalnie metale, które łatwo pękają pod wpływem powtarzających się naprężeń. Należy całkowicie unikać metali hartowanych, takich jak aluminium 6061-T6, które mikropęka pod naciskiem, oraz blach perforowanych, które wyginają się w nieprzewidywalny sposób z powodu słabych punktów strukturalnych.
- Aluminium 6061-T6: Unikać za wszelką cenę. Jest to hartowany, kruchy metal. Widzieliśmy dosłownie pęknięcia lub mikropęknięcia na prasie krawędziowej pod wpływem powtarzających się uderzeń.
- Arkusze perforowane: Metal pełen przypadkowych otworów wygina się w nieprzewidywalny sposób. Wycięcia tworzą słabe punkty, pozostawiając nierówną, niechlujną krzywiznę To wygląda okropnie, niezależnie od tego, jak dobry jest operator.
Jak projektować lepsze części formowane wypukło?
Zły projekt gwarantuje złą część. Praca operatora powinna być jak najłatwiejsza.
Aby projektować lepsze części formowane uderzeniowo, inżynierowie powinni utrzymywać proste kształty geometryczne, unikać bardzo ciasnych promieni gięcia, poluzować tolerancje wymiarowe i utrzymywać metal o szerokości poniżej 24 cali. Projektowanie z uwzględnieniem tych ograniczeń produkcyjnych zapewnia płynniejszy proces i zmniejsza ryzyko awarii części.
- Proste kształty: Należy dążyć do uzyskania czystych, ciągłych krzywych. Złożone, postrzępione geometrie drastycznie wydłużają czas konfiguracji i zwiększają ryzyko błędów.
- Promienie gięcia: Nie należy wymuszać bardzo ciasnego promienia. Wciskanie metalu w ciasny łuk tworzy ostre grzbiety i osłabia część.
- Tolerancje wymiarowe: Jest to proces wysoce manualny. Opiera się na ludzkich umiejętnościach oraz próbach i błędach. Daj sklepowi trochę swobody w swoich wymiarach (np. dopuszczając ±0,030 do ±0,060 cala zamiast ścisłego ±0,010)., szczególnie na długich zakrętach.
- Maksymalna szerokość (24 cale): Gdy metal staje się szerszy, utrzymanie idealnie prostego kąta gięcia staje się niezwykle trudne. Jeśli część musi być dłuższa niż 24 cale, porozmawiaj wcześniej z producentem, aby sprawdzić, czy jego sprzęt sobie z tym poradzi.
Nawet w przypadku nieskazitelnego projektu, formowanie wypukłości pozostawia wyraźny ślad. Ponieważ krzywa jest w rzeczywistości wykonana z dziesiątek małych płaskich zagięć, na metalu widoczne będą słabe linie.
Ale co, jeśli tworzysz produkt konsumencki, który musi wyglądać nieskazitelnie? Przyjrzyjmy się, jak ukryć te ślady.
Jak ukryć linie gięcia po formowaniu wypukłości?
Formowanie wypukłości nie tworzy matematycznie idealnej krzywej. Tworzy serię małych płaskich punktów.
Jeśli przyjrzysz się uważnie, zobaczysz słabo widoczne linie zgięcia. Jest to w porządku w przypadku ukrytego wspornika wewnątrz maszyny. Jest to jednak duży problem, jeśli część znajduje się tuż przed klientem.
Aby ukryć słabe linie gięcia powstałe w wyniku formowania wypukłego, producenci stosują kosmetyczne techniki wykończeniowe po opuszczeniu prasy krawędziowej przez metal. Najlepsze metody obejmują ręczne szlifowanie i piaskowanie grzbietów, nakładanie cienkiej warstwy wypełniacza karoserii lub stosowanie grubej, teksturowanej powłoki proszkowej.

- Szlifowanie i piaskowanie: Wykwalifikowany pracownik może ręcznie zeszlifować grzbiety za pomocą szlifierki dwufunkcyjnej. Zajmuje to więcej czasu, ale doskonale sprawdza się w przypadku nieosłoniętych części metalowych.
- Wypełniacz karoserii: Jeśli planujesz pomalować metal, szybka warstwa szpachlówki do karoserii z łatwością wyrówna drobne wgłębienia.
- Malowanie proszkowe: Ciężki, Teksturowana powłoka proszkowa o grubości od 3 do 5 mil jest fantastyczny w ukrywaniu drobnych wad powierzchni. Wypełnia linie zgięcia bez konieczności ręcznego szlifowania.
Do czego służy formowanie wypukłości w świecie rzeczywistym?
Można by pomyśleć, że formowanie wypukłości jest przeznaczone tylko dla podstawowych, niskopoziomowych metalowych wsporników. Tak jednak nie jest. Główne gałęzie przemysłu polegają na tym procesie każdego dnia.
Formowanie wypukłe jest szeroko stosowane w głównych gałęziach przemysłu do produkcji dużych, zakrzywionych części blaszanych bez kosztownego oprzyrządowania. Typowe zastosowania w świecie rzeczywistym obejmują stożki nosowe i panele kadłuba samolotu, zakrzywione błotniki samochodowe i niestandardowe zbiorniki paliwa oraz precyzyjne instrumenty medyczne lub urządzenia wspomagające.

- Lotnictwo i kosmonautyka: Inżynierowie używają go do budowy lekkich stożków przednich i szerokich paneli kadłuba.
- Motoryzacja: Sklepy polegają na nim przy produkcji zakrzywionych błotników, misek olejowych i niestandardowych zbiorników paliwa.
- Medyczny: Projektanci używają go do prototypowania precyzyjnych instrumentów medycznych i urządzeń wspomagających.
Proces ten wyraźnie sprawdza się w przypadku projektów o wysokiej stawce. Należy jednak pamiętać, że końcowa część jest tak dobra, jak warsztat, który ją wykonał.
Jakie pytania należy zadać producentowi przed rozpoczęciem pracy?
Formowanie wypukłości to sztuka. Nie można powierzyć swojego projektu żółtodziobowi. Kiedy klienci audytują nasz zakład ShincoFab, zawsze szanuję inżynierów, którzy zadają trudne pytania.
Przed rozpoczęciem projektu formowania wypukłego należy zadać producentowi trzy kluczowe pytania, aby zweryfikować jego doświadczenie. Upewnij się, że wie, jak radzić sobie ze sprężynowaniem materiału, sprawdź, czy używa niestandardowych szablonów fizycznych do sprawdzania krzywych i potwierdź, że jego prasa krawędziowa wykorzystuje kompensację koronowania.
- Sprężystość materiału: Zapytaj, jak radzą sobie ze sprężynowaniem materiału. Metal naturalnie odbija się po zgięciu. Inteligentny warsztat zawsze najpierw wykona złom, aby obliczyć dokładny nacisk potrzebny do pokonania tego odbicia.
- Szablony niestandardowe: Zapytaj, czy używają niestandardowych szablonów. Bumping jest procesem wysoce ręcznym. Operator powinien sprawdzać część względem fizycznego szablonu (jak te wycinane laserowo, których używamy) po każdych kilku uderzeniach, aby upewnić się, że krzywa pozostaje idealnie na torze.
- Rekompensata za ukoronowanie: Zapytaj, czy ich prasa krawędziowa wykorzystuje kompensację uginania. Duże prasy krawędziowe faktycznie wyginają się w środku pod dużym naciskiem. Kompensacja uwypuklenia aktywnie odpycha, utrzymując maszynę idealnie płaską, dzięki czemu części się nie wypaczają. Jeśli nie wiedzą, czym jest koronacja, odejdź.
Jeśli odpowiedzą na te pytania z pełnym przekonaniem, jesteś w dobrych rękach.
Wnioski
Formowanie wypukłe to nie magia. Jest to po prostu inteligentny, opłacalny sposób na uzyskanie dużych zakrzywionych części bez płacenia za drogie niestandardowe formy.
Jeśli budujesz prototypy lub produkujesz małe partie, jest to najlepsza opcja. Potrzebny jest tylko solidny projekt, odpowiedni metal i doświadczony operator.
W naszym zakładzie produkcji blach, ShincoFab, widzimy z pierwszej ręki, jak ten proces oszczędza klientom czas i pieniądze każdego dnia. Precyzyjna matematyka i umiejętności fizyczne naprawdę opłacają się na hali produkcyjnej.
Kontroluj wielkość produkcji. Uprość swoje krzywe. Zadawaj producentowi trudne pytania przed rozpoczęciem pracy. Jeśli będziesz postępować zgodnie z tymi krokami, Twój następny zakrzywiony projekt metalowy będzie ogromnym sukcesem.

