Obszywanie blachy to proces produkcyjny polegający na zaginaniu surowej, ostrej krawędzi blachy z powrotem na siebie w celu utworzenia bezpiecznego, gładkiego i sztywnego obramowania.
Pomyśl o swojej ulubionej parze dżinsów. Spójrz na dół nogawki. Tkanina jest złożona i zszyta na miejscu, aby się nie strzępiła. Obszycie z blachy to dokładnie ta sama koncepcja, tylko zastępuje tkaninę stalą lub aluminium.
Ale na naszej hali produkcyjnej ShincoFab, Stawka jest nieco wyższa niż postrzępiony dżins. Każdego dnia bierzemy niebezpieczne, niewykończone krawędzie i wyginamy je na naszych prasach krawędziowych, aby stworzyć gładkie, bezpieczne krawędzie. Brzmi to prosto, ale po obsłużeniu tysięcy niestandardowych części mogę z pierwszej ręki powiedzieć, że odpowiednie obszycie całkowicie zmienia sposób, w jaki metalowa część przetrwa w prawdziwym świecie.
Zanim omówię, dlaczego ten proces jest konieczny, pozwolę sobie wyjaśnić pewne nieporozumienie, które widzimy w projektach klientów niemal co tydzień.
Prawdziwa różnica między obszywaniem a zszywaniem
Kiedy przeglądamy pliki CAD przesłane przez inżynierów i projektantów produktów, często widzimy słowa “obszywanie” i “zszywanie” używane zamiennie. Nie oznaczają one tego samego i wymagają zupełnie innego oprzyrządowania z naszej strony.
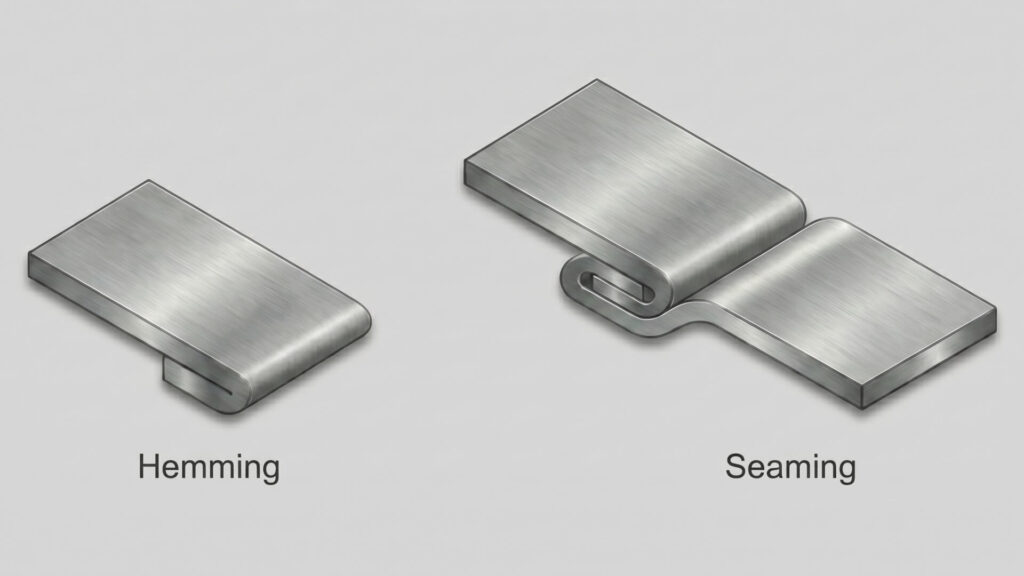
Główna różnica między obszywaniem a zszywaniem zależy od liczby metalowych elementów:
- Obszycie wykańcza pojedynczą krawędź. Bierzemy jednoczęściowy blachy i złożyć ją na siebie za pomocą matrycy do obszywania.
- Szwy łączą dwa oddzielne elementy. Bierzemy dwie sztuki z blachy, połączyć ich krawędzie i szczelnie zablokować. Pomyśl o górnej części puszki na zupę.
Mówiąc najprościej, obszywamy, aby wykończyć surową krawędź. Zszywamy, aby połączyć dwie części. Teraz, gdy wiesz już, że mamy do czynienia tylko z jednym kawałkiem metalu na raz, przyjrzyjmy się, dlaczego zagięcie tej krawędzi jest zwykle nienegocjowalne w naszych codziennych pracach produkcyjnych.
Dlaczego potrzebujesz obszycia?
Po wyjęciu z naszych maszyn do cięcia laserowego lub nożyc, surowa krawędź metalu o grubości 18 mm działa jak ostrze brzytwy. Nie chcesz tego tak zostawić.
Z naszego doświadczenia wynika, że dodanie obszycia daje naszym klientom trzy ogromne korzyści:
- Bezpieczeństwo (oszczędza palce). Nasi operatorzy fizycznie obsługują te części. Jeśli ktoś później chwyci część na linii montażowej, nie powinna ona krwawić. Obszycie obraca się ostro zagrożenie krawędziowe w bezpieczną, gładką granicę za pomocą kontrola inżynieryjna w celu wyeliminowania lub zminimalizowania narażenia pracowników.
- Dodaje to poważnej siły. Złożenie blachy podwaja jej grubość w najsłabszym miejscu. Często sugerujemy klientom obszycia, aby usztywnić niestabilny panel, zapobiegając jego chybotaniu się bez konieczności ulepszania go do grubszej, cięższej blachy.
- Wygląda profesjonalnie. Krawędzie cięcia mają szorstkie miejsca, zadziory i ślady ciepła od lasera. Obszycie ukrywa ten bałagan i nadaje produktom - takim jak budowane przez nas komercyjne obudowy kuchenne - wysokiej jakości, czyste wykończenie.
4 najpopularniejsze rodzaje blachowkrętów
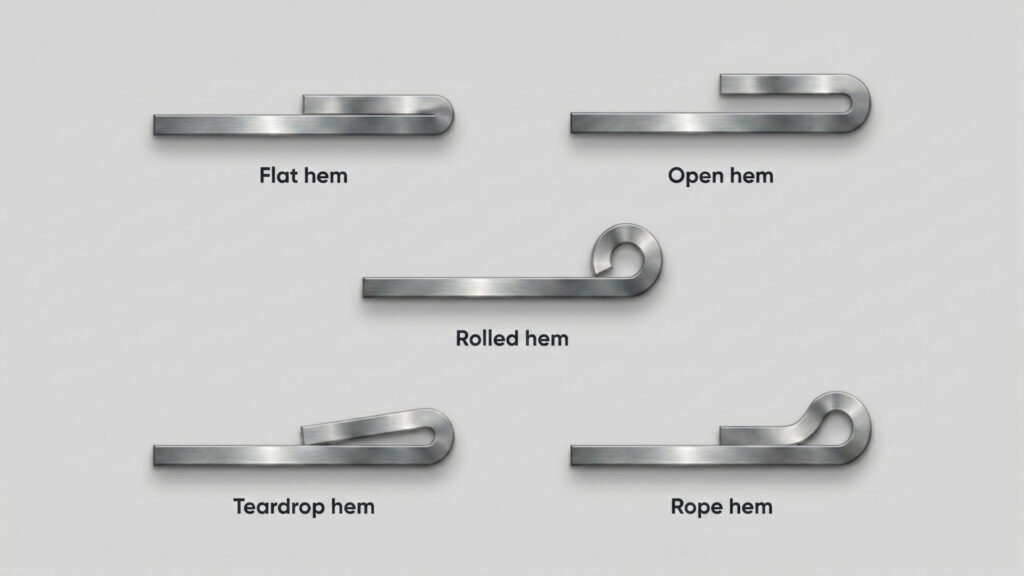
Nie wszystkie obszycia są takie same. W przypadku ShincoFab wybór zależy od zastosowania danej części. Istnieją cztery główne rodzaje obszyć blach stosowanych w produkcji: obszycia zamknięte (płaskie), obszycia otwarte, obszycia w kształcie łezki i obszycia walcowane.
Istnieją cztery główne rodzaje obszyć blach używanych w produkcji: obszycia zamknięte (płaskie), obszycia otwarte, obszycia w kształcie łezki i obszycia walcowane. Zapewnij szybkie odniesienie do swojego projektu:
| Typ obszycia | Struktura / profil | Najlepsza aplikacja |
|---|---|---|
| Zamknięte (płaskie) obszycie | Złożony i wciśnięty całkowicie na płasko z zerową szczeliną wewnętrzną. | Maksymalna wytrzymałość, płaskie wykończenia (np. metalowe szafki). |
| Otwarte obszycie | Złożony, ale pozostawia wewnątrz małą, określoną kieszeń powietrzną. | Grubsze metale lub pozostawienie miejsca na wsunięcie przewodów/komponentów do środka. |
| Teardrop Hem | Wygięty pod kątem 180 stopni, tworząc szczelinę powietrzną w kształcie łzy. | Kruche lub łamliwe metale (takie jak aluminium 6061), aby zapobiec pękaniu. |
| Walcowane (linowe) obszycie | Zwinięty w pełny okrąg, tworząc gładką, pustą rurkę. | Uchwyty przemysłowe lub przedmioty wymagające całkowicie bezpiecznego, ergonomicznego chwytu. |
Zamknięte (płaskie) obszycie
Składamy krawędź i dociskamy ją całkowicie płasko pod prasą krawędziową, tak aby wewnątrz nie było żadnej szczeliny. Stosujemy tę metodę, gdy klienci potrzebują maksymalnej wytrzymałości i równego, gładkiego wykończenia (bardzo popularne w przypadku produkowanych przez nas metalowych szafek).
Otwarte obszycie
To również się składa, ale pozostawia wewnątrz małą kieszeń powietrzną. Dlaczego zalecamy pozostawienie szczeliny? Po pierwsze, pomaga nam to uniknąć pęknięć podczas pracy z grubszymi metalami. Po drugie, pozostawia miejsce, jeśli zespół montażowy będzie musiał później wsunąć przewód lub inny element wewnątrz zagięcia.
Teardrop Hem
Wygina się o 180 stopni, tworząc kształt łezki. Używamy go wyłącznie do delikatnych metali. Gdybyśmy próbowali rozbić niektóre gatunki aluminium całkowicie płasko na naszych maszynach, po prostu by się rozpadły. Łezka zapewnia bezpieczne zginanie bez naprężeń materiałowych.
Zwijane (lub linowe) obszycie
Zamiast płaskiego zagięcia, zawijamy krawędź w pełne koło, tworząc gładką rurkę. Jest to absolutnie najlepsza opcja dla uchwytów. Kiedy produkujemy niestandardowe skrzynki narzędziowe lub uchwyty przemysłowe, jest to nasz wybór, ponieważ jest całkowicie bezpieczny do trzymania.
Jak wybrać odpowiedni metal dla swojego hem
Metale zachowują się inaczej pod wpływem tonażu. Jeśli młodszy projektant zmusi kruchy metal do ciasnego zagięcia w pliku CAD, pęknie on na prasie krawędziowej. Właśnie zmarnowałeś dobry materiał.
Aby zaoszczędzić czas i pieniądze na prototypowanie, oto nasza ściągawka oparta na tym, co niezawodnie działa na naszych maszynach. Najpopularniejsze metale stosowane do obszywania blach to stal walcowana na zimno, aluminium i stal nierdzewna:
- Stal walcowana na zimno (np. SPCC): Łatwy w obsłudze koń roboczy. Ładnie się wygina, nie łamiąc się. Jeśli arkusz jest stosunkowo cienki, możemy bezpiecznie użyć ciasnego Zamknięte obszycie.
- Aluminium (np. 6061 vs 5052): Lekki, ale może być kruchy. Widzieliśmy pęknięcia stali 6061 niemal za każdym razem, gdy była zgniatana na płasko. Aby utrzymać metal w stanie nienaruszonym, zawsze zalecamy zastosowanie obrzeża w kształcie łzy lub otwartego obrzeża, aby uwzględnić zmniejszoną plastyczność stali 6061. sztywne stopy poddane obróbce cieplnej, takie jak 6061.
- Stal nierdzewna (np. 304): Twardy i uparty. Jego gięcie wymaga dużej mocy maszyny. Ponieważ jest on tak twardy i podatny na sprężynowanie, należy stosować Zamknięte obszycie może nadmiernie obciążać metal. An Otwarte obszycie jest najbezpieczniejszym sposobem zapobiegania mikrozłamaniom.
Złote zasady projektowania hełmu
Zły projekt rujnuje dobry metal, zanim jeszcze włączymy nasze maszyny. Aby uzyskać idealne obszycie bez konieczności odsyłania przez nas projektu do poprawek, należy przestrzegać następujących trzech zasad precyzyjne obszywanie prasą krawędziową:
- Zasada #1: Uważaj na grubość materiału. Hemming uwielbia cienki metal. W ShincoFab aktywnie odradzamy próby obcinania blachy grubszej niż 0,125 cala (11-gauge). Metal o dużej grubości będzie po prostu walczył z matrycą i pęknie pod obciążeniem.
- Zasada #2: Dobierz odpowiednią długość płaskiej powierzchni. Potrzebujemy wystarczającej ilości materiału, aby oprzyrządowanie maszyny mogło go chwycić i złożyć. Krawędź powrotna zagięcia (długość kołnierza) powinna być co najmniej czterokrotnie większa od grubości blachy. Jeśli jest zbyt krótka, wyślizgnie się z matrycy.
- Zasada #3: Przestrzegaj promienia gięcia. W przypadku otwartych obszyć nie należy wymuszać zbyt ciasnego skrętu. Wewnętrzna krzywizna powinna być co najmniej równa grubości materiału. Zmniejsza to naprężenia i zapobiega pękaniu metalu podczas dociskania.
Jak prasa krawędziowa zagina blachę?
Po wybraniu projektu, nasz warsztat przejmuje kontrolę. Oto jak nasi operatorzy wykonują te fałdy:
Metoda prasy krawędziowej
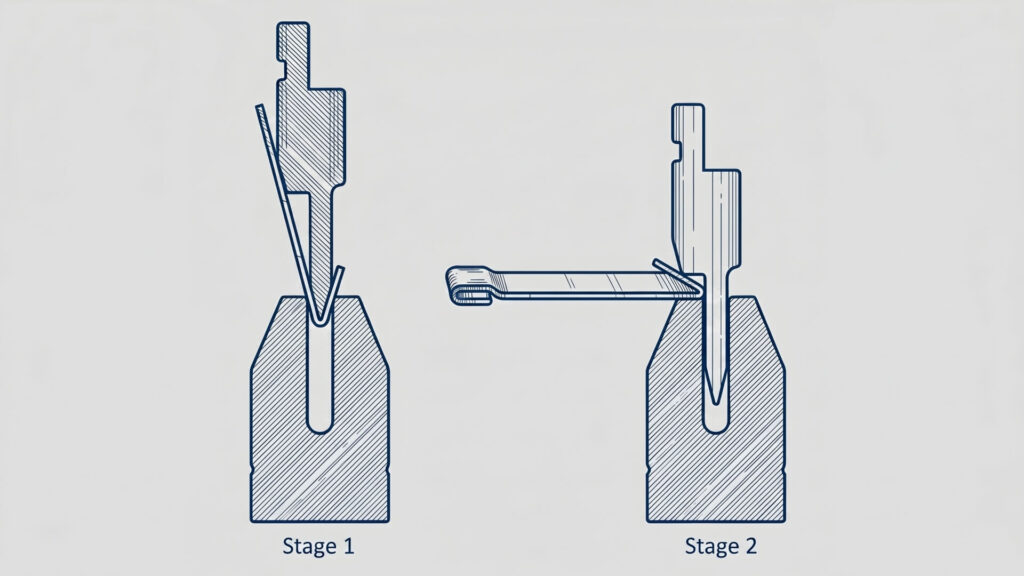
Jest to nasz codzienny standard i jest wysoce niezawodny w codziennych zadaniach. Standardowy proces obszywania prasą krawędziową jest wykonywany w dwóch odrębnych etapach:
- Wygiąć do kąta ostrego: Najpierw używamy matrycy V i stempla, aby wygiąć surową metalową krawędź pod ostrym kątem (zwykle około 30 stopni).
- Ściśnij zamkniętą fałdę: Następnie przechodzimy do matrycy spłaszczającej (lub specjalistycznej matrycy do obszywania), która obniża się i rozbija fałdę płasko względem siebie.
Die Hemming
Potrzebujesz szybko wyprodukować 10 000 części? Oferujemy to rozwiązanie do produkcji masowej. Wykorzystuje niestandardowe narzędzie do zaginania całej krawędzi jednocześnie. Niestandardowa matryca kosztuje więcej z góry, ale szybkość produkcji znacznie zmniejsza koszt jednostkowy.
Roll Hemming
Jeśli metal ma zakrzywioną krawędź, standardowa prasa krawędziowa nie będzie działać. W tym przypadku małe rolki prowadzą wzdłuż krawędzi, przesuwając metal stopniowo. Jest to idealne rozwiązanie dla skomplikowanych, zakrzywionych części samochodowych lub urządzeń.
Jak naprawić typowe bóle głowy związane z hemingiem
Metal ma swój własny umysł. Oto najczęstsze problemy, z którymi borykamy się na hali produkcyjnej i jak je rozwiązujemy, aby Twoje zamówienie nie zostało opóźnione:
- Pęknięcie na zewnętrznej krawędzi: Zwykle dzieje się tak podczas kruszenia kruchego metalu na płasko. Nasza poprawka: Wstrzymujemy bieg i zmieniamy projekt na łezkę lub otwarte obszycie, aby złagodzić stres.
- Wypaczenie i wygięcie: Twój płaski panel nagle faluje. Nasza poprawka: Operator musi ponownie skalibrować zwieńczenie prasy krawędziowej. Zapewniamy, że panel jest w pełni podparty, a tonaż jest idealnie równy na całej długości łoża.
- Zakładka nie zamyka się: Maszyna nie może prawidłowo chwycić krawędzi. Nasza poprawka: Sprawdzamy projekt. Zazwyczaj długość kołnierza jest zbyt mała (mniej niż 4x grubość materiału).
Jak heming wpływa na koszty produkcji
Za każdym razem, gdy gięcie metalu, Zwiększa to liczbę operacji na hali, wydłużając czas pracy maszyn i zwiększając nakład pracy. Można jednak kontrolować ten budżet:
- Trzymaj się podstaw. Standardowe otwarte lub zamknięte obszycie jest tanie. Prawie każda podstawowa prasa krawędziowa może je szybko wykonać.
- Jeśli to możliwe, unikaj trudnych kształtów. Obszycia w kształcie łezki i zrolowane są doskonałe. Wymagają one jednak specjalnych narzędzi i dłuższego czasu konfiguracji. Płać za nie tylko wtedy, gdy wymaga tego twój metal lub projekt.
- Dopasuj proces do objętości. Nie kupuj drogiej niestandardowej matrycy dla małej partii części. Pozwól sklepowi użyć standardowej prasy krawędziowej, aby obniżyć koszty początkowe.
Czy naprawdę potrzebujesz obszycia? (Tańsze alternatywy)
Czasami, jako Twój partner produkcyjny, powiemy Ci, że pełne obszycie to przesada. Jeśli Twój budżet jest ograniczony, rozważ oferowane przez nas alternatywy:
- Poproś o usunięcie zadziorów: Jeśli chcesz po prostu powstrzymać ludzi przed skaleczeniem, poproś nas o usunięcie zadziorów lub bębnowanie części. Szlifujemy ostre krawędzie bez gięcia metalu. Jest to znacznie tańsze.
- Złóż pod kątem 90 stopni: Potrzebujesz usztywnić płaski panel? Standardowe zagięcie pod kątem 90 stopni zwiększa sztywność dzięki jednemu szybkiemu uderzeniu na prasie krawędziowej, oszczędzając dodatkowy etap spłaszczania.
Wnioski
Obszywanie blachy nie musi być skomplikowane. Wszystko sprowadza się do dopasowania odpowiedniego zagięcia do odpowiedniego metalu. Zrób to dobrze, a otrzymasz część, która jest bezpieczna, mocna i wygląda bardzo profesjonalnie.
Teraz masz już podręcznik z perspektywy producenta. Wiesz, kiedy rozbić obszycie na płasko, kiedy zostawić otwartą szczelinę, a kiedy najlepszym rozwiązaniem jest zwykłe gratowanie.
Pozostaje już tylko przekształcenie projektu w rzeczywisty metal. Ekipa z ShincoFab jest tutaj, aby zająć się gięciem. Codziennie produkujemy blachy i dokładnie wiemy, jak wykonać Twój projekt bez złomu i bólu głowy. Wybierz odpowiednie obszycie, Prześlij nam swoje pliki STEP lub DXF, i zabieramy się do pracy.

