Plaatzomen is een fabricageproces waarbij een ruwe, scherpe rand van plaatmetaal op zichzelf wordt teruggevouwen om een veilige, gladde en stevige rand te creëren.
Denk aan je favoriete spijkerbroek. Kijk naar de onderkant van het been. De stof is opgevouwen en vastgestikt zodat het niet gaat rafelen. Een metalen zoom is precies hetzelfde concept, alleen wordt de stof vervangen door staal of aluminium.
Maar op onze werkvloer hier bij ShincoFab, De inzet is iets hoger dan rafelig denim. Elke dag nemen we gevaarlijke, onafgewerkte randen en buigen die om op onze afkantpersen om gladde, veilige randen te maken. Het klinkt eenvoudig, maar na het verwerken van duizenden aangepaste onderdelen kan ik je uit eerste hand vertellen dat een goede zoom de manier waarop je metalen onderdeel de echte wereld overleeft volledig verandert.
Voordat ik ga bespreken waarom dit proces nodig is, wil ik eerst een misverstand uit de weg ruimen dat we bijna wekelijks tegenkomen in blauwdrukken van klanten.
Het echte verschil tussen rimpelen en stikken
Wanneer we CAD-bestanden bekijken die zijn opgestuurd door ingenieurs en productontwerpers, zien we vaak dat de woorden “zomen” en “naaien” door elkaar worden gebruikt. Ze betekenen niet hetzelfde en ze vereisen compleet ander gereedschap van onze kant.
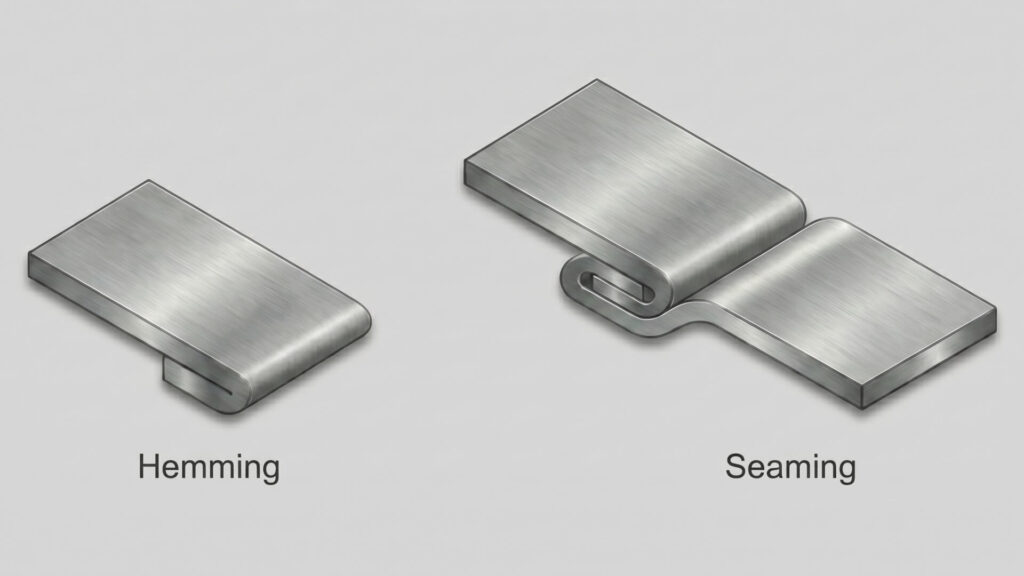
Het belangrijkste verschil tussen zomen en naaien hangt af van het aantal metalen stukken:
- Met een zoom wordt een enkele rand afgewerkt. We nemen een stuk van plaatmetaal en vouw het over zichzelf met behulp van een zomen matrijs.
- Naden verbinden twee afzonderlijke stukken. We nemen twee stukken van plaatmetaal, verbind de randen met elkaar en zet ze vast. Denk aan de bovenkant van een soepblik.
Simpel gezegd, we zomen om een onafgewerkte rand af te werken. We naaien om twee delen met elkaar te verbinden. Nu je weet dat we maar met één stuk metaal tegelijk te maken hebben, laten we eens kijken waarom het vouwen van die rand meestal niet onderhandelbaar is in onze dagelijkse fabricage.
Waarom heb je een zoom nodig?
Rechtstreeks van onze lasersnijmachines of scharen, werkt een ruwe rand van 18-gauge metaal als een scheermes. Zo wil je het niet achterlaten.
Onze ervaring is dat het toevoegen van een zoom onze klanten drie enorme voordelen biedt:
- Veiligheid (het spaart vingers). Onze operators gaan fysiek met deze onderdelen om. Als iemand je onderdeel later aan de lopende band pakt, mag het niet bloeden. Een zoom draait een scherpe randgevaar in een veilige, gladde rand met behulp van een technische maatregelen om de blootstelling van werknemers te elimineren of tot een minimum te beperken.
- Het voegt serieuze kracht toe. Door het metaal te vouwen verdubbelt de dikte op de plek waar het het zwakst is. We stellen klanten vaak zomen voor om een slap paneel stijver te maken, zodat het niet gaat wiebelen zonder te moeten upgraden naar een dikker, zwaarder plaatmateriaal.
- Het ziet er professioneel uit. Snijkanten hebben ruwe plekken, bramen en hittestrepen van de laser. Een zoom verbergt die rommel en geeft producten, zoals de commerciële keukenbehuizingen die we bouwen, een eersteklas, schone afwerking.
De 4 meest voorkomende soorten plaatmetalen stelen
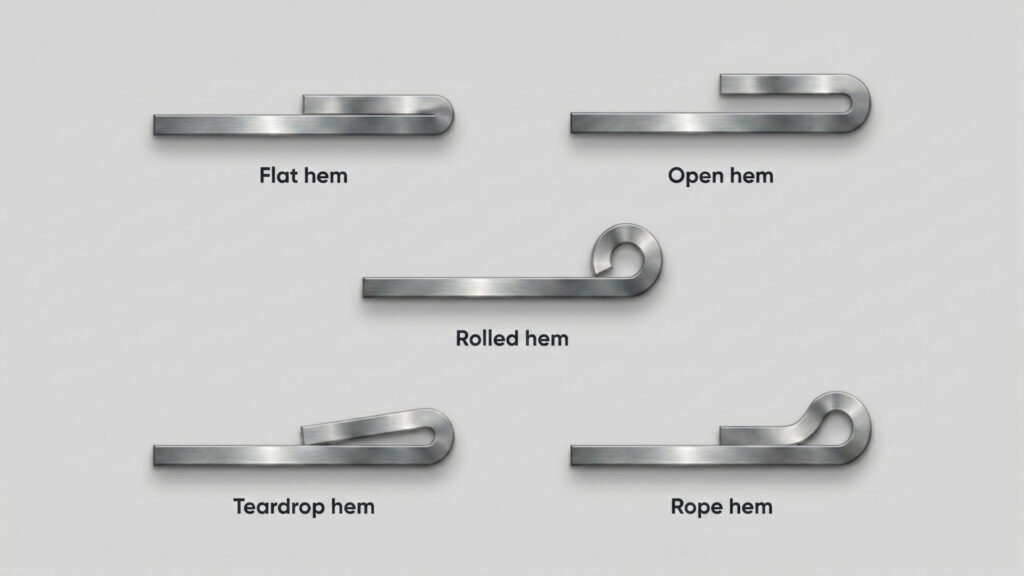
Niet alle zomen zijn hetzelfde. Op de ShincoFab vloer hangt de keuze af van de toepassing van het onderdeel. Er zijn vier hoofdtypen plaatzomen die gebruikt worden bij fabricage: gesloten (platte) zomen, open zomen, druppelzomen en gerolde zomen.
Er zijn vier hoofdtypen plaatzomen die worden gebruikt bij fabricage: gesloten (platte) zomen, open zomen, traanzomen en gerolde zomen. Geef een snelle referentie voor je ontwerp:
| Type zoom | Structuur / Profiel | Beste toepassing |
|---|---|---|
| Gesloten (platte) zoom | Omgevouwen en helemaal platgedrukt zonder tussenruimte aan de binnenkant. | Maximale sterkte, vlakke afwerkingen (bijv. metalen kasten). |
| Open zoom | Omgevouwen, maar met een kleine, gedefinieerde luchtzak aan de binnenkant. | Dikkere metalen, of ruimte overlaten om draden/onderdelen naar binnen te schuiven. |
| Tardrop zoom | Gebogen over 180 graden waardoor een traanvormige luchtspleet ontstaat. | Breekbare of broze metalen (zoals aluminium 6061) om scheuren te voorkomen. |
| Gerolde zoom | Gekruld tot een volledige cirkel, waardoor een gladde, holle buis ontstaat. | Industriële handgrepen of voorwerpen die een volledig veilige, ergonomische greep vereisen. |
Gesloten (platte) zoom
We vouwen de rand om en drukken hem helemaal plat onder de afkantpers, zodat er binnenin geen spleet is. We gebruiken dit wanneer klanten maximale sterkte en een vlakke, gladde afwerking nodig hebben (zeer populair voor de metalen kasten die we maken).
Open zoom
Deze vouwt ook om, maar laat binnenin een kleine luchtzak achter. Waarom raden we aan om een opening te laten? Ten eerste voorkomt het scheuren als we met dikkere metalen werken. Ten tweede laat het ruimte over als je assemblageteam later een draad of ander onderdeel in de vouw moet schuiven.
Tardrop zoom
Dit buigt voorbij 180 graden om een traanvorm te vormen. We gebruiken dit uitsluitend voor kwetsbare metalen. Als we bepaalde aluminiumsoorten helemaal plat zouden slaan op onze machines, zouden ze gewoon uit elkaar vallen. De teardrop geeft het een veilige buiging zonder materiaalstress.
Gerolde (of touw) zoom
In plaats van een platte vouw krullen we de rand in een volledige cirkel, waardoor een gladde buis ontstaat. Dit is de beste optie voor handgrepen. Als we gereedschapskisten of industriële handgrepen op maat maken, gebruiken we deze omdat ze veilig aanvoelen.
Hoe kies je het juiste metaal voor je hem?
Metalen gedragen zich anders onder belasting. Als een junior ontwerper een bros metaal in een CAD-bestand in een strakke vouw forceert, zal het breken op de afkantpers. Je hebt gewoon goed materiaal verspild.
Om u tijd en geld te besparen bij het maken van prototypes, vindt u hier ons spiekbriefje gebaseerd op wat betrouwbaar werkt op onze machines. De meest gebruikte metalen voor het omzomen van plaatwerk zijn koudgewalst staal, aluminium en roestvrij staal:
- Koudgewalst staal (bijv. SPCC): Het gemakkelijke werkpaard. Het buigt mooi zonder te knakken. Als je plaat relatief dun is, kunnen we gerust een strak Gesloten zoom.
- Aluminium (bijv. 6061 vs. 5052): Lichtgewicht maar kan bros zijn. We hebben 6061 bijna elke keer zien barsten als het platgedrukt werd. Om het metaal intact te houden, adviseren we altijd een Teardrop Hem of een Open Hem om de verminderde buigzaamheid van stijve warmtebehandelde legeringen zoals 6061.
- Roestvrij staal (bijv. 304): Taai en koppig. Om het te buigen heb je serieuze machinekracht nodig. Omdat het zo hard is en snel terugveert, is een Gesloten zoom kan het metaal te veel belasten. Een Open zoom is de veiligste manier om microbreuken te voorkomen.
Gouden regels voor het ontwerpen van een Hem
Een slecht ontwerp ruïneert goed metaal nog voor onze machines zijn ingeschakeld. Om een perfecte zoom te krijgen zonder dat we je blauwdruk moeten terugsturen voor revisies, houd je je aan deze drie regels voor precisie afkantpers omzomen:
- Regel #1: Let op je materiaaldikte. Zomen houdt van dun metaal. Bij ShincoFab raden we het af om plaatmateriaal dikker dan 11 mm (0,125 inch) te zomen. Zwaar metaal zal zich verzetten tegen de matrijs en barsten onder de tonnage.
- Regel #2: Zorg dat de lengte van het vlak goed is. We hebben genoeg materiaal nodig voor het gereedschap van de machine om te grijpen en te vouwen. Zorg ervoor dat je vouwrand (flenslengte) minstens vier keer zo dik is als je plaatmateriaal. Als hij te kort is, glijdt hij uit de matrijs.
- Regel #3: Respecteer de buigradius. Forceer voor open zomen geen te strakke bocht. De binnenbocht moet minstens gelijk zijn aan de dikte van je materiaal. Dit verlicht de spanning en voorkomt dat het metaal knapt tijdens het persen.
Hoe zet een afkantpers plaatmateriaal om?
Zodra je ontwerp is afgestemd, neemt onze werkplaats het over. Hier zie je hoe onze operators deze vouwen uitvoeren:
De afkantpersmethode
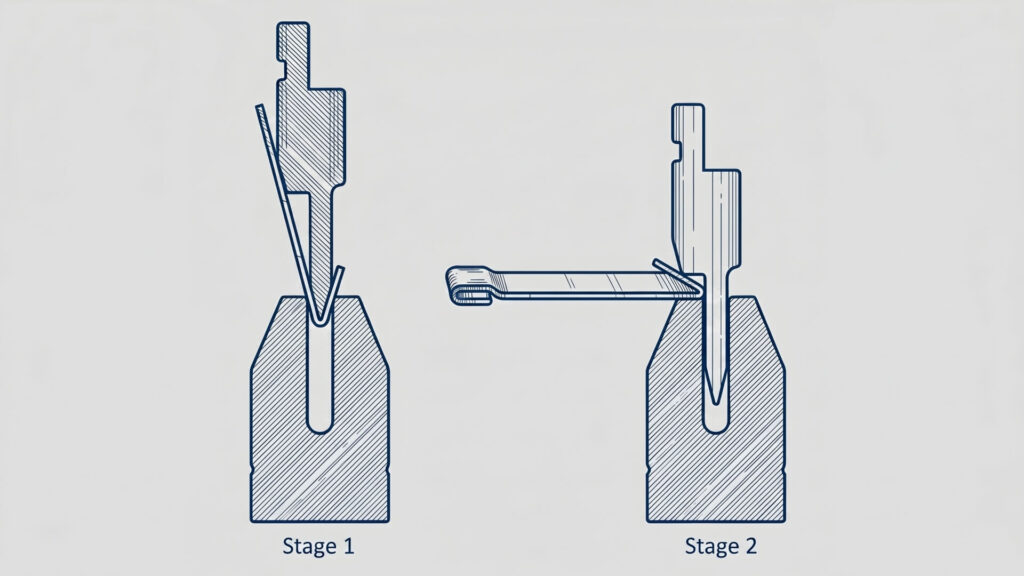
Dit is onze dagelijkse standaard en is zeer betrouwbaar voor alledaagse klussen. Het standaard kantperszoomproces wordt uitgevoerd in twee verschillende stappen:
- Buig tot een scherpe hoek: Eerst gebruiken we een V-die en een pons om de ruwe metalen rand in een scherpe hoek te buigen (meestal rond de 30 graden).
- Druk de vouw dicht: Vervolgens gaan we over op een platdrukmatrijs (of een speciale zoommatrijs) die naar beneden komt en de vouw plat tegen zichzelf slaat.
Stansen
Moet je snel 10.000 onderdelen maken? Wij bieden dit aan voor massaproductie. Het maakt gebruik van een speciaal gereedschap om de hele rand in één keer te vouwen. De op maat gemaakte matrijs kost vooraf meer, maar de productiesnelheid verlaagt de kosten per onderdeel aanzienlijk.
Rolzoom
Als je metaal een gebogen rand heeft, werkt een standaard kantpers niet. Hiervoor leiden kleine rollers langs de rand, waardoor het metaal beetje bij beetje wordt omgeduwd. Het is perfect voor complexe, gebogen auto- of apparaatonderdelen.
Hoe je veelvoorkomende krimphoofdpijn kunt verhelpen
Metaal heeft een eigen wil. Hier zijn de meest voorkomende problemen die we op de werkvloer oplossen en hoe we ze oplossen zodat je bestelling geen vertraging oploopt:
- Krakend aan de buitenrand: Dit gebeurt meestal als je een bros metaal platdrukt. Onze oplossing: We onderbreken de run en schakelen je ontwerp om naar een traanplaat of open zoom om de stress te verlichten.
- Kromtrekken en buigen: Je flat panel is plotseling golvend. Onze oplossing: De operator moet de bombering van de afkantpers opnieuw kalibreren. Wij zorgen ervoor dat het paneel volledig wordt ondersteund en dat de tonnage perfect gelijk is over de lengte van het bed.
- De vouw sluit niet: De machine kan de rand niet goed grijpen. Onze oplossing: We bekijken je blauwdruk. Meestal is de lengte van de flens te kort (minder dan 4x de materiaaldikte).
Hoe het op maat maken uw productiekosten beïnvloedt
Elke keer als we metaal buigen, Het voegt een bewerking op de vloer toe, waardoor de machinetijd en de arbeidskosten toenemen. Maar je kunt dit budget beheren:
- Blijf bij de basis. Een standaard open of gesloten zoom is goedkoop. Bijna elke basis kantpers kan deze snel maken.
- Vermijd lastige vormen als dat kan. Teardrop- en rolzomen zijn uitstekend. Maar ze vereisen speciaal gereedschap en langere insteltijden. Betaal er alleen voor als je metaal of ontwerp dit strikt vereist.
- Stem het proces af op het volume. Koop geen dure aangepaste matrijs voor een kleine partij onderdelen. Laat de winkel een standaard afkantpers gebruiken om de aanloopkosten laag te houden.
Heb je echt een zoom nodig? (Goedkopere alternatieven)
Soms zullen we je, als je fabricagepartner, vertellen dat een volledige zoom overkill is. Als je budget krap is, overweeg dan deze alternatieven die we bieden:
- Vraag om ontbramen: Als je alleen wilt voorkomen dat mensen zich snijden, vraag ons dan om het onderdeel te ontbramen of te tuimelen. We slijpen scherpe randen weg zonder metaal te buigen. Dat is aanzienlijk goedkoper.
- Maak een vouw van 90 graden: Moet je een slap paneel verstevigen? Een standaardbocht van 90 graden voegt serieuze stijfheid toe met slechts één snelle druk op de afkantpers, waardoor de tweede stap, het vlakken, kan worden uitgespaard.
Conclusie
Plaatwerk zomen hoeft niet ingewikkeld te zijn. Het komt eigenlijk neer op de juiste vouw met het juiste metaal combineren. Als je het goed doet, krijg je een onderdeel dat veilig en sterk is en er zeer professioneel uitziet.
Nu heb je het draaiboek vanuit het perspectief van een fabrikant. Je weet wanneer je een zoom plat moet slaan, wanneer je een open spleet moet laten en wanneer je het beste kunt ontbramen.
Het enige wat je nog moet doen is je blauwdruk omzetten in echt metaal. De crew van ShincoFab is er voor het buigen. We maken elke dag plaatwerk en weten precies hoe we je ontwerp moeten uitvoeren zonder schroot en hoofdpijn. Kies de juiste zoom, stuur ons uw STEP- of DXF-bestanden, en laten we aan de slag gaan.

