He pasado años en el taller aquí en ShincoFab viendo cómo triunfan los proyectos de fabricación de aluminio, y he visto cómo un montón de metal caro acababa en nuestros contenedores de chatarra. Sé exactamente lo que hace que una pieza funcione y lo que hace que se rompa en la prensa plegadora. No se necesita un libro de texto de ingeniería para entender este proceso. Sólo necesita consejos prácticos de personas que cortan, doblan y sueldan estas piezas todos los días.
En esta guía, le daré exactamente eso. Aprenderá a elegir la aleación de aluminio adecuada, a evitar los errores de diseño específicos que rompen nuestras herramientas y a utilizar sencillos trucos de taller para reducir sus costes de fabricación.
¿Listo para convertir su archivo CAD en una pieza física sin perder tiempo ni dinero? Manos a la obra.
¿Qué es la fabricación de aluminio?
Fabricación de aluminio es el proceso de convertir aluminio bruto en una pieza acabada mediante corte, doblado, mecanizado o soldadura.
Se empieza con una chapa plana, un bloque macizo o un tubo largo de metal. A continuación, lo cortamos, doblamos, mecanizamos o soldamos hasta que se adapte exactamente a su diseño. Es como trabajar la madera, pero con metal.
¿Por qué debería preocuparse por el proceso real? Porque la forma en que se fabrica la pieza hace o deshace todo el proyecto.
Si entiendes cómo funciona la fabricación, obtendrás enormes beneficios:
- Te ahorra dinero. Elegir el método de corte o plegado adecuado mantiene sus costes bajos.
- Evita los fallos. Saber cómo se dobla el aluminio evita que sus piezas se agrieten en el taller.
- Acelera las cosas. Una buena planificación de la fabricación significa menos errores y una entrega más rápida de su proyecto.
Por qué debería preocuparse por el aluminio (los verdaderos beneficios)
Tiene muchas opciones de metal para su proyecto. Entonces, ¿por qué elegir aluminio en lugar de acero o plástico?
He aquí cómo el aluminio le facilita la vida y mejora su proyecto:
- Es ligero pero resistente. El aluminio pesa 0,098 lbs/pulg³, frente a las 0,283 lbs/pulg³ del acero, pero resiste la presión. El producto final será más ligero, más fácil de manejar y mucho más barato de transportar.
- No se oxida. El aluminio tiene un escudo incorporado. Cuando entra en contacto con el aire, forma una barrera natural contra la corrosión. Puedes utilizarlo en exteriores sin tener que pagar costosos revestimientos antioxidantes.
- Es fácil de moldear. Al ser más blando que el acero, podemos cortarlo y doblarlo rápidamente. Menos tiempo en las máquinas del taller significa una factura final más baja para usted.
- Es altamente reciclable. Según datos de La Asociación del Aluminio, Casi el 75% de todo el aluminio producido en EE.UU. sigue utilizándose hoy en día. Se puede fundir y reutilizar para siempre sin perder calidad.
¿Qué aleación de aluminio elegir?
No existe el aluminio genérico. Cada aleación actúa de forma diferente cuando la sometemos a nuestros láseres o prensas plegadoras. Esto es lo que experimentamos a diario con las tres opciones principales:
5052: El campeón de la chapa
Si su diseño necesita muchas curvas cerradas, el 5052-H32 (el “H32” significa que está endurecido para mejorar la estabilidad) es el que utilizamos en el taller.
- La realidad del taller: Es muy moldeable. Cuando curvamos 5052, rara vez nos preocupamos de que se fracture a lo largo de la línea de curvatura, incluso en radios estrechos.
- Lo mejor para: Cajas de chapa, soportes a medida y cajas electrónicas.
6061: La solución estructural, pero cuidado con las curvas
El 6061-T6 (el “T6” indica que ha sido sometido a un tratamiento térmico para obtener la máxima resistencia) es el mejor multitalento para el mecanizado CNC, pero es una pesadilla si se intenta tratar como el 5052.
- La realidad del taller: Se mecaniza muy bien debido a su alto límite elástico (como se ve en bases de datos como MatWeb), pero se agrieta si se intenta doblarlo demasiado. No puedo decirle cuántos diseños de clientes hemos tenido que rechazar porque pedían una curva cerrada de 90 grados en 6061. Si hay que doblarlo, tenemos que utilizar un radio de curvatura mucho mayor.
- Lo mejor para: Piezas mecanizadas, bastidores estructurales y componentes de automoción.

7075: El peso pesado de alta resistencia
¿Necesita la máxima resistencia? Elija el 7075. Es resistente y soporta cargas pesadas con facilidad.
- El beneficio: Proporciona una resistencia similar a la del acero con una fracción de su peso.
- Lo mejor para: Piezas de aviones, equipos militares y equipos de alta tensión.
Los principales errores de diseño que debe evitar
Has elegido la aleación adecuada. Es un buen comienzo. Pero he aquí tres errores de diseño comunes que nos hacen pulsar el botón de “Parada de emergencia” de nuestras máquinas:
Los errores de diseño más comunes en la fabricación de aluminio incluyen el diseño de esquinas interiores de radio cero, ignorar la dirección de la veta del metal durante el doblado y aplicar tolerancias poco realistas de ±0,001″ a la chapa doblada.
- Diseño de esquinas interiores de radio cero. Nuestras fresas CNC y nuestros rayos láser son redondos. Si pide una esquina interior perfectamente afilada y cuadrada, nuestras herramientas no pueden cortar una esquina cuadrada. Añada siempre un filete (una ligera curva) a las esquinas interiores que se ajuste a los tamaños de herramientas estándar (como un radio de 1/8″ o 1/4″).
- Ignorando la dirección del grano del metal. Esto sólo se lo puede decir un fabricante. La chapa de aluminio sale de la fábrica con una “veta” específica (como la madera). Si su diseño nos obliga a doblar en paralelo a ese grano, especialmente en aleaciones más duras, se romperá. Díganos si tenemos libertad para orientar su pieza en la chapa a doblar a través de el grano.
- Tolerancias poco realistas en chapa doblada. El aluminio tiene “springback”, es decir, después de que nuestra prensa plegadora lo empuje hasta 90 grados, rebota de forma natural uno o dos grados. Pedir una tolerancia de ±0,001” en un soporte de chapa doblada sólo nos obliga a realizar costosas pruebas manuales de ensayo y error. Guarde esas tolerancias microscópicas sólo para los elementos mecanizados por CNC.
Cómo reducir sus costes de fabricación de aluminio
Si quieres mantener baja tu factura final, utiliza estos tres trucos de eficacia probada que les decimos a nuestros mejores clientes:
- Anide sus piezas para tamaños de hoja estándar. Compramos aluminio en planchas estándar de 4×8 o 5×10 pies. Si su panel personalizado tiene 49 pulgadas de ancho, tenemos que cortarlo de una hoja de 5×10, y usted está pagando por el enorme trozo de chatarra sobrante. Mantenga sus dimensiones máximas por debajo de 47,5 pulgadas para garantizar un anidamiento adecuado y reducir los costes de residuos de material hasta 20%.

- Diseño para utillaje estándar. Si nos pide un agujero raro de 0,317 pulgadas, tenemos que cortarlo con láser (más lento) o comprar una broca a medida (cara). Si lo cambias por un agujero estándar de 5/16 pulgadas, podemos perforarlo en una fracción de segundo.
- Utilice remaches o tuercas PEM en lugar de soldadura. Para soldar aluminio se necesitan máquinas TIG de corriente alterna, mucha habilidad y tiempo para limpiar la capa de oxidación. Es caro. Siempre que un cliente pregunta cómo ahorrar dinero, mi primera pregunta es: “¿Podemos utilizar tuercas PEM o remaches ciegos en lugar de soldar esto?”.”
Cómo damos forma al metal
Su diseño está listo. Ahora tenemos que construirlo.
Así es como convertimos una pieza en bruto de aluminio en su pieza acabada.
Recortar a medida
En primer lugar, hay que cortar el metal en bruto. Si necesitamos líneas rectas sencillas, utilizamos sierras. Para chapas planas y formas complejas, utilizamos láser. Los láseres son rápidos y precisos.
Pero si la pieza es muy gruesa, el calor del láser puede fundir o estropear los bordes. En ese caso, pasamos al chorro de agua. El chorro de agua utiliza agua a alta presión y arena para cortar el aluminio sin calentarlo en absoluto.
Plegado y conformado
A continuación, doblamos el metal con una enorme máquina llamada prensa plegadora. Empuja el aluminio plano hacia abajo en una ranura en forma de V para doblarlo.
Hay que tener cuidado. Si doblamos demasiado una aleación de aluminio rígida, se agrieta como una ramita seca. Para evitarlo, utilizamos herramientas especiales que dan al pliegue una curva más amplia para que el metal se mantenga fuerte.

Mecanizado CNC
Si su pieza necesita orificios precisos, roscas o ranuras complejas, la colocamos en una máquina CNC. Estas máquinas controladas por ordenador utilizan herramientas giratorias para taladrar y fresar el metal.
Aquí es donde se produce la magia. Con el mecanizado CNC alcanzamos esas tolerancias tan estrictas y nos aseguramos de que su pieza encaje exactamente donde debe.
Soldadura y unión
Por último, unimos las piezas. En realidad, soldar aluminio es muy complicado. El metal se calienta mucho y tiene una costra dura en la parte superior que dificulta su fusión. Se necesita un soldador experto para unir las piezas sin destruirlas.
Esta es exactamente la razón por la que siempre sugiero utilizar pernos o remaches si se puede. Las fijaciones son rápidas, seguras y evitan por completo los riesgos de la soldadura.
Solución de problemas: ¿Por qué se ha agrietado o deformado mi pieza?
A veces, las piezas fallan. El segundo mayor dolor de cabeza después del agrietamiento es alabeo durante la soldadura.
El problema más común que veo es el agrietamiento. Si doblas un trozo grueso de aluminio sobre un borde afilado, se rompe. Actúa igual que una rama seca.
Para solucionarlo, debe adaptar el radio de curvatura al grosor del material. El metal más grueso siempre necesita una curva más amplia y suave para doblarse con seguridad. Si fuerza una curva cerrada, la pieza acabará en el cubo de la chatarra.
El segundo mayor quebradero de cabeza es el alabeo. El aluminio absorbe y desplaza el calor muy rápidamente.
Cuando un soldador enciende un arco, ese intenso calor se propaga por toda la pieza en cuestión de segundos. Si ese calor no se controla con cuidado, el metal se deforma como una patata frita. Los fabricantes expertos lo evitan controlando el aporte de calor, soldando en ráfagas cortas y sujetando la pieza.
Hacer que se vea bien (Acabados superficiales)
El aluminio desnudo sirve para muchos proyectos. Pero puede parecer un poco aburrido.
Si quiere que su pieza tenga un aspecto profesional y sobreviva a entornos difíciles, necesita un acabado superficial. He aquí las dos mejores opciones.
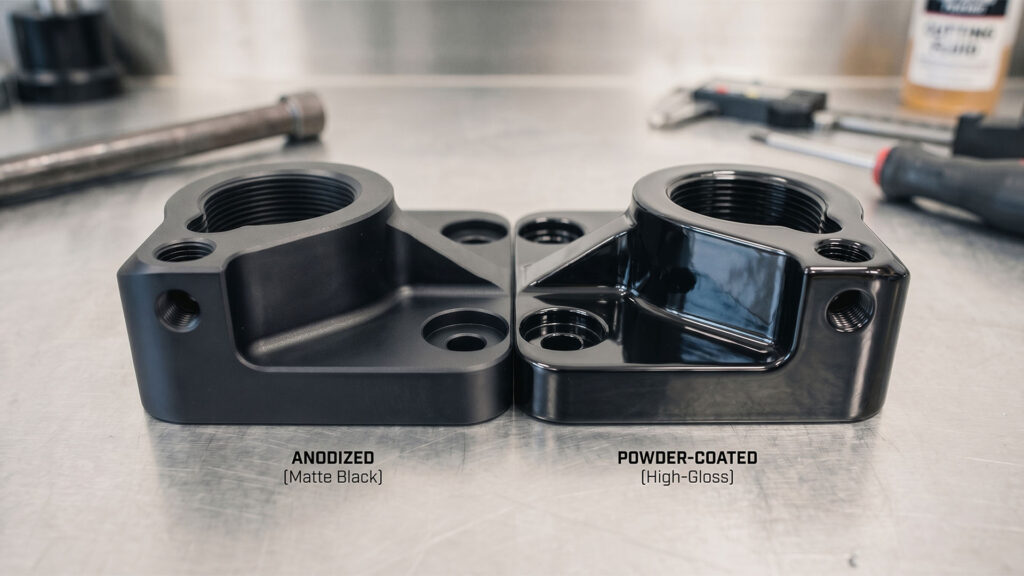
Anodizado
El anodizado es un proceso de tratamiento electroquímico de superficies que engrosa la capa de óxido natural de las piezas de aluminio, creando un exterior duradero, a prueba de óxido y listo para colorear.
- El beneficio: Crea una cáscara dura y duradera que es completamente a prueba de óxido. También puedes añadir colores brillantes que se hunden en el metal, por lo que nunca se descascarillarán.
Recubrimiento en polvo
¿Desea una pintura dura y resistente a los arañazos? Elija el recubrimiento en polvo. Pulverizamos un polvo seco sobre el metal y lo cocemos en un horno caliente.
- El beneficio: El polvo se funde en una gruesa y suave capa de blindaje. Oculta fácilmente los arañazos superficiales y resiste muy bien el desgaste intenso.
5 preguntas que debe hacerse antes de contratar a un taller de fabricación
Ya sabe cómo funciona la fabricación de aluminio. Ahora solo necesitas a alguien que construya tu pieza.
Pero no todas las tiendas son adecuadas. Antes de entregar tu dinero, hazte estas cinco preguntas para descartar a los malos:
1. ¿Está especializado en chapa o en mecanizado?
La mayoría de los talleres son buenos en una cosa, pero no en la otra. Si necesita una caja metálica doblada, no contrate a un taller que sólo haga mecanizado CNC. Adapte el taller a su pieza exacta.
2. ¿Cuál es su plazo de entrega estándar?
Necesita saber exactamente cuándo llegarán sus piezas. No acepte respuestas vagas. Pida una fecha de entrega en firme antes de firmar nada.
3. ¿Cuál es su tasa de desechos?
Un alto índice de desechos significa que el taller comete muchos errores. ¿Quién paga por esos errores? Normalmente, usted. Busque un taller con un bajo índice de desechos.
4. ¿Cuáles son sus controles de calidad?
¿Simplemente miran a ojo la pieza final? ¿O utilizan escáneres láser para medir todos los ángulos? Asegúrese de que comprueban su trabajo antes de enviárselo.
5. ¿Se encargan ustedes del acabado de las superficies?
Si tienen que enviar su pieza a otra empresa para el recubrimiento en polvo, eso añade días y costes adicionales. Los talleres que lo hacen todo bajo un mismo techo ahorran dinero.
Hágase estas preguntas y encontrará fácilmente un socio en el que confiar. Ahora ya tiene todo lo que necesita para convertir su diseño de aluminio en una pieza real y física. Póngase manos a la obra.
Conclusión
La fabricación de aluminio no tiene por qué ser un quebradero de cabeza. El verdadero secreto de una pieza excelente es sencillo: una buena planificación y un socio que conozca la realidad del taller.
En ShincoFab, Vivimos y respiramos la fabricación de chapas metálicas. Vemos de primera mano cómo la aplicación de las reglas básicas como Respetar el radio de curvatura, comprender la dirección del grano y utilizar tamaños de chapa estándar convierte un proyecto estresante en un éxito total.
Envíenos hoy mismo sus archivos CAD y convirtamos su diseño en realidad.

