Έχω περάσει χρόνια δουλεύοντας γύρω από πρέσες και κατασκευές λαμαρίνας ακριβώς εδώ στο πάτωμα στο ShincoFab. Ξέρω ακριβώς πόσο δύσκολο είναι να σχηματίσετε μεγάλες καμπύλες χωρίς να ανατινάξετε τον προϋπολογισμό σας σε προσαρμοσμένα καλούπια, επειδή έχω δει πελάτες να απομακρύνονται σχεδόν από έργα όταν τους αναφέρθηκε $8.000 μόνο για ένα προσαρμοσμένο κυλινδρικό καλούπι.
Αν θέλετε να κατασκευάσετε αποτελεσματικά πρωτότυπα καμπύλων εξαρτημάτων, βρίσκεστε στο σωστό μέρος. Σε αυτόν τον οδηγό, θα σας δείξω ακριβώς πώς λειτουργεί η διαμόρφωση με καρούμπαλο και πώς μπορεί να σας εξοικονομήσει χιλιάδες δολάρια.
Θα μάθετε τα καλύτερα μέταλλα που πρέπει να χρησιμοποιήσετε, τον ακριβή όγκο παραγωγής όπου αυτή η διαδικασία έχει νόημα και πώς να σχεδιάζετε εξαρτήματα που λειτουργούν πραγματικά. Θα σας δώσω επίσης τρεις κρίσιμες ερωτήσεις που πρέπει να κάνετε στον κατασκευαστή σας, ώστε να μην καταλήξετε να πληρώνετε για τα λάθη του.
Ακολουθούν όλα όσα πρέπει να γνωρίζετε για να φτιάξετε σωστά τα καμπύλα μέρη από λαμαρίνα, με βάση χιλιάδες ώρες που έχουμε περάσει επιλέγοντας αυτές τις ακριβείς καμπύλες στις δικές μας πρέσες CNC.
Τι είναι το Bump Forming;
Ένα συνηθισμένο πρέσα είναι ιδανικό για την κατασκευή αιχμηρών γωνιών. Τι γίνεται όμως αν ο σχεδιασμός σας απαιτεί έναν ευρύ, συνεχή κύλινδρο;
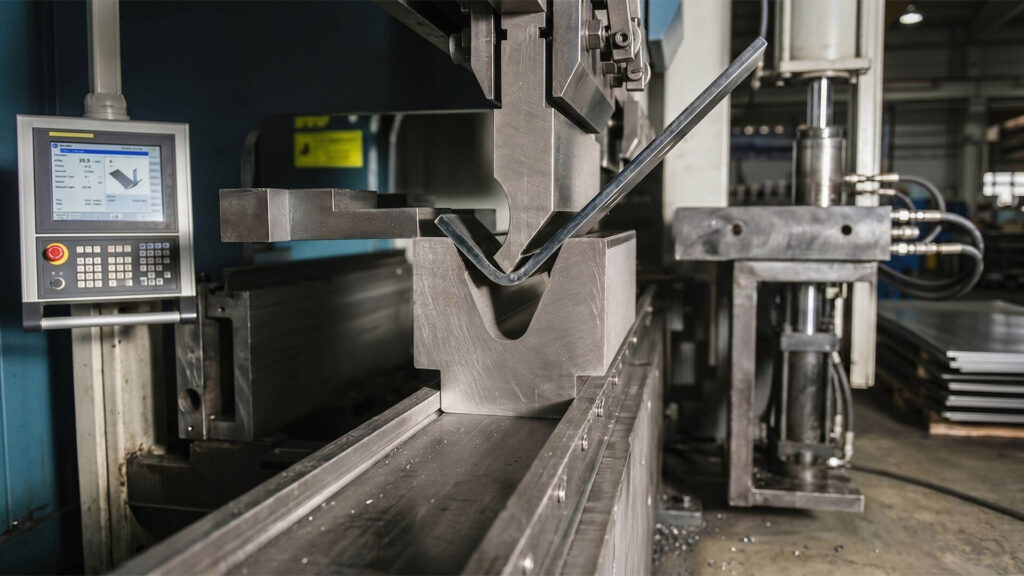
Εδώ είναι που μπαίνει η διαμόρφωση των προσκρούσεων. Μερικοί το αποκαλούν κάμψη με χτύπημα ή κάμψη με βήμα. Είναι ένας πολύ αποτελεσματικός τρόπος για τη δημιουργία μεγάλης ακτίνας σε ένα επίπεδο κομμάτι λαμαρίνας.
Αντί να λυγίσει το μέταλλο με ένα τεράστιο χτύπημα, η διαμόρφωση με χτύπημα σπάει την εργασία. Η μηχανή κάνει δεκάδες μικροσκοπικές, στενά διατεταγμένες κάμψεις. Κάθε χτύπημα πιέζει το μέταλλο συνήθως 2 έως 5 βαθμούς.
Όταν στοιβάζετε αυτά τα μικρά χτυπήματα το ένα δίπλα στο άλλο, σχηματίζουν μια ομαλή, μεγάλη καμπύλη.
Η διαμόρφωση με καρούμπαλα είναι μια διαδικασία κατασκευής λαμαρίνας που δημιουργεί μεγάλες, σαρωτικές καμπύλες κάνοντας δεκάδες μικροσκοπικές, στενά διατεταγμένες στροφές. Αυτή η μέθοδος κατασκευάζει μεγάλους κώνους και κυλίνδρους χρησιμοποιώντας τυποποιημένες πρέσες CNC, εξοικονομώντας χιλιάδες δολάρια με την εξάλειψη της ανάγκης για προσαρμοσμένα σκληρά εργαλεία.
- Κατασκευάζει μεγάλες καμπύλες: Μετατρέπει εύκολα το επίπεδο μέταλλο σε κώνους, κυλίνδρους ή σαρωτικές καμπύλες.
- Χρησιμοποιεί στάνταρ εξοπλισμό: Βασίζεται σε ένα κανονικό φρένο πρέσας CNC (όπως το Amada και Trumpf μηχανήματα που χρησιμοποιούμε καθημερινά) αντί για ογκώδεις, εξειδικευμένους κυλίνδρους πλάκας.
- Σας εξοικονομεί χρήματα: Μπορείτε να αποκτήσετε προσαρμοσμένες καμπύλες χωρίς να πληρώσετε χιλιάδες δολάρια για προσαρμοσμένα σκληρά εργαλεία.
Αλλά για να γίνει αυτή η καμπύλη απόλυτα ομαλή, χρειάζονται ακριβή μαθηματικά και πολύ εξειδικευμένα χέρια. Επιτρέψτε μου να σας δείξω πώς ακριβώς λειτουργεί αυτή η διαδικασία στο ShincoFab στο χώρο του καταστήματος.
Πώς λειτουργεί στην πραγματικότητα η διαδικασία διαμόρφωσης εξογκώματος;
Δεν μπορείτε απλώς να μαντέψετε πού πρέπει να λυγίσετε το μέταλλο. Ένα επιτυχημένο εξάρτημα που διαμορφώνεται με χτύπημα απαιτεί προσεκτικό σχεδιασμό πριν καν τεθεί σε λειτουργία η μηχανή. Κάθε φορά που ένα νέο σχέδιο φτάνει στο γραφείο μου, τα τρία βήματα που ακολουθεί η ομάδα μηχανικών μας είναι τα εξής για να μετατρέψετε ένα επίπεδο φύλλο σε ομαλή καμπύλη.
Βήμα 1: Τα μαθηματικά
Προτού λυγίσουν οτιδήποτε στην πρέσα, οι μηχανικοί πρέπει να υπολογίσουν το συνολικό μήκος του τόξου της εσωτερικής καμπύλης και να καθορίσουν το ακριβές βήμα της ακτίνας. Το βήμα ακτίνας υπαγορεύει την απόσταση μεταξύ κάθε μικροσκοπικής κάμψης, η οποία τελικά ελέγχει πόσο ομαλό ή με όψεις θα φαίνεται το τελικό καμπυλωτό μεταλλικό εξάρτημα.
- Μήκος τόξου :Πρόκειται για το συνολικό μήκος της καμπύλης στο εσωτερικό του μετάλλου.
- Ακτίνα βήματος: Αυτή είναι η ακριβής απόσταση μεταξύ κάθε μικροσκοπικής στροφής.
Η κλίση της ακτίνας είναι το μυστικό για ένα καλό κομμάτι. Εάν το βήμα είναι στενό, η απόσταση μεταξύ των χτυπημάτων είναι μικρή. Αυτό σας δίνει μια όμορφα ομαλή καμπύλη. Αλλά τα περισσότερα χτυπήματα χρειάζονται περισσότερο χρόνο. Συνήθως χρησιμοποιούμε λογισμικό τρισδιάστατης μοντελοποίησης όπως SolidWorks‘ μονάδα λαμαρίνας για να προσομοιώσει πρώτα τις στροφές. Αυτό μας επιτρέπει να εξισορροπήσουμε τα μαθηματικά για να σας δώσουμε το καλύτερο φινίρισμα χωρίς να σπαταλήσουμε τα χρήματά σας.
Βήμα 2: Ρύθμιση της πρέσας
Μόλις ολοκληρωθούν οι μαθηματικοί υπολογισμοί, ο χειριστής της πρέσας πρέπει να ρυθμίσει προσεκτικά τη μηχανή επιλέγοντας ένα πλάτος κάτω μήτρας που είναι διπλάσιο από το βήμα της ακτίνας και επιλέγοντας ένα πολύ ρηχό βάθος άνω διάτρησης.
- Πλάτος μήτρας: Το άνοιγμα του κάτω εργαλείου πρέπει να είναι ακριβώς σωστό. Συνήθως είναι περίπου το διπλάσιο του βήματος της ακτίνας σας. Αν το εργαλείο είναι πολύ φαρδύ, το μέταλλο βυθίζεται πολύ και η καμπύλη σας γίνεται ασταθής.
- Βάθος διάτρησης: Το μηχάνημα λυγίζει μόνο το μέταλλο 2 έως 5 βαθμούς ανά χτύπημα. Η πάνω γροθιά μόλις και μετά βίας πιέζει το μέταλλο, κατεβαίνοντας συνήθως μόλις 0,010 έως 0,030 ίντσες στο άνοιγμα της μήτρας.
Για να επιτευχθεί το σωστό βάθος απαιτείται συχνά δοκιμή και σφάλμα. Οι χειριστές μας πάντα δοκιμάζουν πρώτα ένα κομμάτι θραύσματος της ίδιας ακριβώς παρτίδας υλικού για να υπολογίσουν την αναπήδηση του μετάλλου. Για παράδειγμα, ένα φύλλο ανοξείδωτου 304 συμπεριφέρεται εντελώς διαφορετικά υπό πίεση από ό,τι ο μαλακός χάλυβας.
Βήμα 3: Κάμψη του μετάλλου
Τώρα αρχίζει η φυσική εργασία. Ο χειριστής ολισθαίνει το επίπεδο φύλλο πάνω σε ένα εμπόδιο που ονομάζεται backgauge. Η μηχανή πιέζει προς τα κάτω, κάνοντας την πρώτη μικροσκοπική κάμψη. Στη συνέχεια, το πιστόμετρο ωθεί το μέταλλο προς τα εμπρός με ακρίβεια 0,050 έως 0,125 ίντσες. Το μηχάνημα το χτυπάει ξανά.
Αυτό επαναλαμβάνεται δεκάδες φορές. Αργά, βήμα προς βήμα, το επίπεδο φύλλο σχηματίζει μια μεγάλη ακτίνα.
Ο χειριστής σταματά συχνά για να ελέγξει το εξάρτημα με βάση ένα προσαρμοσμένο πρότυπο (συνήθως κόβουμε με λέιζερ ένα γρήγορο ξύλινο ή ακρυλικό μετρητή προφίλ στο κατάστημά μας γι' αυτό το σκοπό). Αν κάνουν ένα μικρό λάθος στο δεύτερο χτύπημα, το λάθος αυτό πολλαπλασιάζεται. Μέχρι το χτύπημα νούμερο σαράντα, ολόκληρο το κομμάτι μπορεί να καταστραφεί.
Χρειάζεται υπομονή, μαθηματικά και σοβαρή σωματική ικανότητα, αλλά το κέρδος είναι τεράστιο αν το χρησιμοποιήσετε σωστά.

Ποια είναι τα μεγαλύτερα οφέλη της διαμόρφωσης εξογκώματος;
Γιατί τόσοι πολλοί μηχανικοί και σχεδιαστές βασίζονται στη διαμόρφωση με κρούση; Επειδή λύνει δύο τεράστια προβλήματα: το χρόνο και το χρήμα.
Τα μεγαλύτερα πλεονεκτήματα της διαμόρφωσης με κρούση είναι η πλήρης εξάλειψη του ακριβού κόστους κατασκευής εργαλείων, οι σημαντικά ταχύτεροι χρόνοι για την κατασκευή πρωτοτύπων και η απόλυτη ευελιξία του σχεδιασμού. Χρησιμοποιώντας τον τυπικό εξοπλισμό πρέσας, οι κατασκευαστές μπορούν να δημιουργούν προσαρμοσμένες καμπύλες και να τροποποιούν εύκολα τα σχέδια χωρίς να απαιτούν νέα μόνιμα καλούπια.
- Μηδενικό αρχικό κόστος εργαλείων: Προσαρμοσμένα καλούπια κοστίζουν χιλιάδες δολάρια. Η διαμόρφωση με καρούμπαλα χρησιμοποιεί τυποποιημένα εργαλεία που ο κατασκευαστής σας ήδη διαθέτει. Κρατάτε αυτά τα χρήματα στην τσέπη σας.
- Γρηγορότεροι χρόνοι ανακύκλωσης: Η αναμονή για ένα προσαρμοσμένο καλούπι μπορεί να καθυστερήσει το έργο σας κατά ένα μήνα ή και περισσότερο. Με τη διαμόρφωση με χτύπημα, το κατάστημα μπορεί να ξεκινήσει αμέσως. Παίρνετε τα εξαρτήματά σας σε ημέρες, όχι σε εβδομάδες.
- Συνολική ευελιξία σχεδιασμού: Δεν είστε εγκλωβισμένοι σε ένα συγκεκριμένο σχήμα. Πρέπει να αλλάξετε το σχέδιό σας από κύλινδρο σε κώνο; Ή να τροποποιήσετε την ακτίνα της καμπύλης; Ο χειριστής απλώς αλλάζει τα μαθηματικά στη μηχανή. Δεν απαιτούνται νέα καλούπια.
Ποια είναι τα μειονεκτήματα του Bump Forming;
Είχα πελάτες που μπήκαν στο εργοστάσιό μας και πίστευαν ότι η διαμόρφωση του χτυπήματος είναι μια μαγική λύση για τα πάντα. Δεν είναι. Έρχεται με μερικούς κρυμμένους πονοκεφάλους.
Τα κύρια μειονεκτήματα της μορφοποίησης εξογκώματος περιλαμβάνουν την απαίτηση για πολύ υψηλές δεξιότητες χειριστή, χρονοβόρες μαθηματικές ρυθμίσεις και ρυθμίσεις προτύπων και αναπόφευκτη απόρριψη υλικού. Ο χειροκίνητος χαρακτήρας δοκιμής και λάθους της επιλογής του ακριβούς βάθους διάτρησης σημαίνει ότι πρέπει πάντα να υπολογίζετε τα θυσιαζόμενα δοκιμαστικά εξαρτήματα πριν από την οριστικοποίηση της παραγωγής.
- Δεξιότητες χειριστή Elite: Αυτή είναι η πιο δύσκολη εργασία που μπορείτε να κάνετε σε μια πρέσα. Χρειάζονται πέντε έως δέκα χρόνια για να την κατακτήσει ένας χειριστής. Αν χρησιμοποιήσετε ένα μαγαζί με περικοπές και νεαρούς χειριστές, θα δείτε τρομερές, φατνωμένες καμπύλες που μοιάζουν με πινακίδα στοπ.
- Χρονοβόρα ρύθμιση: Η πραγματική κάμψη είναι γρήγορη. Αλλά η μηχανική εκ των προτέρων είναι αργή. Ο κατασκευαστής σας πρέπει να κάνει πολύπλοκα μαθηματικά και να κόψει προσαρμοσμένα πρότυπα μόνο και μόνο για να ελέγξει τις καμπύλες.
- Απορρίμματα υλικών: Για να επιτευχθεί το ακριβές βάθος της διάτρησης απαιτείται δοκιμή και σφάλμα. Πάντα λέμε στους πελάτες μας να υπολογίζουν 1 ή 2 θυσιαζόμενα μέρη δοκιμών. για να ρυθμίσετε τη μηχανή πριν φτιάξετε τα τελικά σας κομμάτια.
Εξαιτίας αυτών των μειονεκτημάτων, η διαμόρφωση με καρούμπαλο δεν είναι πάντα η καλύτερη επιλογή για κάθε έργο. Μερικές φορές, η δαπάνη χρημάτων για ένα μόνιμο καλούπι έχει περισσότερο νόημα. Ας συγκρίνουμε τη διαμόρφωση με χτύπημα απευθείας με τη σκληρή μορφοποίηση, ώστε να μπορέσετε να κάνετε τη σωστή επιλογή.
Σχηματισμός με χτύπημα έναντι σκληρού εργαλείου: Τι πρέπει να επιλέξετε;
Υπάρχουν δύο τρόποι για να κατασκευάσετε καμπύλα μεταλλικά εξαρτήματα: διαμόρφωση με χτύπημα ή σκληρή κατεργασία. Πώς επιλέγετε; Όλα εξαρτώνται από τον όγκο παραγωγής σας.
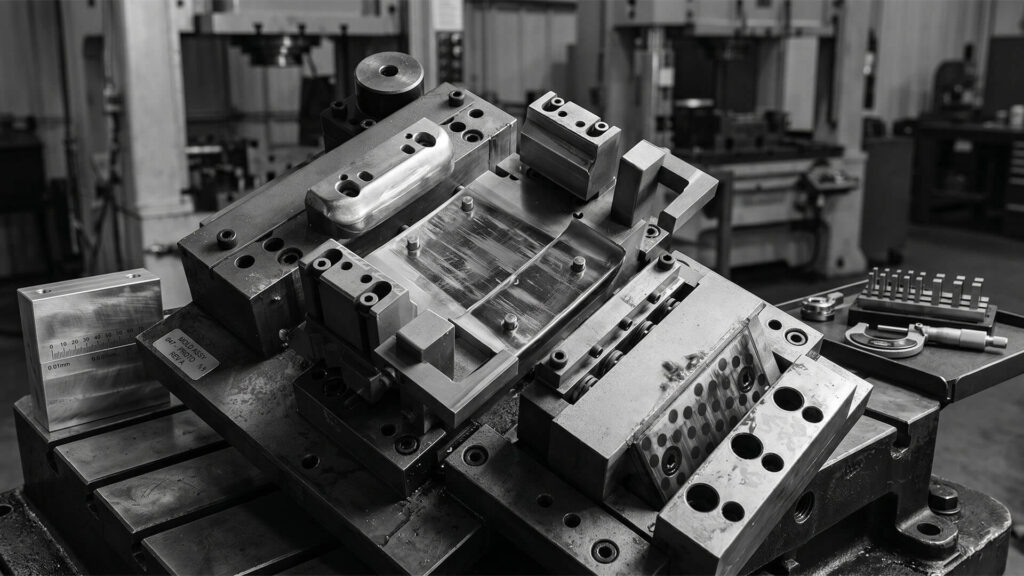
Η σκληρή εργαλειοποίηση χρησιμοποιεί ένα ειδικά κατασκευασμένο καλούπι για να σφραγίσει την καμπύλη σας με ένα μόνο, βαρύ χτύπημα.
Όταν επιλέγετε μεταξύ των μεθόδων διαμόρφωσης μετάλλων, επιλέξτε σκληρά εργαλεία εάν παράγετε μαζικά χιλιάδες πανομοιότυπα εξαρτήματα και απαιτείτε στενές ανοχές. Αντίθετα, επιλέξτε τη διαμόρφωση με χτύπημα εάν κατασκευάζετε πρωτότυπα ή εκτελείτε μικρές παρτίδες, καθώς αποφεύγονται τα τεράστια κόστη εργαλείων και τα εξαρτήματα παραδίδονται σε λίγες ημέρες.
- Σκληρά εργαλεία: Επιλέξτε το εάν παράγετε μαζικά χιλιάδες εξαρτήματα. Παρέχει εξαιρετικά ακριβή, πανομοιότυπα κομμάτια με στενές ανοχές. Ωστόσο, το προσαρμοσμένο καλούπι μπορεί να κοστίσει χιλιάδες δολάρια και να χρειαστούν τέσσερις εβδομάδες για την κατασκευή του.
- Διαμόρφωση προσκρούσεων: Επιλέξτε το εάν κατασκευάζετε πρωτότυπα ή εκτελείτε μικρές παρτίδες. Αποφεύγετε εντελώς το τεράστιο αρχικό κόστος κατασκευής εργαλείων. Επιπλέον, λαμβάνετε τα εξαρτήματά σας σε ημέρες, όχι σε μήνες.
Εν ολίγοις, τα σκληρά εργαλεία είναι για την κλίμακα. Η διαμόρφωση με καρούμπαλα είναι για την ταχύτητα και την ευελιξία.
Ποιο είναι το σημείο εξισορρόπησης για το Bump Forming;
Πώς ξέρετε πότε πρέπει να σταματήσετε να σχηματίζετε καρούμπαλα; Αυτό έχει να κάνει με τα βασικά μαθηματικά.
Η διαμόρφωση με καρούμπαλα έχει μηδενικό κόστος εργαλείων, αλλά η χειρωνακτική εργασία είναι ακριβή. Ένας εξειδικευμένος χειριστής πρέπει να παρακολουθεί προσεκτικά κάθε στροφή.
Το οικονομικό σημείο νεκρού σημείου για τη διαμόρφωση με καρούμπαλο εμφανίζεται συνήθως μεταξύ 100 και 200 τεμαχίων. Για σειρές παραγωγής κάτω των 100 τεμαχίων, η χειρωνακτική εργασία παραμένει φθηνότερη από την εργαλειοποίηση. Ωστόσο, όταν η παραγωγή υπερβαίνει τα 200 μέρη, η επένδυση σε μόνιμα σκληρά εργαλεία ή εξειδικευμένη έλαση πλακών γίνεται πιο αποδοτική.
- Κάτω από 100 μέρη: Μείνετε στο σχηματισμό εξογκώματος. Το υψηλό εργατικό κόστος εξακολουθεί να είναι πολύ φθηνότερο από την αγορά ενός προσαρμοσμένου καλουπιού $5.000.
- Πάνω από 200 εξαρτήματα: Ήρθε η ώρα να ξεφορτωθούμε το σχηματισμό καρούμπαλου. Πληρώστε για τα σκληρά εργαλεία ή εκτελέστε την εργασία σε ένα εξειδικευμένο ρολό πλάκας. Σε αυτόν τον όγκο, η αργή χειρωνακτική εργασία θα σας κοστίσει περισσότερο από τα εργαλεία.
Να συγκρίνετε πάντα την προκαταβολική τιμή των εργαλείων με τη συνολική ωριαία εργασία.
Ποια είναι τα καλύτερα μέταλλα για τη διαμόρφωση προσκρούσεων;
Δεν επιβιώνουν όλα τα μέταλλα από αυτή τη διαδικασία. Η διαμόρφωση με καρούμπαλα ασκεί μεγάλη πίεση στο φύλλο. Με τα χρόνια, μάθαμε με τον δύσκολο τρόπο ποια μέταλλα συμπεριφέρονται στην πρέσα και ποια αντιστέκονται.
Κορυφαίες επιλογές μετάλλων
Τα καλύτερα μέταλλα για τη διαμόρφωση εξογκωμάτων είναι εξαιρετικά όλκιμα υλικά που μπορούν να τεντωθούν και να αντέξουν επανειλημμένα χτυπήματα με πρέσα χωρίς να σπάσουν. Στις κορυφαίες επιλογές περιλαμβάνονται ο μαλακός χάλυβας για τη συγχωρητικότητά του, ο ανοξείδωτος χάλυβας 304 για ανθεκτικότητα και τα τυποποιημένα κράματα αλουμινίου όπως το 5052 για ελαφριά μορφοποίηση.
- Ήπιος χάλυβας: Αυτή είναι η απολύτως καλύτερη επιλογή. Είναι επιεικής και δέχεται ομαλά πολλαπλές στροφές.
- Ανοξείδωτο χάλυβα: Σκληρό και ανθεκτικό. Απαιτεί μεγαλύτερη πίεση από το μηχάνημα, αλλά κρατάει μια καμπύλη όμορφα. Απλά να έχετε κατά νου ότι η αναπήδηση είναι επιθετική.
- Τυποποιημένα κράματα αλουμινίου (όπως 5052): Οι περισσότερες ποιότητες είναι ελαφριές και εξαιρετικά μορφοποιήσιμες. Απλά βεβαιωθείτε ότι έχετε επαληθεύσει την ακριβή ποιότητα με το κατάστημά σας.
Υλικά προς αποφυγή
Τα χειρότερα υλικά για τη διαμόρφωση εξογκωμάτων είναι εύθραυστα ή δομικά υποβαθμισμένα μέταλλα που σπάνε εύκολα υπό επανειλημμένη πίεση. Θα πρέπει να αποφεύγετε εντελώς τα σκληρυμένα μέταλλα όπως το αλουμίνιο 6061-T6, το οποίο παρουσιάζει μικρορωγμές υπό πίεση, και τα διάτρητα φύλλα, τα οποία λυγίζουν απρόβλεπτα λόγω αδύναμων δομικών σημείων.
- Αλουμίνιο 6061-T6: Αποφύγετε το με κάθε κόστος. Είναι ένα σκληρυμένο, εύθραυστο μέταλλο. Το έχουμε δει κυριολεκτικά να σπάει ή να σπάει μικρο-θραύσματα στην πρέσα. κάτω από την πίεση των επαναλαμβανόμενων χτυπημάτων.
- Διάτρητα φύλλα: Το μέταλλο γεμάτο τυχαίες τρύπες λυγίζει απρόβλεπτα. Οι εγκοπές δημιουργούν αδύναμα σημεία, αφήνοντας σας μια ανομοιόμορφη, ακατάστατη καμπύλη. αυτό φαίνεται απαίσιο, όσο καλός και αν είναι ο χειριστής.
Πώς σχεδιάζετε καλύτερα μέρη με καρούμπαλο;
Ένας κακός σχεδιασμός εγγυάται ένα κακό εξάρτημα. Θέλετε να κάνετε τη δουλειά του χειριστή όσο το δυνατόν πιο εύκολη.
Για να σχεδιάσουν καλύτερα εξαρτήματα που έχουν διαμορφωθεί με χτύπημα, οι μηχανικοί θα πρέπει να διατηρούν τα γεωμετρικά σχήματα απλά, να αποφεύγουν εξαιρετικά στενές ακτίνες κάμψης, να χαλαρώνουν τις ανοχές διαστάσεων και να διατηρούν το μέταλλο σε πλάτος κάτω από 24 ίντσες. Ο σχεδιασμός με γνώμονα αυτά τα κατασκευαστικά όρια εξασφαλίζει μια ομαλότερη διαδικασία και μειώνει τον κίνδυνο αστοχίας του εξαρτήματος.
- Απλά σχήματα: Επιδιώξτε καθαρές, συνεχείς καμπύλες. Οι πολύπλοκες, οδοντωτές γεωμετρίες αυξάνουν δραστικά το χρόνο εγκατάστασης και τον κίνδυνο λαθών.
- Ακτίνες κάμψης: Μην επιβάλλετε εξαιρετικά στενή ακτίνα. Η πίεση του μετάλλου σε μια στενή καμπύλη δημιουργεί σκληρές κορυφογραμμές και αποδυναμώνει το εξάρτημα.
- Ανοχές διαστάσεων: Πρόκειται για μια ιδιαίτερα χειροκίνητη διαδικασία. Βασίζεται στην ανθρώπινη δεξιότητα και στη δοκιμή και το λάθος. Δώστε στο κατάστημα λίγο χώρο για να αναπνεύσει στις διαστάσεις σας. (π.χ., επιτρέποντας ±0,030 έως ±0,060 ίντσες αντί του αυστηρού ±0,010), ειδικά σε μεγάλες στροφές.
- Μέγιστο πλάτος (24 ίντσες): Καθώς το μέταλλο γίνεται ευρύτερο, η διατήρηση της γωνίας κάμψης σε τέλεια ευθεία γίνεται απίστευτα δύσκολη. Εάν το εξάρτημά σας πρέπει να είναι μεγαλύτερο από 24 ίντσες, μιλήστε νωρίς με τον κατασκευαστή σας για να δείτε αν ο εξοπλισμός του μπορεί να το χειριστεί.
Ακόμα και με έναν άψογο σχεδιασμό, η διαμόρφωση του χτυπήματος αφήνει ένα ξεχωριστό αποτύπωμα. Επειδή η καμπύλη αποτελείται στην πραγματικότητα από δεκάδες μικροσκοπικές επίπεδες καμπύλες, θα δείτε αμυδρές γραμμές στο μέταλλο.
Τι γίνεται όμως αν κατασκευάζετε ένα καταναλωτικό προϊόν που πρέπει να φαίνεται άψογο; Ας δούμε πώς μπορείτε να κρύψετε αυτά τα σημάδια.
Πώς μπορείτε να κρύψετε τις γραμμές κάμψης μετά τη διαμόρφωση του χτυπήματος;
Η διαμόρφωση με καρούμπαλο δεν δημιουργεί μια μαθηματικά τέλεια καμπύλη. Δημιουργεί μια σειρά μικροσκοπικών επίπεδων σημείων.
Αν κοιτάξετε προσεκτικά, θα δείτε αμυδρές γραμμές κάμψης. Αυτό είναι μια χαρά για ένα κρυφό στήριγμα μέσα σε ένα μηχάνημα. Αποτελεί όμως μεγάλο πρόβλημα αν το εξάρτημα βρίσκεται ακριβώς μπροστά στον πελάτη σας.
Για να κρύψουν τις αχνές γραμμές κάμψης που δημιουργούνται από τη διαμόρφωση με χτύπημα, οι κατασκευαστές χρησιμοποιούν τεχνικές καλλωπιστικού φινιρίσματος μετά την έξοδο του μετάλλου από την πρέσα. Οι καλύτερες μέθοδοι περιλαμβάνουν χειροκίνητο τρόχισμα και λείανση των κορυφογραμμών, εφαρμογή μιας επιφανειακής στρώσης πλήρωσης αμαξώματος ή χρήση παχιάς, υφής βαφής πούδρας.

- Άλεσμα και άμμος: Ένας ειδικευμένος εργάτης μπορεί να τρίψει χειροκίνητα τις κορυφογραμμές χρησιμοποιώντας ένα τριβείο διπλής δράσης. Χρειάζεται επιπλέον χρόνος, αλλά λειτουργεί τέλεια για γυμνά μεταλλικά μέρη.
- Συμπλήρωμα αμαξώματος: Αν σκοπεύετε να βάψετε το μέταλλο, μια γρήγορη στρώση με body filler θα ισοπεδώσει εύκολα τις μικρές κοιλότητες.
- Επίστρωση σε σκόνη: A heavy, 3-to-5 mil υφή βαφής σκόνης είναι φανταστικό στο να κρύβει μικρές επιφανειακές ατέλειες. Γεμίζει τις γραμμές κάμψης χωρίς να χρειάζεται χειροκίνητο τρίψιμο.
Για τι χρησιμοποιείται η διαμόρφωση εξογκωμάτων στον πραγματικό κόσμο;
Μπορεί να νομίζετε ότι η διαμόρφωση εξογκωμάτων είναι μόνο για βασικά, χαμηλού επιπέδου μεταλλικά στηρίγματα. Δεν είναι. Σημαντικές βιομηχανίες βασίζονται σε αυτή ακριβώς τη διαδικασία κάθε μέρα.
Η διαμόρφωση με καρούμπαλα χρησιμοποιείται ευρέως σε όλες τις μεγάλες βιομηχανίες για την κατασκευή μεγάλων, καμπυλωτών εξαρτημάτων από λαμαρίνα χωρίς δαπανηρά εργαλεία. Οι συνήθεις εφαρμογές στον πραγματικό κόσμο περιλαμβάνουν κώνους μύτης και πάνελ ατράκτου της αεροδιαστημικής, καμπύλα φτερά αυτοκινήτων και προσαρμοσμένες δεξαμενές καυσίμων, καθώς και ιατρικά όργανα ακριβείας ή βοηθητικές συσκευές.

- Αεροδιαστημική: Οι μηχανικοί το χρησιμοποιούν για την κατασκευή ελαφρών κώνων μύτης και πλατύφυλλων πλαισίων της ατράκτου.
- Αυτοκίνητο: Τα καταστήματα βασίζονται σε αυτό για καμπυλωτά φτερά, λεκάνες λαδιού και προσαρμοσμένες δεξαμενές καυσίμων.
- Ιατρικό: Οι σχεδιαστές το χρησιμοποιούν για την κατασκευή πρωτοτύπων ιατρικών οργάνων ακριβείας και βοηθητικών συσκευών.
Αυτή η διαδικασία λειτουργεί σαφώς για έργα υψηλού κινδύνου. Αλλά να θυμάστε, το τελικό σας εξάρτημα είναι τόσο καλό όσο και το συνεργείο που το κατασκευάζει.
Ποιες ερωτήσεις πρέπει να κάνετε στον κατασκευαστή σας πριν ξεκινήσετε;
Η διαμόρφωση του χτυπήματος είναι τέχνη. Δεν μπορείτε να εμπιστευτείτε το έργο σας σε έναν αρχάριο. Όταν οι πελάτες ελέγχουν τις εγκαταστάσεις της ShincoFab, σέβομαι πάντα τους μηχανικούς που θέτουν τις δύσκολες ερωτήσεις.
Πριν ξεκινήσετε ένα έργο διαμόρφωσης εξογκώματος, πρέπει να κάνετε στον κατασκευαστή σας τρεις κρίσιμες ερωτήσεις για να επαληθεύσετε την τεχνογνωσία του. Βεβαιωθείτε ότι γνωρίζουν πώς να χειρίζονται την αναπήδηση του υλικού, βεβαιωθείτε ότι χρησιμοποιούν προσαρμοσμένα φυσικά πρότυπα για τον έλεγχο των καμπυλών και επιβεβαιώστε ότι το πρέσα τους χρησιμοποιεί αντιστάθμιση στέψης.
- Υλικό αναπήδησης: Ρωτήστε πώς χειρίζονται την αναπήδηση του υλικού. Το μέταλλο αναπηδά φυσικά μετά από μια κάμψη. Ένα έξυπνο συνεργείο θα δοκιμάσει πάντα πρώτα ένα κομμάτι θραύσματος για να υπολογίσει την ακριβή πίεση που απαιτείται για να ξεπεραστεί αυτή η αναπήδηση.
- Προσαρμοσμένα πρότυπα: Ρωτήστε αν χρησιμοποιούν προσαρμοσμένα πρότυπα. Το Bumping είναι μια διαδικασία που γίνεται με μεγάλη χειροκίνητη ακρίβεια. Ο χειριστής θα πρέπει να ελέγχει το εξάρτημα σας σε σχέση με ένα φυσικό πρότυπο. (όπως αυτά που κόβουμε με λέιζερ) μετά από κάθε μερικά χτυπήματα για να διασφαλίσετε ότι η καμπύλη παραμένει τέλεια στην πορεία της.
- Αποζημίωση στέψης: Ρωτήστε αν η πρέσα τους χρησιμοποιεί αντιστάθμιση στέψης. Τα μεγάλα πρέσες στην πραγματικότητα λυγίζουν στη μέση κάτω από μεγάλη πίεση. Η αντιστάθμιση στέψης ωθεί ενεργά προς τα πίσω, διατηρώντας τη μηχανή απόλυτα επίπεδη, ώστε τα εξαρτήματά σας να μην παραμορφώνονται. Αν δεν ξέρουν τι είναι η στέψη, απομακρυνθείτε.
Εάν απαντήσουν με σιγουριά σε αυτές τις ερωτήσεις, είστε σε καλά χέρια.
Συμπέρασμα
Η διαμόρφωση του χτυπήματος δεν είναι μαγεία. Είναι απλώς ένας έξυπνος, οικονομικός τρόπος για να αποκτήσετε μεγάλα καμπυλωτά εξαρτήματα χωρίς να πληρώσετε για ακριβά προσαρμοσμένα καλούπια.
Εάν κατασκευάζετε πρωτότυπα ή εκτελείτε μικρές παρτίδες, είναι εύκολα η καλύτερη επιλογή σας. Χρειάζεστε απλώς ένα σταθερό σχέδιο, το κατάλληλο μέταλλο και έναν έμπειρο χειριστή.
Στο κατάστημα κατασκευής λαμαρινών, ShincoFab, βλέπουμε από πρώτο χέρι πώς αυτή η διαδικασία εξοικονομεί χρόνο και χρήμα στους πελάτες μας κάθε μέρα. Τα ακριβή μαθηματικά και η φυσική δεξιότητα πραγματικά αποδίδουν στο χώρο του εργοστασίου.
Διατηρήστε τον όγκο παραγωγής σας υπό έλεγχο. Απλοποιήστε τις καμπύλες σας. Ρωτήστε τον κατασκευαστή σας τις δύσκολες ερωτήσεις πριν ξεκινήσετε. Αν ακολουθήσετε αυτά τα βήματα, το επόμενο καμπυλωτό μεταλλικό έργο σας θα είναι μια τεράστια επιτυχία.

