Ich habe jahrelang mit Abkantpressen und der Blechbearbeitung zu tun gehabt. genau hier auf dem Boden im ShincoFab. Ich weiß genau, wie schwierig es ist, große Kurven zu formen, ohne das Budget für kundenspezifische Formen zu sprengen, denn ich habe erlebt, wie Kunden fast von einem Projekt abgewichen wären, wenn ihnen $8.000 nur für ein kundenspezifisches Walzwerkzeug angeboten wurden.
Wenn Sie gekrümmte Teile effizient prototypisieren möchten, sind Sie hier genau richtig. In diesem Leitfaden zeige ich Ihnen genau, wie Bumpforming funktioniert und wie Sie damit Tausende von Dollar sparen können.
Sie werden erfahren, welche Metalle am besten geeignet sind, bei welchem Produktionsvolumen dieses Verfahren Sinn macht und wie Sie Teile entwerfen, die tatsächlich funktionieren. Außerdem gebe ich Ihnen drei wichtige Fragen mit auf den Weg, die Sie Ihrem Verarbeiter stellen sollten, damit Sie am Ende nicht für seine Fehler bezahlen müssen.
Hier finden Sie alles, was Sie wissen müssen, um Ihre gebogenen Blechteile richtig zu fertigen, basierend auf Tausenden von Stunden, die wir damit verbracht haben, diese exakten Biegungen auf unseren eigenen CNC-Abkantpressen einzustellen.
Was ist Bump Forming?
Eine normale Abkantpresse eignet sich hervorragend für die Herstellung scharfer Ecken. Was aber, wenn Ihr Entwurf einen breiten, durchgehenden Zylinder erfordert?
Hier kommt das Höckerbiegen ins Spiel. Manche Leute nennen es Höckerbiegen oder Stufenbiegen. Es ist eine äußerst effektive Methode, um einen großen Radius in einem flachen Blechstück zu erzeugen.
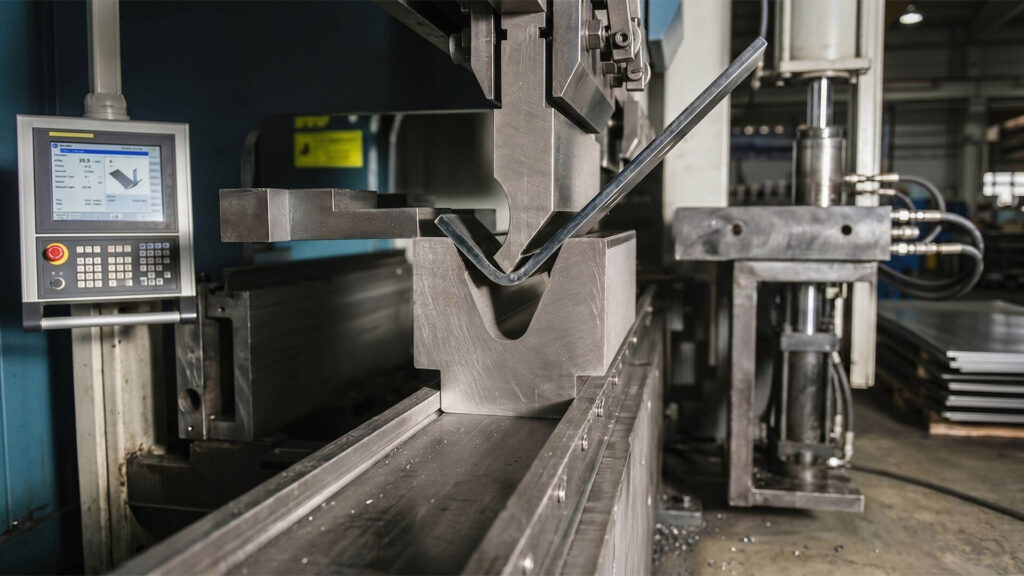
Anstatt das Metall in einem einzigen massiven Schlag zu biegen, wird die Aufgabe beim Bump Forming aufgeteilt. Die Maschine macht Dutzende von kleinen, eng beieinander liegenden Biegungen. Jeder Schlag presst das Metall typischerweise 2 bis 5 Grad.
Wenn Sie diese kleinen Treffer nebeneinander stapeln, bilden sie eine glatte, große Kurve.
Bumpforming ist ein Blechbearbeitungsverfahren, bei dem große, geschwungene Kurven durch Dutzende winziger, eng beieinander liegender Biegungen erzeugt werden. Bei dieser Methode werden große Kegel und Zylinder mit Hilfe von Standard-CNC-Abkantpressen hergestellt, wodurch Tausende von Dollar eingespart werden können, da keine speziellen harten Werkzeuge benötigt werden.
- Baut große Kurven: Es macht aus flachem Metall leicht Kegel, Zylinder oder geschwungene Bögen.
- Verwendet Standardausrüstung: Sie basiert auf einer normalen CNC-Abkantpresse (wie die Amada und Trumpf Maschinen, die wir täglich betreiben) anstelle von massiven, speziellen Plattenwalzen.
- Sparen Sie Geld: Sie erhalten benutzerdefinierte Kurven, ohne Tausende von Dollar für benutzerdefinierte harte Werkzeuge zu bezahlen.
Aber damit diese Kurve perfekt glatt aussieht, braucht man präzise Berechnungen und sehr geschickte Hände. Ich möchte Ihnen genau zeigen, wie dieser Prozess auf der ShincoFab Ladenfläche.
Wie funktioniert das Bump Forming-Verfahren eigentlich?
Man kann nicht einfach raten, wo das Metall gebogen werden soll. Ein erfolgreiches Höckerformteil erfordert eine sorgfältige Planung, bevor die Maschine überhaupt eingeschaltet wird. Wann immer ein neuer Entwurf auf meinem Schreibtisch landet, unternimmt unser Entwicklungsteam die folgenden drei Schritte um ein flaches Blatt in eine glatte Kurve zu verwandeln.
Schritt 1: Berechnungen anstellen
Bevor etwas auf der Abkantpresse gebogen wird, müssen die Ingenieure die Gesamtbogenlänge der Innenkurve berechnen und die genaue Radiusneigung bestimmen. Der Radiusabstand gibt den Abstand zwischen den einzelnen kleinen Biegungen vor, der letztlich bestimmt, wie glatt oder facettiert das endgültige gebogene Metallteil aussehen wird.
- Bogenlänge Dies ist die Gesamtlänge der Kurve auf der Innenseite des Metalls.
- Radius Teilung: Dies ist der genaue Abstand zwischen den einzelnen kleinen Biegungen.
Der Radius der Teilung ist das Geheimnis eines guten Teils. Wenn die Teilung eng ist, ist der Abstand zwischen den Schlägen gering. Dadurch erhält man eine schöne glatte Kurve. Aber mehr Schläge brauchen mehr Zeit. Wir verwenden in der Regel 3D-Modellierungssoftware wie SolidWorks‘ Blechmodul, um die Biegungen zuerst zu simulieren. Auf diese Weise können wir die Berechnungen ausgleichen, um Ihnen das beste Ergebnis zu liefern, ohne Ihr Geld zu verschwenden.
Schritt 2: Einrichten der Abkantpresse
Sobald die mathematischen Berechnungen abgeschlossen sind, muss der Bediener der Abkantpresse die Maschine sorgfältig einrichten, indem er eine untere Matrizenbreite wählt, die dem doppelten Radiusabstand entspricht, und eine sehr geringe obere Stempeltiefe einstellt.
- Matrizenbreite: Die Öffnung des Unterwerkzeugs muss genau richtig sein. Sie ist in der Regel etwa doppelt so groß wie Ihr Radiusabstand. Wenn die Matrize zu breit ist, sinkt das Metall zu weit ein, und die Kurve wird abgehackt.
- Stanztiefe: Die Maschine biegt nur das Metall 2 bis 5 Grad pro Treffer. Der obere Stempel drückt kaum in das Metall und sinkt in der Regel nur 0,010 bis 0,030 Zoll in die Öffnung der Matrize.
Um die richtige Tiefe zu finden, sind oft Versuch und Irrtum erforderlich. Unsere leitenden Mitarbeiter testen immer zuerst ein Stück Schrott aus genau der gleichen Materialcharge, um die Rückfederung des Metalls zu berücksichtigen. So verhält sich beispielsweise ein Blech aus rostfreiem Stahl 304 unter Druck völlig anders als Baustahl.
Schritt 3: Biegen des Metalls
Nun beginnt die eigentliche Arbeit. Der Bediener schiebt das flache Blech gegen einen Anschlag, den sogenannten Hinteranschlag. Die Maschine drückt nach unten und macht die erste kleine Biegung. Der Hinteranschlag schiebt dann das Metall um einen präzisen Schritt von 0,050 bis 0,125 Zoll vor. Die Maschine schlägt wieder zu.
Dies wiederholt sich Dutzende Male. Langsam, Schritt für Schritt, wölbt sich das flache Blatt zu einem geschwungenen Radius.
Der Bediener hält häufig an, um das Teil anhand einer benutzerdefinierten Vorlage zu prüfen (in der Regel lasern wir dafür eine schnelle Profillehre aus Holz oder Acryl direkt in unserem Geschäft). Wenn sie bei Treffer Nummer zwei einen kleinen Fehler machen, vervielfacht sich dieser Fehler. Bei Treffer Nummer vierzig könnte das gesamte Teil ruiniert sein.
Es erfordert Geduld, Mathematik und großes körperliches Geschick, aber wenn man es richtig anwendet, ist der Gewinn enorm.

Was sind die größten Vorteile der Höckerformung?
Warum verlassen sich so viele Ingenieure und Designer auf das Bump Forming? Weil damit zwei große Probleme gelöst werden: Zeit und Geld.
Die größten Vorteile des Bumpforming sind der vollständige Wegfall der teuren Werkzeugkosten, die erheblich kürzeren Durchlaufzeiten für Prototypen und die totale Designflexibilität. Durch die Verwendung von Standard-Abkantpressen können Hersteller kundenspezifische Kurven erstellen und Designs leicht ändern, ohne neue permanente Formen zu benötigen.
- Keine Vorlaufkosten für Werkzeuge: Sonderformen kosten Tausende von Dollar. Beim Buckelformen werden Standardwerkzeuge verwendet, die Ihr Hersteller bereits besitzt. Sie behalten das Geld in Ihrer Tasche.
- Schnellere Durchlaufzeiten: Das Warten auf eine maßgeschneiderte Form kann Ihr Projekt um einen Monat oder mehr verzögern. Mit Bump Forming kann der Betrieb sofort beginnen. Sie erhalten Ihre Teile innerhalb von Tagen, nicht Wochen.
- Totale Design-Flexibilität: Sie sind nicht auf eine bestimmte Form festgelegt. Müssen Sie Ihr Design von einem Zylinder zu einem Kegel ändern? Oder den Kurvenradius ändern? Der Bediener ändert einfach die Berechnungen in der Maschine. Es sind keine neuen Formen erforderlich.
Was sind die Nachteile der Höckerformung?
Ich hatte schon Kunden, die in unser Werk kamen und dachten, dass das Höckerformen eine magische Lösung für alles sei. Das ist sie nicht. Sie bringt ein paar versteckte Kopfschmerzen mit sich.
Zu den Hauptnachteilen des Buckelformens gehören die erforderlichen hochqualifizierten Bedienerfähigkeiten, zeitaufwändige mathematische und Schabloneneinstellungen und unvermeidlicher Materialausschuss. Das manuelle Ausprobieren der exakten Stanztiefe bedeutet, dass Sie vor der endgültigen Produktion immer die geopferten Testteile berücksichtigen müssen.
- Elite-Operator-Fähigkeiten: Dies ist die schwierigste Arbeit, die man an einer Abkantpresse ausführen kann. Ein Bediener braucht fünf bis zehn Jahre, um sie wirklich zu beherrschen. Wenn Sie eine Billigwerkstatt mit Nachwuchskräften beauftragen, werden Sie schreckliche, facettierte Kurven sehen, die einem Stoppschild ähneln.
- Zeitaufwendige Einrichtung: Das eigentliche Biegen geht schnell. Aber die Konstruktion im Vorfeld ist langsam. Ihr Verarbeiter muss komplexe Berechnungen anstellen und spezielle Schablonen ausschneiden, nur um die Kurven zu prüfen.
- Material Schrott: Um die richtige Stanztiefe zu finden, muss man viel ausprobieren. Wir sagen unseren Kunden immer, dass sie 1 oder 2 geopferte Testteile einplanen sollten. um die Maschine einzustellen, bevor Sie Ihre endgültigen Teile herstellen.
Aufgrund dieser Nachteile ist das Höckerformen nicht immer die beste Wahl für jedes Projekt. Manchmal ist es sinnvoller, das Geld für eine Dauerform auszugeben. Lassen Sie uns das Bump-Forming direkt mit dem Hard-Tooling vergleichen, damit Sie die richtige Entscheidung treffen können.
Bump Forming vs. Hard Tooling: Was sollten Sie wählen?
Es gibt zwei Möglichkeiten, gebogene Metallteile herzustellen: Höckerformung oder Hartbearbeitung. Wie entscheiden Sie sich? Das hängt ganz von Ihrem Produktionsvolumen ab.
Beim Hartprägen wird Ihre Kurve in einem einzigen, schweren Schlag in eine speziell angefertigte Form geprägt.
Bei der Wahl zwischen verschiedenen Metallumformungsmethoden sollten Sie sich für die Hartumformung entscheiden, wenn Sie Tausende identischer Teile in Massenproduktion herstellen und enge Toleranzen benötigen. Umgekehrt sollten Sie sich für die Buckelumformung entscheiden, wenn Sie Prototypen oder Kleinserien herstellen, da hier keine hohen Werkzeugkosten anfallen und die Teile innerhalb weniger Tage geliefert werden können.
- Harte Werkzeuge: Wählen Sie dies, wenn Sie Tausende von Teilen in Massenproduktion herstellen. Sie liefert hochpräzise, identische Teile mit engen Toleranzen. Allerdings kann die benutzerdefinierte Form Tausende von Dollar kosten und vier Wochen Bauzeit erfordern.
- Höckerbildung: Entscheiden Sie sich für diese Variante, wenn Sie Prototypen herstellen oder kleine Serien produzieren. Sie vermeiden die enormen Vorlaufkosten für Werkzeuge. Außerdem erhalten Sie Ihre Teile innerhalb von Tagen, nicht Monaten.
Kurz gesagt: Harte Werkzeuge sind für den Maßstab. Höckerformung ist für Geschwindigkeit und Flexibilität.
Was ist der Break-Even-Punkt für die Höckerformung?
Woher weiß man, wann man aufhören sollte, Beulen zu formen? Das ist eine einfache Frage der Mathematik.
Beim Buckelformen fallen keine Werkzeugkosten an, aber die manuelle Arbeit ist teuer. Ein erfahrener Bediener muss jede einzelne Biegung sorgfältig überwachen.
Der finanzielle Break-even-Punkt für das Höckerformen liegt in der Regel zwischen 100 und 200 Teilen. Bei Produktionsläufen unter 100 Teilen bleibt die manuelle Arbeit billiger als die Werkzeugherstellung. Sobald die Produktion jedoch 200 Teile übersteigt, wird die Investition in eine permanente Hartbearbeitung oder ein spezielles Blechwalzen kosteneffektiver.
- Unter 100 Teile: Bleiben Sie bei der Buckelformung. Die hohen Arbeitskosten sind immer noch viel billiger als der Kauf einer $5.000 Sonderform.
- Über 200 Teile: Es ist an der Zeit, das Buckelformen aufzugeben. Bezahlen Sie für die harten Werkzeuge oder lassen Sie den Auftrag auf einer speziellen Plattenwalze ausführen. Bei diesem Volumen wird Sie die langsame manuelle Arbeit mehr kosten als die Werkzeuge.
Vergleichen Sie immer den Preis für die Werkzeuge mit dem gesamten Arbeitsaufwand pro Stunde.
Welches sind die besten Metalle für die Höckerformung?
Nicht alle Metalle überstehen diesen Prozess. Beim Buckelformen wird das Blech stark beansprucht. Im Laufe der Jahre haben wir auf die harte Tour gelernt, welche Metalle sich auf der Abkantpresse verhalten und welche sich wehren.
Top-Metall-Auswahl
Die besten Metalle für die Höckerformung sind hochdehnbare Werkstoffe, die sich dehnen lassen und wiederholten Stößen der Abkantpresse standhalten, ohne zu brechen. Zu den besten Werkstoffen gehören Baustahl wegen seiner Verzeihlichkeit, Edelstahl 304 wegen seiner Langlebigkeit und Standard-Aluminiumlegierungen wie 5052 wegen seiner leichten Formbarkeit.
- Baustahl: Dies ist die absolut beste Wahl. Es ist verzeihend und nimmt mehrere Biegungen reibungslos.
- Rostfreier Stahl: Strapazierfähig und langlebig. Es erfordert mehr Druck von der Maschine, aber es hält eine Kurve schön. Denken Sie nur daran, dass die Rückfederung aggressiv ist.
- Standard-Aluminium-Legierungen (wie 5052): Die meisten Sorten sind leicht und gut formbar. Vergewissern Sie sich einfach, dass Sie die genaue Sorte in Ihrem Geschäft überprüfen.
Zu vermeidende Materialien
Die schlechtesten Materialien für das Höckerformen sind spröde oder strukturell beeinträchtigte Metalle, die bei wiederholter Belastung leicht brechen. Sie sollten gehärtete Metalle wie 6061-T6-Aluminium, das unter Druck Mikrorisse bildet, und Lochbleche, die sich aufgrund von Schwachstellen in der Struktur unvorhersehbar biegen, vollständig vermeiden.
- 6061-T6-Aluminium: Vermeiden Sie dies auf jeden Fall. Es ist ein gehärtetes, sprödes Metall. Wir haben gesehen, wie sie auf der Abkantpresse buchstäblich zerbrochen oder mikroskopisch klein geworden sind. unter der Belastung durch wiederholte Treffer.
- Perforierte Bleche: Metall voller zufälliger Löcher biegt sich unvorhersehbar. Die Ausschnitte schaffen Schwachstellen und hinterlassen eine ungleichmäßige, unordentliche Kurve das sieht schrecklich aus, egal wie gut der Betreiber ist.
Wie konstruiert man bessere stoßgeformte Teile?
Ein schlechtes Design garantiert ein schlechtes Teil. Sie wollen dem Bediener die Arbeit so leicht wie möglich machen.
Um bessere stoßgeformte Teile zu entwerfen, sollten Ingenieure die geometrischen Formen einfach halten, extrem enge Biegeradien vermeiden, die Abmessungstoleranzen lockern und die Metallbreite unter 24 Zoll halten. Die Konstruktion unter Berücksichtigung dieser Fertigungsgrenzen gewährleistet einen reibungsloseren Prozess und verringert das Risiko eines Teileversagens.
- Einfache Formen: Streben Sie saubere, kontinuierliche Kurven an. Komplexe, gezackte Geometrien erhöhen die Einrichtungszeit und das Risiko von Fehlern drastisch.
- Biegeradien: Erzwingen Sie keinen extrem engen Radius. Wenn das Metall in eine enge Kurve gepresst wird, entstehen harte Rillen und das Teil wird geschwächt.
- Toleranzen bei den Abmessungen: Es handelt sich hierbei um einen weitgehend manuellen Prozess. Er beruht auf menschlichem Geschick und auf Versuch und Irrtum. Geben Sie dem Geschäft ein wenig Spielraum bei Ihren Abmessungen (z. B. Zulassung von ±0,030 bis ±0,060 Zoll anstelle der strengen ±0,010), besonders in langen Kurven.
- Maximale Breite (24 Zoll): Je breiter das Metall wird, desto schwieriger wird es, den Biegewinkel perfekt gerade zu halten. Wenn Ihr Teil länger als 24 Zoll sein muss, sprechen Sie frühzeitig mit Ihrem Hersteller, um herauszufinden, ob seine Ausrüstung dies bewältigen kann.
Selbst bei einem makellosen Design hinterlässt das Bump-Forming einen deutlichen Fußabdruck. Da die Kurve in Wirklichkeit aus Dutzenden winziger flacher Biegungen besteht, sind auf dem Metall schwache Linien zu sehen.
Was aber, wenn Sie ein Verbraucherprodukt herstellen, das makellos aussehen soll? Schauen wir uns an, wie man diese Flecken verbergen kann.
Wie versteckt man Biegelinien nach dem Bump Forming?
Bei der Höckerformung entsteht keine mathematisch perfekte Kurve. Es entsteht eine Reihe von winzigen flachen Stellen.
Wenn Sie genau hinsehen, werden Sie schwache Biegelinien erkennen. Bei einer versteckten Halterung im Inneren einer Maschine ist das in Ordnung. Aber es ist ein großes Problem, wenn das Teil direkt vor dem Kunden sitzt.
Um die schwachen Biegelinien zu verbergen, die durch das Buckelformen entstehen, verwenden die Hersteller kosmetische Nachbearbeitungstechniken, nachdem das Metall die Abkantpresse verlassen hat. Zu den besten Methoden gehören das manuelle Schleifen und Schmirgeln der Rillen, das Auftragen einer dünnen Schicht Karosseriespachtel oder die Verwendung einer dicken, strukturierten Pulverbeschichtung.

- Schleifen und Schleifen: Ein geschickter Arbeiter kann die Rillen mit einem Doppelschleifer manuell abschleifen. Das kostet zwar zusätzliche Zeit, funktioniert aber perfekt für blanke Metallteile.
- Spachtelmasse: Wenn Sie vorhaben, das Metall zu lackieren, können Sie die winzigen Vertiefungen mit einer kurzen Schicht Spachtelmasse ausgleichen.
- Pulverbeschichtung: Eine schwere, 3 bis 5 mil strukturierte Pulverbeschichtung eignet sich hervorragend zum Kaschieren kleinerer Oberflächenfehler. Es füllt die Biegelinien aus, ohne dass ein manuelles Schleifen erforderlich ist.
Wofür wird Bump Forming in der realen Welt verwendet?
Man könnte meinen, dass das Bump Forming nur für einfache, niedrige Metallbrackets geeignet ist. Das ist nicht der Fall. Große Industriezweige verlassen sich tagtäglich auf genau dieses Verfahren.
Das Bump-Forming wird in vielen wichtigen Industriezweigen eingesetzt, um große, gebogene Blechteile ohne teure Werkzeuge herzustellen. Zu den gängigen Anwendungen in der Praxis gehören Bugspitzen und Rumpfverkleidungen für die Luft- und Raumfahrt, gebogene Kotflügel und kundenspezifische Kraftstofftanks für die Automobilindustrie sowie medizinische Präzisionsinstrumente und Hilfsmittel.

- Luft- und Raumfahrt: Ingenieure verwenden es, um leichte Bugspitzen und geschwungene Rumpfplatten zu bauen.
- Automobilindustrie: Werkstätten verlassen sich auf sie für gebogene Kotflügel, Ölwannen und maßgeschneiderte Kraftstofftanks.
- Medizinische: Konstrukteure verwenden es für Prototypen von medizinischen Präzisionsinstrumenten und Hilfsmitteln.
Dieses Verfahren eignet sich eindeutig für Projekte mit hohem Risiko. Aber denken Sie daran, dass Ihr fertiges Teil nur so gut ist wie die Werkstatt, die es herstellt.
Welche Fragen sollten Sie Ihrem Verarbeiter stellen, bevor Sie beginnen?
Höckerformen ist eine Kunst. Sie können Ihr Projekt nicht einem Anfänger anvertrauen. Wenn Kunden unsere ShincoFab-Anlage prüfen, respektiere ich immer die Ingenieure, die die schwierigen Fragen stellen.
Bevor Sie ein Höckerformungsprojekt in Angriff nehmen, müssen Sie Ihrem Verarbeiter drei wichtige Fragen stellen, um seine Fachkenntnisse zu überprüfen. Vergewissern Sie sich, dass er weiß, wie man mit Materialrückfederung umgeht, dass er benutzerdefinierte physische Schablonen zur Überprüfung von Kurven verwendet und dass seine Abkantpresse eine Bombierungskompensation verwendet.
- Materialrückfederung: Fragen Sie, wie sie die Materialrückfederung behandeln. Metall springt nach einer Biegung natürlich zurück. Ein kluger Betrieb wird immer zuerst ein Schrottstück testen, um den genauen Druck zu berechnen, der zur Überwindung dieses Rückpralls erforderlich ist.
- Benutzerdefinierte Vorlagen: Fragen Sie, ob sie benutzerdefinierte Vorlagen verwenden. Das Bumping ist ein hochgradig manueller Prozess. Der Bediener sollte Ihr Teil anhand einer physischen Vorlage prüfen. (wie die lasergeschnittenen, die wir verwenden) um sicherzustellen, dass die Kurve perfekt in der Spur bleibt.
- Krönende Entschädigung: Fragen Sie, ob die Abkantpresse einen Bombierungsausgleich verwendet. Große Abkantpressen verbiegen sich unter starkem Druck in der Mitte. Der Bombierungsausgleich drückt aktiv zurück und hält die Maschine perfekt flach, damit sich Ihre Teile nicht verziehen. Wenn sie nicht wissen, was eine Krönung ist, gehen Sie weg.
Wenn sie diese Fragen zuversichtlich beantworten, sind Sie in guten Händen.
Schlussfolgerung
Bumpforming ist keine Zauberei. Es ist lediglich eine clevere, kostengünstige Methode, um große gebogene Teile zu erhalten, ohne für teure Sonderformen zu bezahlen.
Für den Bau von Prototypen oder Kleinserien ist dies ohne weiteres die beste Option. Sie brauchen nur ein solides Design, das richtige Metall und einen erfahrenen Bediener.
In unserem Blechbearbeitungsbetrieb ShincoFab sehen wir aus erster Hand, wie dieser Prozess unseren Kunden jeden Tag Zeit und Geld spart. Die exakten Berechnungen und das handwerkliche Geschick machen sich in der Werkstatt wirklich bezahlt.
Halten Sie Ihr Produktionsvolumen in Schach. Vereinfachen Sie Ihre Kurven. Stellen Sie Ihrem Verarbeiter die schwierigen Fragen, bevor Sie beginnen. Wenn Sie diese Schritte befolgen, wird Ihr nächstes gebogenes Metallprojekt ein voller Erfolg.

