Ho trascorso anni a lavorare intorno alle presse piegatrici e alla fabbricazione di lamiere. proprio qui sul pavimento di ShincoFab. So esattamente quanto sia difficile formare curve di grandi dimensioni senza far esplodere il budget per gli stampi personalizzati, perché ho visto clienti quasi abbandonare i progetti quando sono stati quotati $8.000 solo per uno stampo di laminazione personalizzato.
Se volete prototipare parti curve in modo efficiente, siete nel posto giusto. In questa guida vi mostrerò esattamente come funziona il bump forming e come può farvi risparmiare migliaia di dollari.
Imparerete quali sono i metalli migliori da utilizzare, il volume di produzione esatto in cui questo processo ha senso e come progettare pezzi che funzionino davvero. Vi fornirò anche tre domande fondamentali da porre al vostro fabbricante per evitare di pagare per i suoi errori.
Ecco tutto quello che c'è da sapere per realizzare correttamente i vostri pezzi di lamiera curvata, basati su migliaia di ore passate a regolare queste esatte curve sulle nostre presse piegatrici a controllo numerico.
Che cos'è il Bump Forming?
Una pressa piegatrice standard è ottima per realizzare angoli vivi. Ma cosa succede se il progetto richiede un cilindro largo e continuo?
È qui che entra in gioco la formatura delle protuberanze. Alcuni la chiamano curvatura a urto o curvatura a gradino. È un modo molto efficace per creare un ampio raggio in un pezzo di lamiera piatto.
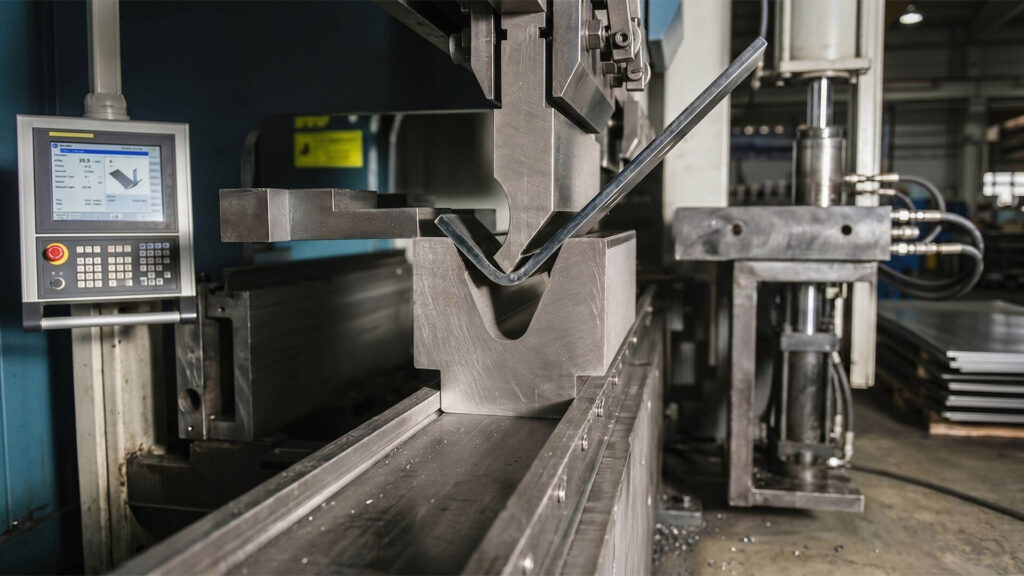
Invece di piegare il metallo in un unico colpo, la formatura a urto suddivide il lavoro. La macchina esegue decine di minuscole piegature a distanza ravvicinata. Ogni colpo pressa il metallo tipicamente Da 2 a 5 gradi.
Quando si impilano questi piccoli colpi uno accanto all'altro, formano una curva liscia e ampia.
La formatura a urto è un processo di fabbricazione della lamiera che crea curve ampie e ampie eseguendo decine di piccole curve a distanza ravvicinata. Questo metodo consente di costruire coni e cilindri di grandi dimensioni utilizzando presse piegatrici CNC standard, risparmiando migliaia di dollari grazie all'eliminazione della necessità di utensili rigidi personalizzati.
- Costruisce curve ampie: Trasforma facilmente il metallo piatto in coni, cilindri o curve ampie.
- Utilizza un equipaggiamento standard: Si basa su una normale pressa piegatrice CNC (come il Amada e Trumpf macchine che utilizziamo quotidianamente) invece di rulli a piastra massicci e specializzati.
- Risparmio di denaro: È possibile ottenere curve personalizzate senza dover pagare migliaia di dollari per utensili duri personalizzati.
Ma per ottenere una curva perfettamente liscia occorrono calcoli precisi e mani altamente qualificate. Lasciate che vi mostri esattamente come funziona questo processo sul ShincoFab negozio.
Come funziona effettivamente il processo di formatura delle protuberanze?
Non si può semplicemente immaginare dove piegare il metallo. Per ottenere un pezzo bump-formed di successo è necessaria un'attenta pianificazione prima ancora di accendere la macchina. Ogni volta che un nuovo progetto arriva sulla mia scrivania, ecco le tre fasi che il nostro team di ingegneri compie per trasformare una lastra piatta in una curva liscia.
Fase 1: fare i conti
Prima di piegare qualsiasi cosa sulla pressa piegatrice, gli ingegneri devono calcolare la lunghezza totale dell'arco della curva interna e determinare l'esatto passo del raggio. Il passo del raggio determina la distanza tra ogni piccola curva, che in ultima analisi controlla l'aspetto liscio o sfaccettato del pezzo metallico curvo finale.
- Lunghezza dell'arco Questa è la lunghezza totale della curva all'interno del metallo.
- Raggio Passo: Si tratta della distanza esatta tra ogni piccola curva.
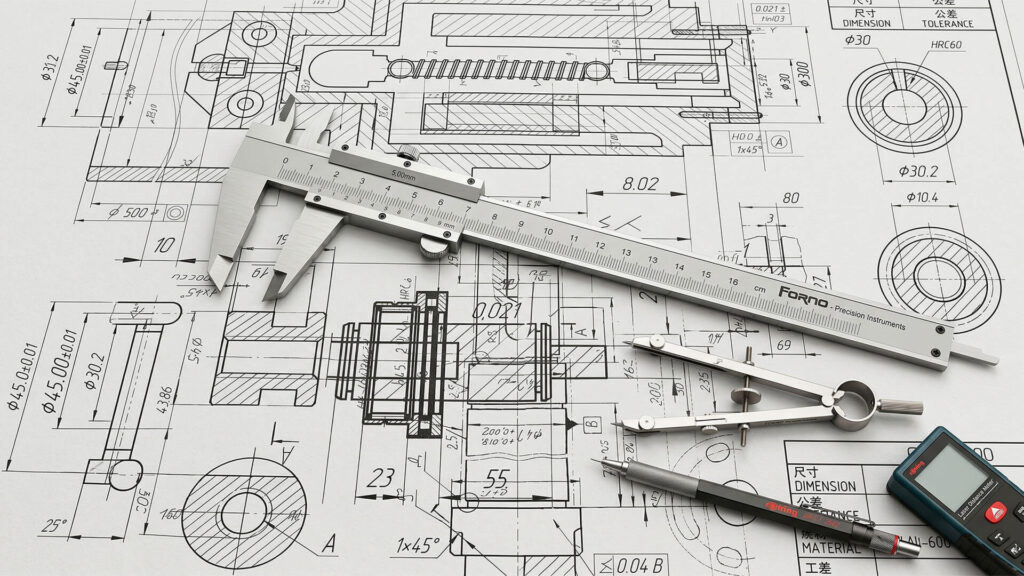
Il passo del raggio è il segreto di un buon pezzo. Se il passo è stretto, la distanza tra i colpi è ridotta. In questo modo si ottiene una curva splendidamente liscia. Ma più colpi richiedono più tempo. Di solito utilizziamo software di modellazione 3D come SolidWorks‘ per simulare prima le curve. Questo ci permette di bilanciare i calcoli per darvi la migliore finitura senza sprecare il vostro denaro.
Fase 2: Impostazione della pressa piegatrice
Una volta completati i calcoli matematici, l'operatore della pressa piegatrice deve impostare con cura la macchina, scegliendo una larghezza dello stampo inferiore doppia rispetto al passo del raggio e impostando una profondità del punzone superiore molto ridotta.
- Larghezza dello stampo: L'apertura dell'utensile inferiore deve essere esattamente giusta. Di solito è circa il doppio del passo del raggio. Se la matrice è troppo larga, il metallo affonda troppo e la curva diventa irregolare.
- Profondità del punzone: La macchina piega solo il metallo Da 2 a 5 gradi per colpo. Il pugno superiore preme a malapena nel metallo, scendendo in genere appena Da 0,010 a 0,030 pollici nell'apertura dello stampo.
Per ottenere la profondità giusta spesso sono necessari tentativi ed errori. I nostri operatori principali testano sempre prima un pezzo di scarto dello stesso lotto di materiale per tenere conto del ritorno elastico del metallo. Ad esempio, una lastra di acciaio inossidabile 304 si comporta in modo completamente diverso sotto pressione rispetto all'acciaio dolce.
Fase 3: piegatura del metallo
Ora inizia il lavoro fisico. L'operatore fa scorrere la lastra piana contro un dispositivo di arresto chiamato registro posteriore. La macchina preme verso il basso, realizzando la prima piccola piega. Il calibro posteriore spinge quindi il metallo in avanti con un incremento preciso da 0,050 a 0,125 pollici. La macchina colpisce di nuovo.
Questa operazione si ripete decine di volte. Lentamente, passo dopo passo, il foglio piatto si arriccia in un ampio raggio.
L'operatore si ferma frequentemente per controllare il pezzo rispetto a un modello personalizzato. (per questo, in genere, tagliamo al laser un rapido calibro per profili in legno o acrilico direttamente nel nostro negozio).. Se commettono un piccolo errore al secondo colpo, l'errore si moltiplica. Al colpo numero quaranta, l'intero pezzo potrebbe essere rovinato.
Richiede pazienza, matematica e una grande abilità fisica, ma i vantaggi sono enormi se lo si usa correttamente.

Quali sono i maggiori vantaggi della formatura a urto?
Perché tanti ingegneri e progettisti si affidano alla formatura a urto? Perché risolve due problemi enormi: tempo e denaro.
I maggiori vantaggi della formatura a urto sono la completa eliminazione dei costosi costi iniziali di attrezzaggio, tempi di realizzazione dei prototipi significativamente più rapidi e una totale flessibilità di progettazione. Utilizzando le attrezzature standard delle presse piegatrici, i costruttori possono creare curve personalizzate e modificare facilmente i progetti senza bisogno di nuovi stampi permanenti.
- Zero costi iniziali di attrezzaggio: Gli stampi personalizzati costano migliaia di dollari. La formatura a urto utilizza strumenti standard che il fabbricante già possiede. Il denaro rimane in tasca.
- Tempi di consegna più rapidi: L'attesa di uno stampo personalizzato può ritardare il progetto di un mese o più. Con la formatura a urto, l'officina può iniziare immediatamente. I pezzi si ottengono in pochi giorni, non in settimane.
- Flessibilità totale di progettazione: Non siete vincolati a una forma specifica. Dovete cambiare il vostro progetto da cilindro a cono? O modificare il raggio della curva? L'operatore deve solo modificare la matematica della macchina. Non sono necessari nuovi stampi.
Quali sono gli svantaggi della formatura a urto?
Ho avuto clienti che sono entrati nel nostro stabilimento pensando che la formatura delle protuberanze fosse una soluzione magica per tutto. Non lo è. È accompagnato da alcuni grattacapi nascosti.
I principali svantaggi della formatura a urto includono la necessità di competenze altamente qualificate da parte dell'operatore, la necessità di impostare matematiche e dime che richiedono molto tempo e l'inevitabile scarto di materiale. La natura manuale di tentativi ed errori nella regolazione dell'esatta profondità del punzone significa che bisogna sempre tenere conto dei pezzi di prova sacrificati prima di finalizzare la produzione.
- Capacità dell'operatore d'élite: È il lavoro più difficile che si possa fare su una pressa piegatrice. Un operatore impiega da cinque a dieci anni per padroneggiarlo veramente. Se si utilizza un'officina di bassa qualità con operatori giovani, si vedranno curve terribili e sfaccettate che assomigliano a un segnale di stop.
- Configurazione che richiede tempo: La piegatura vera e propria è veloce. Ma la progettazione iniziale è lenta. Il fabbricante deve fare calcoli complessi e tagliare sagome personalizzate solo per controllare le curve.
- Materiale di scarto: Per ottenere la profondità esatta del punzone è necessario fare tentativi ed errori. Diciamo sempre ai nostri clienti di mettere in conto 1 o 2 parti di prova sacrificate. per mettere a punto la macchina prima di realizzare i pezzi finali.
A causa di questi svantaggi, la formatura a urto non è sempre la scelta migliore per ogni progetto. A volte è più sensato spendere i soldi per uno stampo permanente. Facciamo un confronto diretto tra la formatura a urto e l'attrezzaggio duro, in modo da poter prendere la decisione giusta.
Formatura a urto vs. stampaggio duro: Quale scegliere?
Ci sono due modi per realizzare pezzi metallici curvi: la formatura a urto o la lavorazione con utensili duri. Come scegliere? Tutto dipende dal volume di produzione.
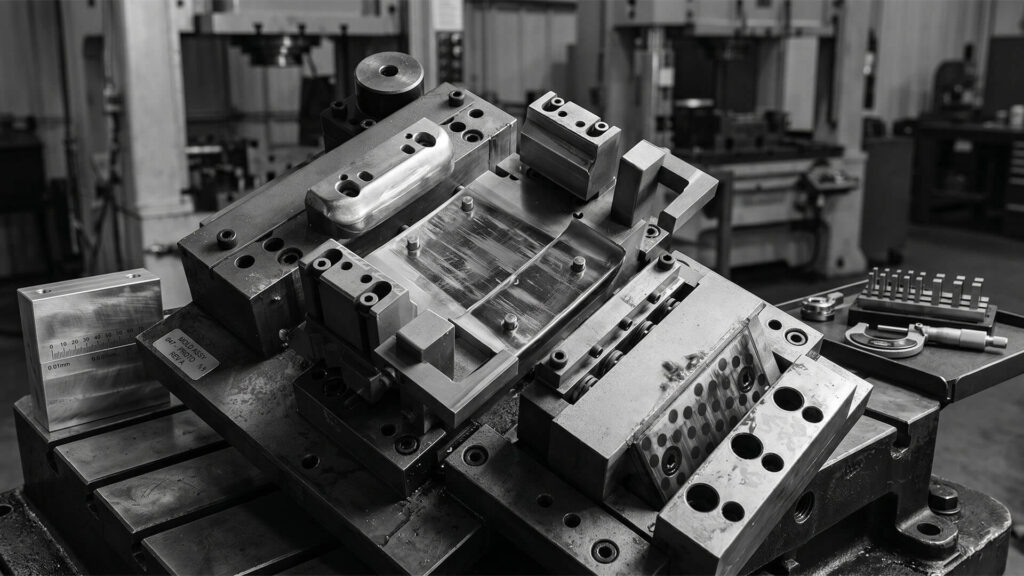
L'utensileria dura utilizza uno stampo personalizzato per imprimere la curva in un unico, pesante colpo.
Nella scelta tra i metodi di formatura del metallo, scegliete l'utensileria dura se state producendo in serie migliaia di pezzi identici e avete bisogno di tolleranze strette. Al contrario, scegliete la formatura a urto se state realizzando prototipi o piccoli lotti, in quanto evita ingenti costi di attrezzaggio e consegna i pezzi in pochi giorni.
- Utensili duri: Da scegliere se si producono migliaia di pezzi in serie. Fornisce pezzi identici e altamente precisi con tolleranze ristrette. Tuttavia, lo stampo personalizzato può costare migliaia di dollari e richiedere quattro settimane di lavoro.
- Formazione del dosso: Scegliete questa soluzione se state costruendo prototipi o eseguendo piccoli lotti. In questo modo si evitano gli ingenti costi iniziali di attrezzaggio. Inoltre, potrete ottenere i vostri pezzi in pochi giorni, non in mesi.
In breve, l'utensileria dura è per la scala. La formatura a urto è per la velocità e la flessibilità.
Qual è il punto di pareggio della formatura a urto?
Come si fa a sapere quando smettere di formare le protuberanze? Si tratta di una questione di matematica di base.
La formatura a urto non ha costi di attrezzaggio, ma il lavoro manuale è costoso. Un operatore esperto deve controllare attentamente ogni singola piega.
Il punto di pareggio finanziario per la formatura a urto si verifica in genere tra i 100 e i 200 pezzi. Per produzioni inferiori a 100 pezzi, la manodopera manuale rimane più conveniente rispetto agli utensili. Tuttavia, quando la produzione supera i 200 pezzi, diventa più conveniente investire in utensili rigidi permanenti o nella laminazione di lastre specializzate.
- Sotto i 100 pezzi: Rimanere con la formatura a urto. L'elevato costo della manodopera è comunque molto più conveniente rispetto all'acquisto di uno stampo personalizzato da $5.000.
- Oltre 200 parti: È ora di abbandonare la formatura a urto. Pagate l'attrezzatura dura o eseguite il lavoro su un rullo specializzato. A questo volume, il lento lavoro manuale costerà più dell'attrezzatura.
Confrontate sempre il prezzo iniziale degli utensili con il totale della manodopera oraria.
Quali sono i metalli migliori per la formatura delle protuberanze?
Non tutti i metalli sopravvivono a questo processo. La formatura a urto sottopone la lamiera a forti sollecitazioni. Nel corso degli anni, abbiamo imparato a nostre spese quali metalli si comportano bene con la pressa piegatrice e quali invece si oppongono.
Le migliori scelte di metallo
I metalli migliori per la formatura di urti sono materiali altamente duttili che possono allungarsi e sopportare ripetuti colpi di pressa piegatrice senza rompersi. Le scelte migliori includono l'acciaio dolce per la sua resistenza, l'acciaio inossidabile 304 per la durata e le leghe di alluminio standard come la 5052 per la formabilità leggera.
- Acciaio dolce: È la scelta migliore in assoluto. È indulgente e sopporta senza problemi le curve multiple.
- Acciaio inox: Resistente e durevole. Richiede una maggiore pressione da parte della macchina, ma tiene benissimo la curva. Tenete presente che il ritorno elastico è aggressivo.
- Leghe di alluminio standard (come il 5052): La maggior parte dei gradi è leggera e altamente formabile. Assicuratevi di verificare il grado esatto con il vostro negozio.
Materiali da evitare
I materiali peggiori per la formatura di urti sono i metalli fragili o strutturalmente compromessi, che si spezzano facilmente sotto le sollecitazioni ripetute. Si dovrebbero evitare del tutto i metalli temperati come l'alluminio 6061-T6, che si microfrattura sotto pressione, e le lamiere forate, che si piegano in modo imprevedibile a causa di punti strutturali deboli.
- Alluminio 6061-T6: Da evitare assolutamente. È un metallo temperato e fragile. L'abbiamo visto letteralmente rompersi o microfessurarsi sulla pressa piegatrice. sotto lo stress di ripetuti colpi.
- Fogli perforati: Il metallo pieno di fori casuali si piega in modo imprevedibile. I tagli creano punti deboli, lasciando una curva irregolare e disordinata. che ha un aspetto terribile, indipendentemente dalla bravura dell'operatore.
Come si progettano migliori parti sagomate a urto?
Un cattivo progetto garantisce un cattivo pezzo. Il lavoro dell'operatore deve essere il più semplice possibile.
Per progettare meglio i pezzi bump-formed, gli ingegneri dovrebbero mantenere forme geometriche semplici, evitare raggi di curvatura estremamente stretti, allentare le tolleranze dimensionali e mantenere il metallo sotto i 24 pollici di larghezza. Progettare tenendo conto di questi limiti di produzione garantisce un processo più fluido e riduce il rischio di rottura dei pezzi.
- Forme semplici: Puntate su curve pulite e continue. Geometrie complesse e frastagliate aumentano drasticamente i tempi di impostazione e il rischio di errori.
- Raggi di curvatura: Non forzare un raggio estremamente stretto. Spingendo il metallo in una curva stretta, si creano creste dure e si indebolisce il pezzo.
- Tolleranze dimensionali: Si tratta di un processo altamente manuale. Si basa sull'abilità umana e su tentativi ed errori. Lasciate al negozio un po' di margine di manovra nelle vostre dimensioni (ad esempio, consentendo da ±0,030 a ±0,060 pollici piuttosto che un rigoroso ±0,010)., soprattutto nelle curve lunghe.
- Larghezza massima (24 pollici): Quando il metallo diventa più largo, mantenere l'angolo di piegatura perfettamente dritto diventa incredibilmente difficile. Se il vostro pezzo deve essere più lungo di 24 pollici, parlate in anticipo con il vostro fabbricante per vedere se la sua attrezzatura è in grado di gestirlo.
Anche con un design impeccabile, la formazione di urti lascia un'impronta distinta. Poiché la curva è in realtà costituita da decine di minuscole curve piatte, si noteranno delle linee deboli sul metallo.
Ma cosa succede se state realizzando un prodotto di consumo che deve apparire impeccabile? Vediamo come nascondere i segni.
Come nascondere le linee di curvatura dopo la formatura delle protuberanze?
La formatura a urto non crea una curva matematicamente perfetta. Crea una serie di piccoli punti piatti.
Se si osserva da vicino, si notano lievi linee di piegatura. Questo va bene per una staffa nascosta all'interno di una macchina. Ma è un grosso problema se il pezzo si trova proprio di fronte al cliente.
Per nascondere le lievi linee di piegatura create dalla formatura a urto, i costruttori utilizzano tecniche di finitura estetica dopo che il metallo ha lasciato la pressa piegatrice. I metodi migliori includono la levigatura manuale delle creste, l'applicazione di una mano di stucco per carrozzeria o l'uso di una vernice in polvere spessa e strutturata.

- Macinare e sabbiare: Un operaio esperto può levigare manualmente le creste utilizzando una levigatrice a doppia azione. Richiede più tempo, ma funziona perfettamente per le parti in metallo nudo.
- Riempimento della carrozzeria: Se si prevede di verniciare il metallo, una rapida mano di stucco per carrozzerie può facilmente livellare i piccoli avvallamenti.
- Rivestimento in polvere: Un pesante, Vernice a polvere testurizzata da 3 a 5 milioni è fantastico per nascondere i piccoli difetti della superficie. Riempie le linee di piega senza bisogno di carteggiare manualmente.
A cosa serve la formatura a urto nel mondo reale?
Si potrebbe pensare che la formatura delle protuberanze sia riservata alle staffe metalliche di base e di basso livello. Non è così. Le grandi industrie si affidano a questo processo ogni giorno.
La formatura a urto è ampiamente utilizzata nei principali settori industriali per produrre parti in lamiera curve di grandi dimensioni senza costose attrezzature. Le applicazioni più comuni nel mondo reale comprendono i coni di ogiva e i pannelli delle fusoliere del settore aerospaziale, i parafanghi curvi e i serbatoi personalizzati del settore automobilistico e gli strumenti medici di precisione o i dispositivi di assistenza.

- Aerospaziale: Gli ingegneri lo usano per costruire coni di ogiva leggeri e pannelli di fusoliera larghi.
- Automotive: Le officine si affidano a questo prodotto per parafanghi curvi, coppe dell'olio e serbatoi personalizzati.
- Medico: I progettisti lo usano per prototipare strumenti medici di precisione e dispositivi di assistenza.
Questo processo funziona chiaramente per i progetti ad alto rischio. Ma ricordate che il vostro pezzo finale è buono solo quanto lo è l'officina che lo produce.
Quali sono le domande da porre al fabbricante prima di iniziare?
La formatura delle protuberanze è un'arte. Non si può affidare il proprio progetto a un principiante. Quando i clienti visitano il nostro stabilimento ShincoFab, rispetto sempre gli ingegneri che fanno le domande più difficili.
Prima di iniziare un progetto di formatura di un dosso, è necessario porre al fabbricante tre domande fondamentali per verificare la sua competenza. Assicuratevi che sappia come gestire il ritorno elastico del materiale, verificate che utilizzi sagome fisiche personalizzate per controllare le curve e che la sua pressa piegatrice utilizzi la compensazione del coronamento.
- Materiale ritorno elastico: Chiedete come gestiscono il ritorno elastico del materiale. Il metallo rimbalza naturalmente dopo una piegatura. Un'officina intelligente esegue sempre un pezzo di scarto per calcolare l'esatta pressione necessaria per superare questo rimbalzo.
- Modelli personalizzati: Chiedete se utilizzano modelli personalizzati. Il bumping è un processo altamente manuale. L'operatore dovrebbe controllare il pezzo rispetto a una sagoma fisica. (come quelli tagliati al laser che usiamo noi) dopo ogni paio di colpi per assicurarsi che la curva rimanga perfettamente in linea.
- Compenso per l'incoronazione: Chiedere se la pressa piegatrice utilizza la compensazione del coronamento. Le presse piegatrici di grandi dimensioni si incurvano al centro sotto una forte pressione. La compensazione del coronamento spinge attivamente all'indietro, mantenendo la macchina perfettamente piatta in modo che i pezzi non si deformino. Se non sanno cosa sia il crowning, allontanatevi.
Se rispondono con sicurezza a queste domande, siete in buone mani.
Conclusione
La formatura a urto non è una magia. È solo un modo intelligente ed economico per ottenere pezzi curvi di grandi dimensioni senza dover pagare per costosi stampi personalizzati.
Se state costruendo prototipi o producendo piccoli lotti, è l'opzione migliore. È sufficiente un progetto solido, il metallo giusto e un operatore esperto.
Nella nostra officina di fabbricazione di lamiere, ShincoFab, vediamo in prima persona come questo processo faccia risparmiare tempo e denaro ai clienti ogni giorno. I calcoli precisi e l'abilità fisica ripagano davvero in officina.
Tenere sotto controllo il volume di produzione. Semplificate le curve. Ponete al vostro fabbricante le domande più difficili prima di iniziare. Se seguite questi passaggi, il vostro prossimo progetto in metallo curvato sarà un grande successo.

