Plåtfalsning är en tillverkningsprocess som viker en rå, skarp kant av plåt tillbaka på sig själv för att skapa en säker, slät och styv kant.
Tänk på ditt favoritpar jeans. Titta på undersidan av benet. Tyget är uppvikt och sytt på plats så att det inte ska fransa sig. En plåtfåll är exakt samma koncept, bara att du ersätter tyget med stål eller aluminium.
Men på vårt verkstadsgolv här på ShincoFab, är insatserna lite högre än fransig denim. Varje dag tar vi farliga, oavslutade kanter och böjer dem i våra kantpressar för att skapa släta, säkra kanter. Det låter enkelt, men efter att ha hanterat tusentals specialtillverkade delar kan jag berätta att en ordentlig fåll helt förändrar hur din metalldel överlever i den verkliga världen.
Innan vi diskuterar varför denna process är nödvändig, låt mig reda ut en förväxling som vi ser i kundernas ritningar nästan varje vecka.
Den verkliga skillnaden mellan fållning och sömnad
När vi granskar CAD-filer som skickats av ingenjörer och produktdesigners ser vi ofta att orden “fållning” och “sömmar” används synonymt. De betyder inte samma sak, och de kräver helt olika verktyg hos oss.
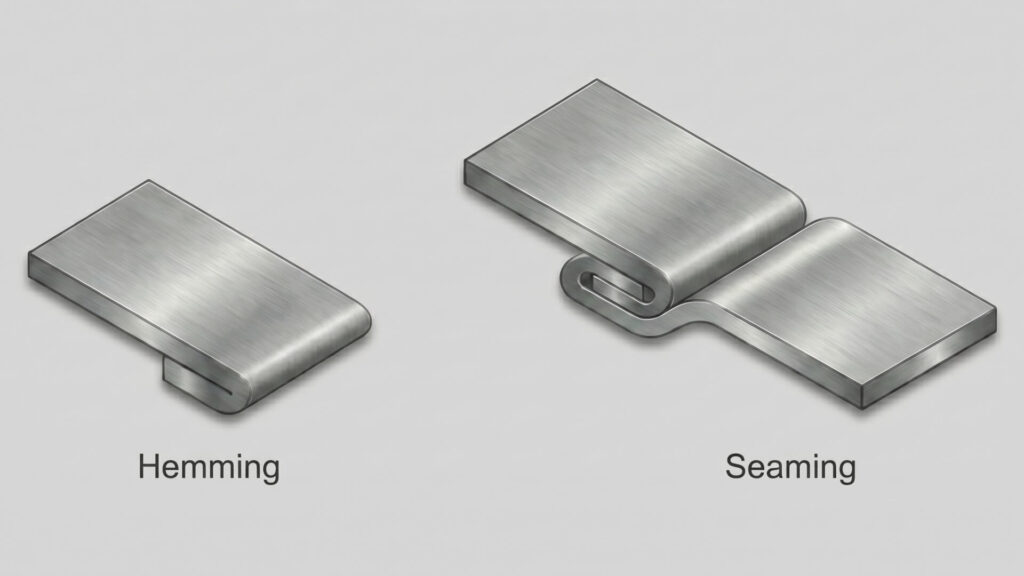
Den största skillnaden mellan fållning och sömnad beror på antalet metalldelar som är inblandade:
- Fållning avslutar en enda kant. Vi tar ett stycke av plåt och vik den över sig själv med hjälp av en fållningsstans.
- Sömnad sammanfogar två separata delar. Vi tar två stycken av plåt, länka ihop kanterna och lås fast dem ordentligt. Tänk på toppen av en soppburk.
Enkelt uttryckt, vi gör en fåll för att avsluta en rå kant. Vi falsar för att sammanfoga två delar. Nu när du vet att vi bara hanterar en metallbit i taget, låt oss titta på varför det vanligtvis inte är förhandlingsbart att vika den kanten i våra dagliga tillverkningskörningar.
Varför behöver du en Hem?
Direkt från våra laserskärmaskiner eller saxar fungerar en rå kant av 18-gauge metall som ett rakblad. Du vill inte lämna den på det sättet.
Vår erfarenhet är att våra kunder får tre stora fördelar av att lägga till en fåll:
- Säkerhet (sparar fingrar). Våra operatörer hanterar dessa delar fysiskt. Om någon tar tag i din del på ett löpande band senare, ska de inte blöda. En fåll blir en skarp kantrisk till en säker och smidig gräns med hjälp av en teknisk kontroll för att eliminera eller minimera arbetstagarnas exponering.
- Det ger en rejäl styrka. Genom att vika metallen fördubblas dess tjocklek precis där den är som svagast. Vi föreslår ofta falsning till kunder för att styva upp en slapp panel och hindra den från att vingla utan att behöva uppgradera till en tjockare, tyngre plåt.
- Det ser professionellt ut. Skurna kanter har grova fläckar, grader och värmemärken från lasern. En fåll döljer den här röran och ger produkter - som de kommersiella köksskåp vi bygger - en förstklassig, ren finish.
De 4 vanligaste typerna av plåthem
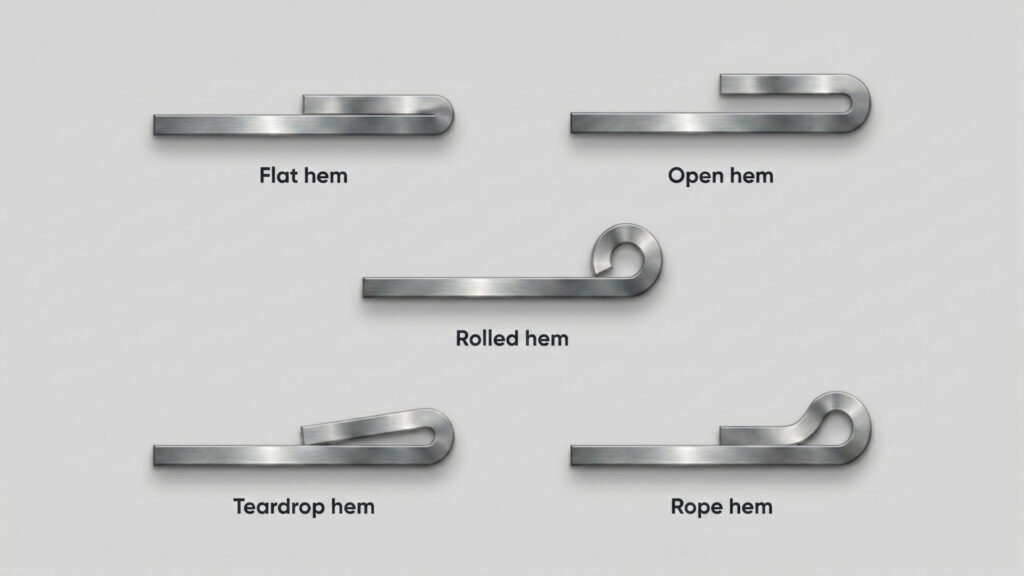
Alla fållar är inte likadana. På ShincoFab-golvet beror valet på detaljens tillämpning. Det finns fyra huvudtyper av plåtfalsar som används vid tillverkning: slutna (platta) falsar, öppna falsar, droppformade falsar och rullade falsar.
Det finns fyra huvudtyper av plåtfalsar som används vid tillverkning: slutna (platta) falsar, öppna falsar, droppformade falsar och valsade falsar. Ge en snabb referens för din design:
| Typ av fåll | Struktur / Profil | Bästa tillämpning |
|---|---|---|
| Stängd (platt) fåll | Fälls över och pressas helt platt med noll invändigt mellanrum. | Maximal styrka, plana ytbehandlingar (t.ex. metallskåp). |
| Öppen fåll | Fälls över men lämnar en liten, definierad luftficka inuti. | Tjockare metaller eller utrymme för att skjuta in ledningar/komponenter. |
| Droppformad fåll | Böjd 180 grader och bildar en droppformad luftspalt. | Bräckliga eller spröda metaller (t.ex. 6061 aluminium) för att förhindra sprickbildning. |
| Rullad (rep) fåll | Lockad till en hel cirkel, vilket skapar ett slätt, ihåligt rör. | Industriella handtag eller föremål som kräver ett helt säkert, ergonomiskt grepp. |
Stängd (platt) fåll
Vi viker över kanten och pressar den helt platt under kantpressen så att det inte blir någon glipa inuti. Vi använder detta när kunderna behöver maximal styrka och en jämn, slät yta (mycket populärt för de metallskåp som vi tillverkar).
Öppen fåll
Den här viks också över, men lämnar en liten luftficka inuti. Varför rekommenderar vi att man lämnar ett mellanrum? För det första hjälper det oss att undvika sprickbildning när vi arbetar med tjockare metaller. För det andra lämnar det utrymme om ditt monteringsteam behöver skjuta in en tråd eller en annan komponent i vecket senare.
Droppformad fåll
Den böjer sig 180 grader för att bilda en droppform. Vi använder den uteslutande för ömtåliga metaller. Om vi försökte krossa vissa aluminiumkvaliteter helt platt på våra maskiner skulle de bara gå sönder. Droppformen ger en säker böjning utan materialstress.
Rullad (eller repad) fåll
I stället för en platt vikning rullar vi in kanten i en hel cirkel och skapar ett slätt rör. Det här är det absolut bästa alternativet för handtag. När vi tillverkar specialanpassade verktygslådor eller industriella handtag är det här vårt förstahandsval eftersom det känns helt säkert att greppa.
Så väljer du rätt metall för din hem
Metaller fungerar annorlunda under tonnage. Om en junior konstruktör tvingar in en spröd metall i ett snävt veck i en CAD-fil kommer den att gå sönder i kantpressen. Du har bara slösat bort bra material.
För att spara tid och pengar vid prototyptillverkning har vi här en lathund som baseras på vad som fungerar tillförlitligt på våra maskiner. De vanligaste metallerna som används för plåtfalsning är kallvalsat stål, aluminium och rostfritt stål:
- Kallvalsat stål (t.ex. SPCC): Den lätthanterliga arbetshästen. Den böjer sig fint utan att knäppa. Om ditt ark är relativt tunt kan vi säkert använda en snäv Stängd fåll.
- Aluminium (t.ex. 6061 jämfört med 5052): Lätt men kan vara sprött. Vi har sett 6061 spricka nästan varje gång den krossas platt. För att hålla metallen intakt rekommenderar vi alltid en Teardrop Hem eller en Open Hem för att ta hänsyn till den minskade duktiliteten hos styva värmebehandlade legeringar som 6061.
- Rostfritt stål (t.ex. 304): Tufft och envist. Att böja den kräver stor maskinkraft. Eftersom det är så hårt och benäget att fjädra tillbaka krävs en Stängd fåll kan stressa metallen för mycket. En Öppen fåll är ditt säkraste val för att förhindra mikrofrakturer.
Gyllene regler för att designa en hem
En dålig design förstör bra metall innan våra maskiner ens har startat. För att få en perfekt fåll utan att vi behöver skicka tillbaka din ritning för revidering ska du hålla dig till dessa tre regler för precisions kantpress hemming:
- Regel #1: Se upp med materialtjockleken. Falsning älskar tunn metall. På ShincoFab avråder vi aktivt från att försöka fälla plåt som är tjockare än 0,125 tum (11-gauge). Tung metall kommer bara att kämpa mot matrisen och spricka under tonnaget.
- Regel #2: Gör rätt längd på plattan. Vi behöver tillräckligt med material för att maskinens verktyg ska kunna greppa och vika. Gör din returkant (flänslängd) minst fyra gånger tjockleken på din plåt. Om den är för kort glider den ut ur verktyget.
- Regel #3: Respektera böjningsradien. För öppna fållar, tvinga inte fram en alltför snäv vridning. Den inre kurvan ska vara minst lika stor som materialets tjocklek. Detta minskar spänningen och hindrar metallen från att knäckas under nedpressningen.
Hur gör en kantpress för att fälla plåt?
När din design är klar tar vår verkstadsavdelning över. Så här utför våra operatörer dessa veck:
Metoden för kantpressning
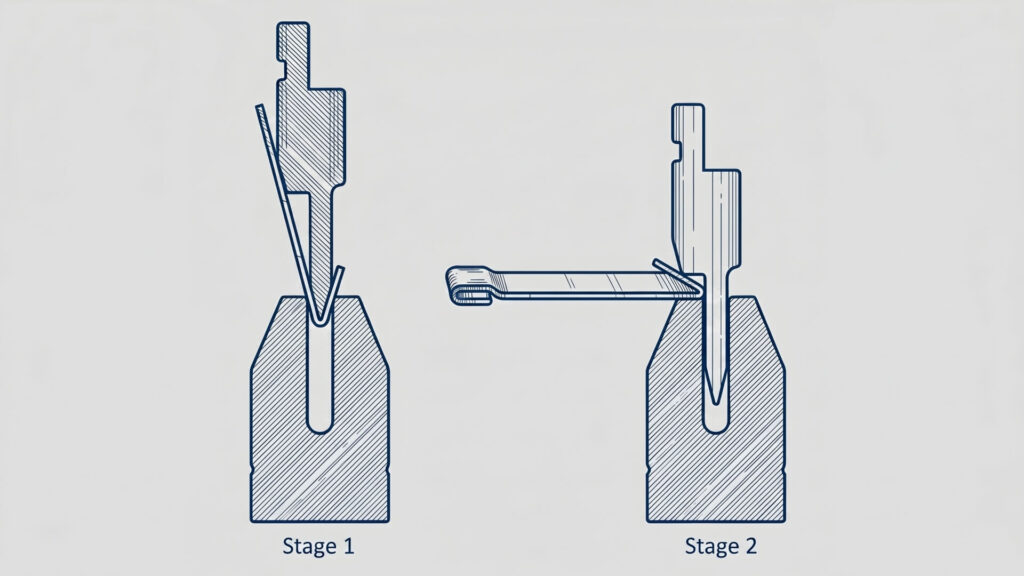
Detta är vår dagliga standard och är mycket tillförlitlig för vardagliga jobb. Standardprocessen för fållning i kantpress utförs i två olika steg:
- Böj till en spetsig vinkel: Först använder vi en V-dyna och en stans för att böja den råa metallkanten i en spetsig vinkel (vanligtvis cirka 30 grader).
- Tryck ihop vecket och stäng det: Därefter byter vi till en plattningsstans (eller en specialiserad fållningsstans) som kommer ner och krossar vikningen platt mot sig själv.
Die Hemming
Behöver du tillverka 10.000 delar i en hast? Vi erbjuder detta för massproduktion. Den använder ett anpassat verktyg för att vika hela kanten på en gång. Den anpassade matrisen kostar dig mer i förskott, men produktionshastigheten minskar avsevärt kostnaden per del.
Rullfållning
Om din metall har en böjd kant fungerar det inte med en vanlig kantpress. Här styr små rullar längs kanten och trycker över metallen lite i taget. Den är perfekt för komplexa, kurviga bil- eller apparatdelar.
Så här åtgärdar du vanliga huvudvärksproblem vid hemtagning
Metall har sin egen vilja. Här är de vanligaste huvudvärken som vi felsöker på verkstadsgolvet, och hur vi löser dem så att din order inte blir försenad:
- Knackar på ytterkanten: Det händer vanligen när man krossar en spröd metallplatta. Vår lösning: Vi pausar körningen och ändrar din design till en droppformad eller öppen fåll för att lindra stressen.
- Vridning och böjning: Din platta skärm är plötsligt vågig. Vår lösning: Operatören måste kalibrera om kantpressens bombering. Vi ser till att panelen har fullt stöd och att tonnaget är perfekt jämnt över hela bäddens längd.
- Fällningen går inte att stänga: Maskinen kan inte gripa tag i kanten ordentligt. Vår lösning: Vi granskar din ritning. Vanligtvis är flänslängden för kort (mindre än 4x materialtjockleken).
Hur hemming påverkar dina tillverkningskostnader
Varje gång vi böja metall, Det innebär en extra operation på golvet, vilket ökar maskintiden och arbetsinsatsen. Men du kan kontrollera den här budgeten:
- Håll dig till grunderna. En standard öppen eller stängd fåll är billig. Nästan alla grundläggande kantpressar kan snabbt ta fram dessa.
- Undvik knepiga former om du kan. Teardrop och rullade fållar är utmärkta. Men de kräver specialverktyg och längre installationstider. Betala bara för dem om din metall eller design absolut kräver det.
- Anpassa processen till volymen. Köp inte en dyr anpassad form för en liten serie delar. Låt verkstaden använda en standardkantpress för att hålla nere dina initiala kostnader.
Behöver du verkligen en hem? (Billigare alternativ)
Ibland kan vi, som din tillverkningspartner, säga att en hel fåll är för mycket av det goda. Om din budget är snäv kan du överväga de alternativ vi erbjuder:
- Be om avgradning: Om du bara vill förhindra att folk skär sig kan du be oss att avgrada eller tumla detaljen. Vi slipar bort vassa kanter utan att böja metall. Det är betydligt billigare.
- Gör en 90-graders vikning: Behöver du styva upp en slapp panel? En standard 90-graders bockning ger en rejäl styvhet med bara en snabb tryckning på kantpressen, vilket sparar det sekundära utjämningssteget.
Slutsats
Plåtfalsning behöver inte vara komplicerat. Det handlar helt enkelt om att matcha rätt veck med rätt metall. Om du gör det rätt får du en del som är säker, stark och ser mycket professionell ut.
Nu har du koll på läget ur en tillverkares perspektiv. Du vet när du ska slå en fåll platt, när du ska lämna en öppen springa och när ett enkelt avgradningsjobb är det bästa alternativet.
Det enda som återstår är att förvandla din ritning till verklig metall. Besättningen på ShincoFab är här för att hantera bockningen. Vi tillverkar plåt varje dag och vet exakt hur vi ska utföra din design utan skrot och huvudvärk. Välj rätt fåll, skicka oss dina STEP- eller DXF-filer, och låt oss börja arbeta.

