Stoisz przed wyborem między aluminium 5052-H32 a 6061-T6? Nie jesteś sam.
Jako główny producent w ShincoFab, Spędziłem ponad dekadę chodząc po naszych warsztatach blacharskich i prawie co tydzień widzę, jak inżynierowie i kupujący wybierają niewłaściwy stop. Dokonanie złego wyboru nie tylko źle wygląda na papierze. Prowadzi to do pękania metalu na naszych prasach krawędziowych, gumowatego aluminium przyspawanego do naszych drogich frezów CNC i tysięcy dolarów zmarnowanego budżetu projektu. Chcę uchronić Cię przed tymi kosztownymi, rzeczywistymi błędami.
W tym krótkim przewodniku uzyskasz proste odpowiedzi z perspektywy hali produkcyjnej. Żadnych nudnych wykładów z chemii. Obiecuję, że pokażę ci dokładnie, kiedy użyć 5052, a kiedy 6061, jak radzą sobie z naszymi spawarkami TIG, a nawet jak uratować swój projekt, jeśli przypadkowo zamówiłeś niewłaściwy metal.
Oto jak wybrać odpowiedni metal do swojego projektu.
Jak wybrać odpowiedni stop
Pomińmy długie wprowadzenie i przejdźmy od razu do rzeczy. Wybór między tymi dwoma metalami sprowadza się do tego, co zamierzasz z nimi zrobić.
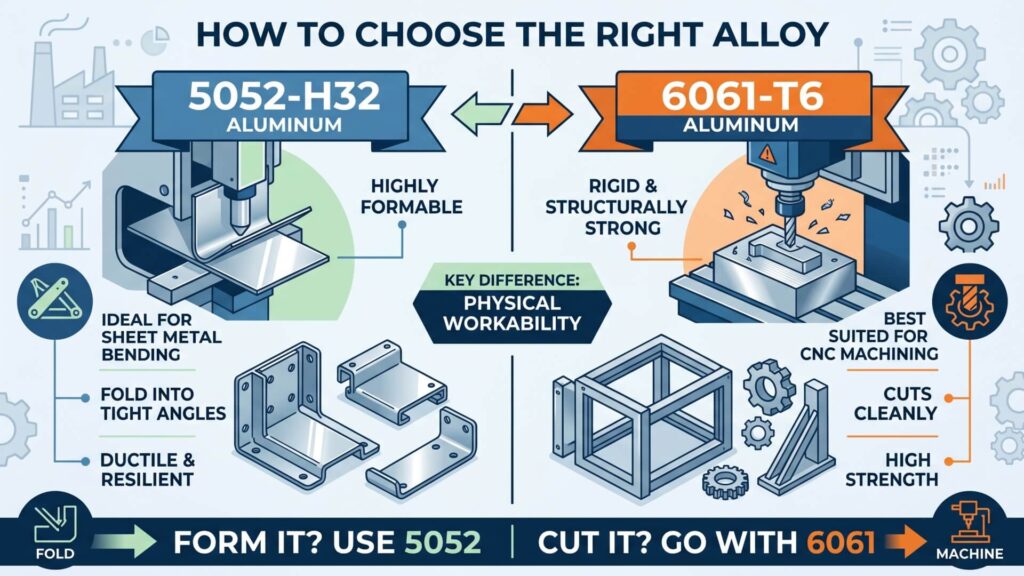
Główna różnica między 5052-H32 oraz 6061-T6 aluminium jest ich fizyczna urabialność. 5052-H32 jest wysoce formowalny i idealny do gięcie blachpodczas gdy 6061-T6 jest sztywny, mocny strukturalnie i najlepiej nadaje się do obróbki CNC i ciężkich ram nośnych.
- Wybierz 5052-H32, jeśli musisz go zgiąć. To najlepszy przyjaciel do prac blacharskich. Można ją złożyć do ciasnych kątów bez pękania metalu.
- Wybierz 6061-T6, jeśli chcesz go obrabiać. Stop ten został stworzony z myślą o czystej wytrzymałości. Tnie czysto w maszynie CNC i jest idealny do ciężkich części konstrukcyjnych.
Jeśli ją formujesz, użyj 5052. W przypadku cięcia należy wybrać 6061.
Do czego najlepiej nadaje się aluminium 5052-H32?
Jeśli projekt obejmuje skomplikowane obudowy blaszane, 5052-H32 znacznie ułatwi życie Tobie (i Twojemu producentowi). W ShincoFab jest to nasz niekwestionowany mistrz w dziedzinie pras krawędziowych.
Dlaczego to pokochasz
- Tworzy się bez pękania. Można go składać pod ciasnymi kątami, zwykle pozwalając na minimalny promień gięcia wynoszący od 1 do 1,5-krotności grubości materiału. W przeciwieństwie do sztywniejszych metali, 5052 zgina się płynnie na naszych V-dies. Osobiście obserwowałem, jak nasi operatorzy zginali 1/8″ 5052 do idealnego kąta 90 stopni przez cały dzień bez ani jednego mikropęknięcia na linii gięcia.
- Chroni przed rdzą. Ponieważ nie zawiera miedzi, jest odporny na trudne warunki zewnętrzne. Regularnie budujemy niestandardowy osprzęt morski z 5052, który doskonale sprawdza się nawet w słonej wodzie.
- Pozwala to zaoszczędzić pieniądze. Ponieważ formuje się tak łatwo, bez konieczności wykonywania cięć odciążających lub obróbki cieplnej, oszczędzasz godziny kosztownej pracy w warsztacie. A w przypadku produkcji na zamówienie czas pracy maszyny jest największym kosztem.
Gdzie działa najlepiej
Ponieważ tak dobrze radzi sobie z wodą i zginaniem, metal ten można zobaczyć wszędzie na zewnątrz i w niestandardowych warsztatach.
- Kadłuby łodzi i osprzęt morski.
- Niestandardowe obudowy metalowe dla elektroniki.
- Zbiorniki paliwa pojazdu.
- Wytrzymałe panele dachowe.
Podczas gdy 5052 doskonale sprawdza się w formowaniu i stawianiu czoła żywiołom, projekty wymagające ciężkiego, nieugiętego wsparcia strukturalnego wymagają zupełnie innego podejścia.
Do czego najlepiej nadaje się aluminium 6061-T6?
Jeśli 5052 jest elastycznym metalowym atletą, 6061-T6 jest strukturalnym kulturystą. Wyciągamy ten materiał z regału, gdy klient potrzebuje części do przenoszenia poważnych obciążeń mechanicznych.
Dlaczego to pokochasz
- Jest niezwykle silny. Stop ten zapewnia imponującą wytrzymałość strukturalną. Według Arkusz danych materiałowych ASM/MatWeb Aluminium 6061-T6, Jego wytrzymałość na rozciąganie wynosi około 45 000 psi (310 MPa), co pomaga wyjaśnić, dlaczego dobrze sprawdza się w zastosowaniach nośnych.
- Pięknie obrabia. Jest to ulubione aluminium obrabiarek CNC. Zamiast topić się i zabrudzać oprzyrządowanie, rozpada się na wyraźne, czyste wióry. Kiedy słyszysz ten gładki, spójny szum z frezarki CNC, wiesz, że tnie 6061-T6.
- Utrzymuje wąskie tolerancje. Jeśli potrzebujesz precyzyjnego wspornika z tolerancją +/- .005 cala, 6061 zapewnia nieskazitelne, sztywne wykończenie za każdym razem.
Gdzie działa najlepiej?
Materiał 6061 można znaleźć wszędzie tam, gdzie część musi być wytrzymała, bezpieczna i lekka.
- Sztywne ramy samochodowe o wysokiej wydajności.
- Wytrzymałe wsporniki montażowe.
- Komponenty lotnicze i kosmiczne.
- Wysokiej jakości ramy do rowerów górskich.
Oprócz stopów bazowych, do materiałów tych dołączone są specjalne przyrostki (-H32 i -T6). Oznaczenia te drastycznie zmieniają właściwości metalu.
Dlaczego litery i cyfry (-H32 i -T6) mają znaczenie?
Te dodatkowe litery i cyfry to nie tylko losowe kody. Informują one o “temperamencie” metalu na podstawie System oznaczania temperamentu Aluminum Association. Oznacza to po prostu, w jaki sposób fabryka potraktowała aluminium przed wysłaniem go do użytkownika.
- Co oznacza -H32: Jest to skrót od “strain-hardened”. Fabryka fizycznie walcowała i obrabiała metal, aby uczynić go mocnym. Ale oto korzyść dla użytkownika: zachowuje swoją elastyczność. Ze względu na temperament -H32, 5052 rozciąga się na tyle, aby poradzić sobie z ciasnymi zakrętami bez pękania.
- Co oznacza -T6: Jest to skrót od “obróbki cieplnej”. W fabryce metal jest wypalany i szybko schładzany w celu połączenia materiałów. Odpuszczanie -T6 to sekret ogromnej integralności strukturalnej i ekstremalnej sztywności stali 6061.
Odpuszczanie całkowicie dyktuje sposób, w jaki metal reaguje na naprężenia mechaniczne.
Pojedynek Head-to-Head
Porównując 5052-H32 oraz 6061-T6 Bezpośrednio, najlepszy wybór zależy w dużej mierze od procesu produkcyjnego. 5052-H32 wyróżnia się plastycznością, gięciem blach i wysoką odpornością na korozję. W przeciwieństwie do nich, 6061-T6 to najlepszy wybór do zastosowań konstrukcyjnych o wysokiej wytrzymałości i precyzyjnej obróbki CNC. Oto krótkie zestawienie:
| Nieruchomość | 5052-H32 | 6061-T6 |
|---|---|---|
| Najlepsze dla | Formowanie blach i zastosowania morskie | Ramy konstrukcyjne i części CNC |
| Obrabialność | Słaby (gumowaty, łatwo się topi) | Doskonały (chrupiące, czyste żetony) |
| Odporność na zginanie | Doskonałe (wąskie promienie bez pęknięć) | Słabe (trzaski lub pęknięcia) |
| Spawalność | Doskonały (zachowuje integralność strukturalną) | Dobra (ale traci wytrzymałość na złączu spawanym) |
| Odporność na korozję | Wyjątkowy (odporny na warunki zewnętrzne/słoną wodę) | Dobry (wymaga ochrony przed wżerami) |
Wytrzymałość a zginanie (odkształcalność)
Podczas gdy 6061-T6 jest liderem pod względem wytrzymałości na obciążenia strukturalne (45 000 psi), 5052-H32 nadal oferuje przyzwoitą wytrzymałość na rozciąganie wynoszącą około 33 000 psi (228 MPa). Prawdziwa rozbieżność pojawia się, gdy próbujesz je uformować. Stal 6061 jest stworzona do bezpiecznego utrzymywania ogromnego ciężaru, ale nie wymagajmy od niej ostrego wyginania. Dosłownie słyszałem trzask przypominający wystrzał na podłodze warsztatu, gdy nowicjusz próbował zgiąć 1/4 cala 6061-T6 pod ostrym kątem 90 stopni. Metal pęka na pół. 5052 robi dokładnie odwrotnie; dzięki wysokiemu wydłużeniu tworzy piękny, gładki promień na prasie krawędziowej bez rozrywania.
Obróbka skrawaniem a spawanie
Jeśli zmusisz nas do umieszczenia miękkiego materiału 5052 w wysokoobrotowej frezarce CNC bez odpowiedniego oprzyrządowania, zachowuje się on jak ciepła guma do żucia. Zdarzało mi się wstrzymywać produkcję, by odciąć stopione 5052 od wiertła z węglików spiekanych $150. Natomiast 6061 obrabia się do absolutnej perfekcji.
Co z spawanie? Zapytaj naszego głównego spawacza TIG, a on wskaże ukrytą pułapkę. Obydwie metody spawają ładnie, ale ekstremalne ciepło palnika spawalniczego rujnuje obróbkę cieplną 6061 ’-T6“. Metal w rzeczywistości traci ogromną wytrzymałość w strefie wpływu ciepła (HAZ). 5052 zachowuje swoją integralność strukturalną znacznie lepiej po ostygnięciu jeziorka spawalniczego.
Przetrwanie żywiołów (korozja)
Aluminium jest generalnie odporne na rdzę. Ale 5052 przenosi to na zupełnie nowy poziom. Sekret tkwi w składzie chemicznym. Prawie nie zawiera miedzi. Ten brak miedzi sprawia, że 5052 jest najlepszym materiałem do zastosowań zewnętrznych. Z łatwością radzi sobie ze słoną wodą i trudnymi warunkami pogodowymi. 6061 radzi sobie dobrze na zewnątrz, ale z czasem będzie wżerać się i korodować, jeśli go nie zabezpieczysz. Mieliśmy kiedyś partię nieosłoniętych części 6061, które stały na zewnątrz przez wilgotny tydzień i zaczęły się utleniać i wżerać. 5052 tego nie zrobi.
Twój portfel (koszt)
Wszyscy dbamy o wynik finansowy. Ogólnie rzecz biorąc, 5052 kosztuje nieco mniej za funt niż 6061. Prawdziwe oszczędności wynikają jednak z nakładu pracy. Ponieważ 5052 formuje się tak łatwo, bez pękania lub konieczności specjalnej obróbki cieplnej, oszczędzasz godziny drogiego czasu pracy w warsztacie.
Który stop ma lepsze wykończenie?
Wygląd ma znaczenie. Twoi klienci chcą części, które wyglądają świetnie i działają przez długi czas. Oto jak oba metale radzą sobie z różnymi wykończeniami.
- Surowa powierzchnia i standardowe anodowanie: 5052 zazwyczaj wygląda bardziej gładko w swojej surowej formie. Doskonale nadaje się również do standardowego anodowania kolorowego.
- Twarde wykończenia pancerza: 6061 jest tutaj wyraźnym zwycięzcą. Zajmuje Anodowanie twarde typu III (MIL-A-8625) pięknie. Nadaje to częściom twarde, gęste wykończenie ochronne, które z łatwością zatrzymuje ciężkie zadrapania i codzienne zużycie.
- Farba i powłoka proszkowa: Oba metale bardzo dobrze trzymają farbę i powłokę proszkową. Wystarczy najpierw przetrzeć i wyczyścić powierzchnię. Kolor będzie się trzymał i pozostanie na swoim miejscu przez lata.
Czy mogę spawać 6061-T6 z 5052-H32?
Czy można mieszać te dwa metale? Tak. Producenci robią to każdego dnia.
Powszechną praktyką jest budowanie sztywnego szkieletu z rur strukturalnych 6061. Następnie mocną ramę owija się elastycznymi panelami z blachy 5052. W ten sposób uzyskuje się zalety obu stopów w jednej, niesamowitej konstrukcji.
Jak je ze sobą zespawać? Wystarczy wziąć pręt ER5356, który jest sklasyfikowany jako Specyfikacje AWS A5.10 dla gołych elektrod aluminiowych. Doskonale łączy te niedopasowane metale i zapewnia wytrzymałość połączenia.
Jak odzyskać niewłaściwy stop?
Wszyscy popełniamy błędy. Czasami na rampę załadunkową trafia niewłaściwy materiał. Oto jak ratujemy takie sytuacje w fabryce:
- Jeśli musisz zginać 6061-T6: Nie próbuj ostrego zagięcia. Rozwiązujemy to poprzez znaczne zwiększenie promienia gięcia. Jeśli koniecznie potrzebujesz ciasnego narożnika, musimy wyciągnąć palnik acetylenowo-tlenowy i miejscowo wyżarzyć (zmiękczyć) linię gięcia, aby nie pękła.
- Jeśli konieczna jest obróbka 5052-H32: Aby uniknąć efektu przywierania “gumy balonowej”, przechodzimy na niezwykle ostre frezy jednoostrzowe z polerowanymi wgłębieniami. Zwiększamy ilość chłodziwa i dostosowujemy prędkości posuwu, aby usunąć lepkie wióry, zanim stopią się z narzędziem.
Wnioski
Wybór odpowiedniego aluminium nie musi być zgadywanką. Wszystko sprowadza się do tego, jak metal reaguje na maszyny.
Właściwe dobranie materiału już od pierwszego dnia pozwala zaoszczędzić pieniądze, skrócić czas realizacji i zapobiec ogromnym bólom głowy. Doświadczamy tego każdego dnia na hali produkcyjnej w ShincoFab. Jako doświadczona fabryka blach, wiemy z pierwszej ręki, że sukces niestandardowych części całkowicie zależy od posiadania odpowiedniego stopu na naszych stołach warsztatowych.
Jeśli patrzysz teraz na swój plan i nadal nie masz 100% pewności, nie zgaduj. Skontaktuj się z naszym zespołem inżynierów w ShincoFab. Oceniamy te materiały przez cały dzień i jesteśmy gotowi pomóc w prawidłowym wykonaniu następnej konstrukcji już za pierwszym razem.

